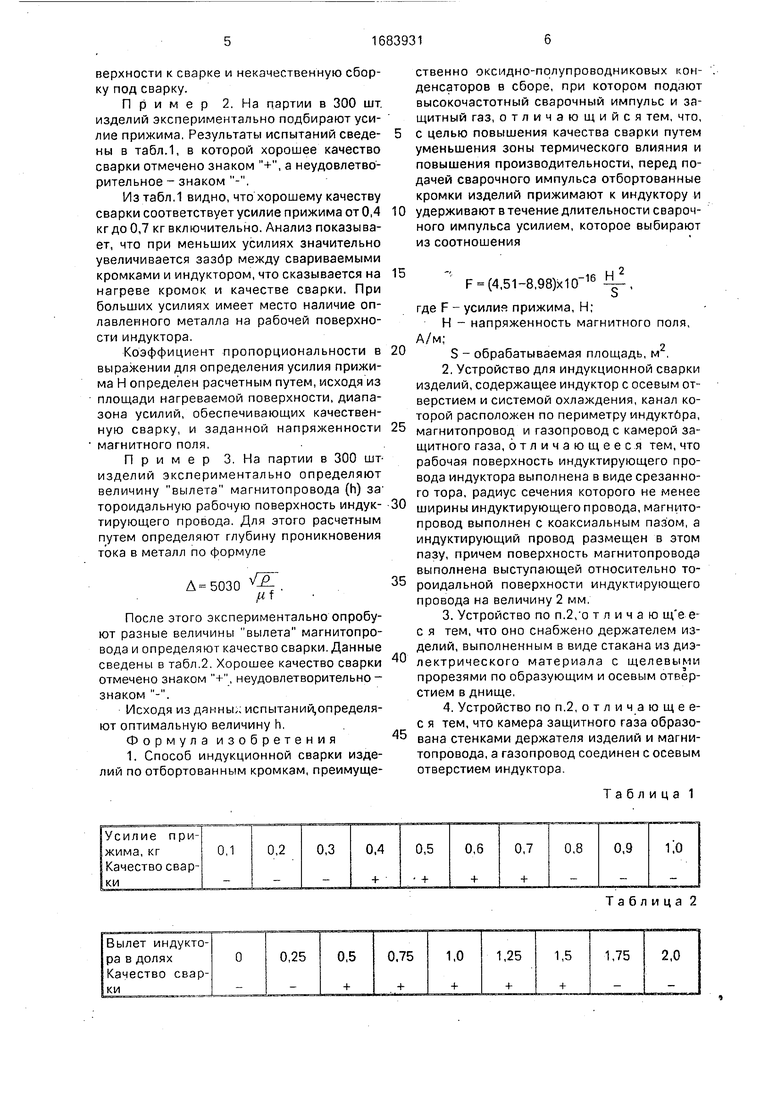
Таблица 2
А-А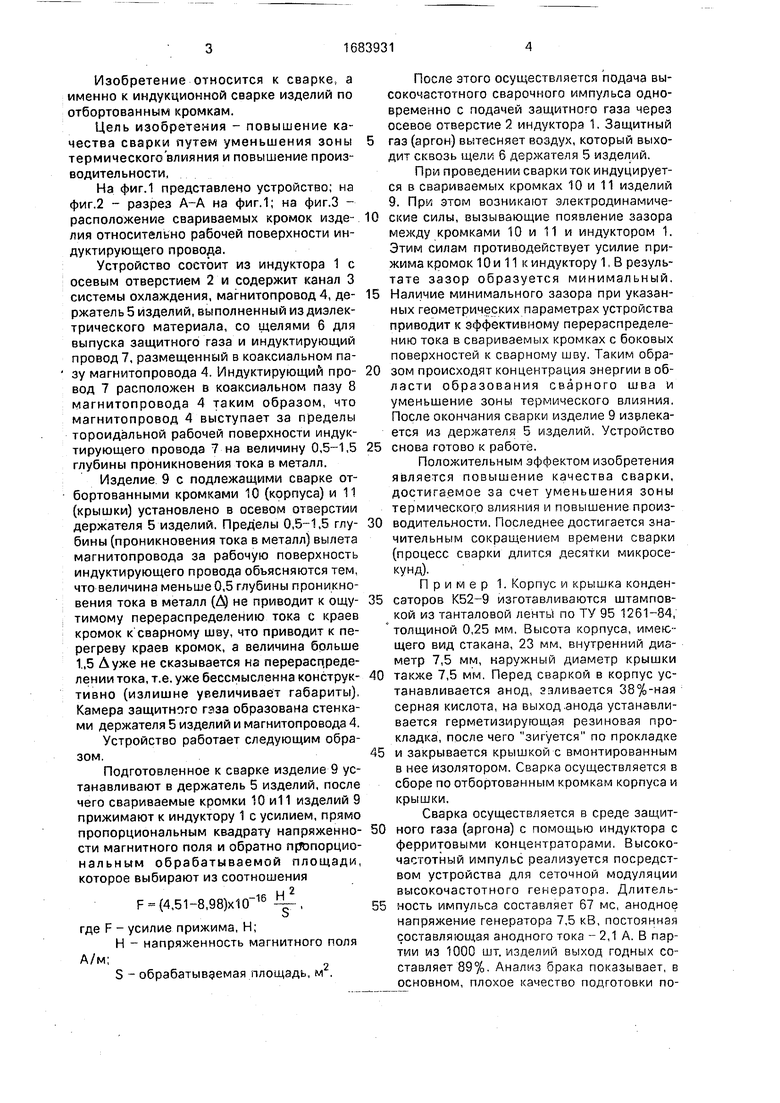
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор | 1981 |
|
SU1017456A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ лазерной сварки полых изделий | 2019 |
|
RU2704353C1 |
| Устройство для измерения полезной мощности индуктора | 1986 |
|
SU1388814A2 |
| Способ многослойной сварки плавящимся электродом | 1980 |
|
SU870033A1 |
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| СВАРНАЯ КОНСТРУКЦИЯ И СПОСОБ ПОЛУЧЕНИЯ НАХЛЕСТОЧНОГО СВАРНОГО СОЕДИНЕНИЯ ТОЧЕЧНОЙ ЛАЗЕРНОЙ СВАРКОЙ | 2020 |
|
RU2756958C1 |
| Способ сварки листов | 1987 |
|
SU1488163A1 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
Изобретение относится к области сварки, а именно к индукционной сварке изделий по отбортованным кромкам. Цель изобретения - повышение качества сварки путем уменьшения зоны термического влияния и повышение производительности. Изделие 9 устанавливают в держатель 5. Свариваемые кромки 10 и11 прижимают к индуктору 1 с усилием F, прямо пропорциональным квадрату напряженности Н магнитного поля и обратно пропорциональным обрабатываемой площади S, которые выбирают из соотношения F (4,51-8,96) Н /S. Подают высокочастотный сварочный импульс одновременно с подачей защитного газа через осевое отверстие 2 индуктора. Защитный газ вытесняет воздух, который выходит сквозь щели 6. Происходит концен- трация энергии в области образования сварного шва, уменьшается зона термического влияния, что повышает качество сварки. 2 с.п. и 2 з.п,ф-лы. 3 ил. (Л С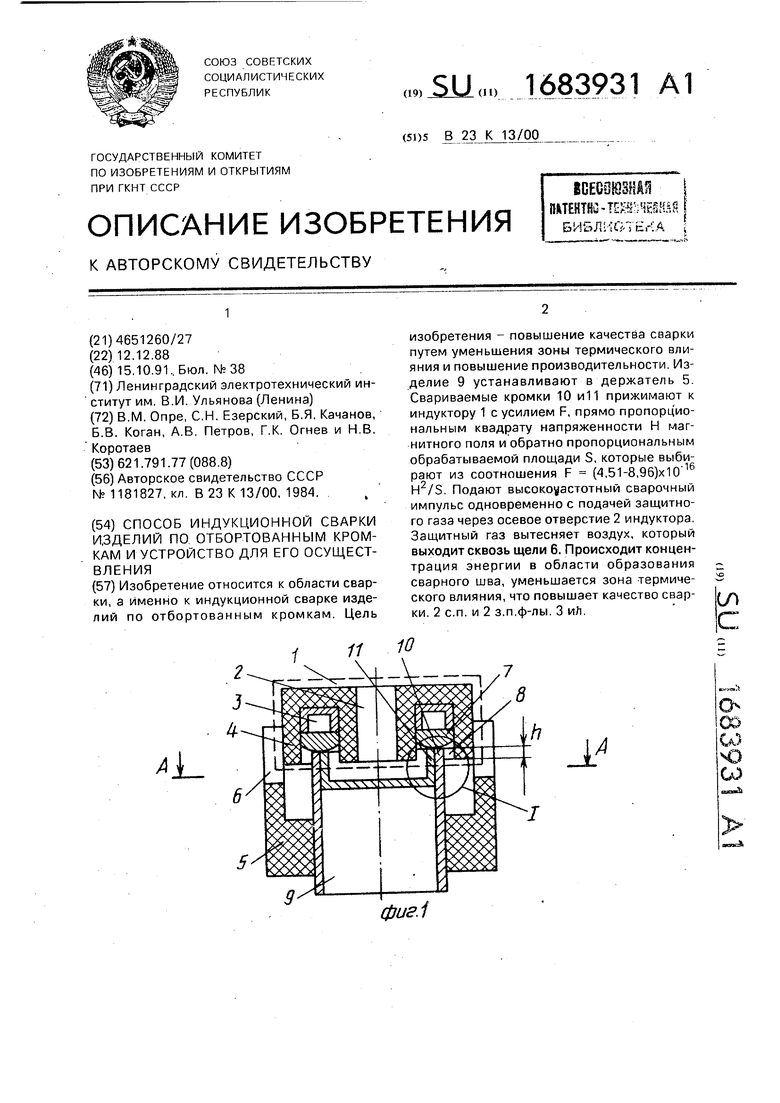
11
фиг. 2
| Устройство для высокочастотной сварки давлением | 1984 |
|
SU1181827A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
