Изобретение относится к сварке, в частности, к электрошлаковой сварке проволочными электродами, выполняемой сварочными автоматами с подвижными формирующими ползунами, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение точности и надежности контроля скорости электрошлаковой сварки.
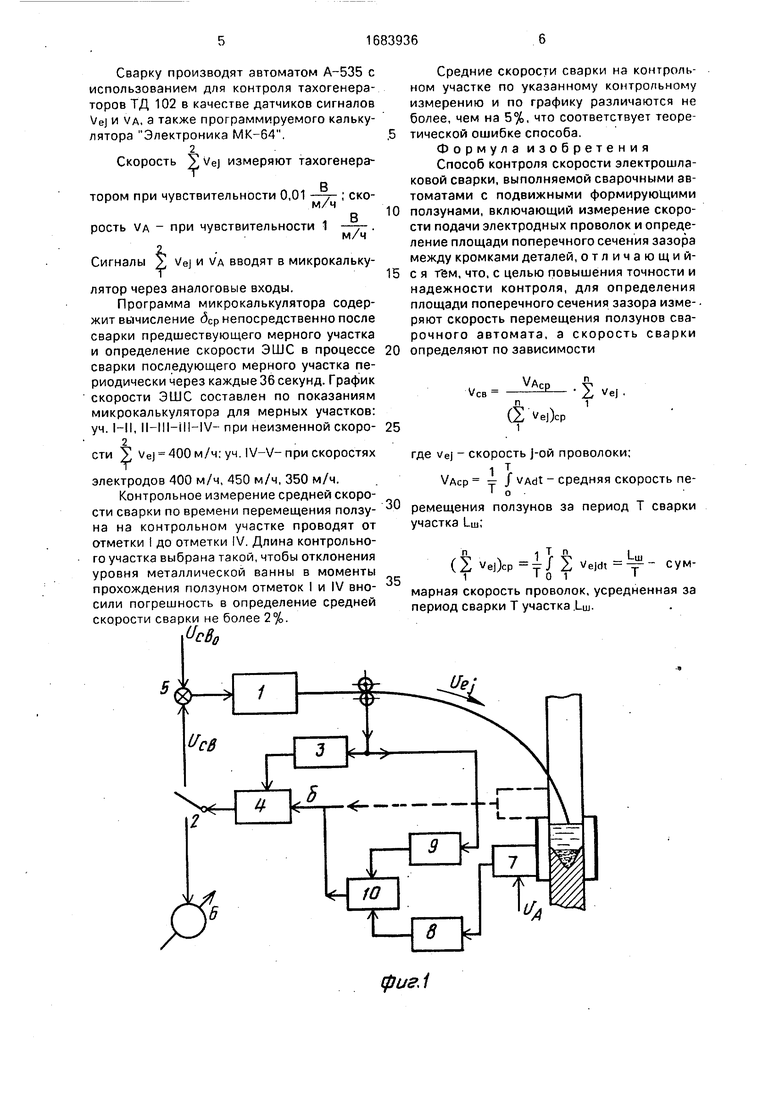
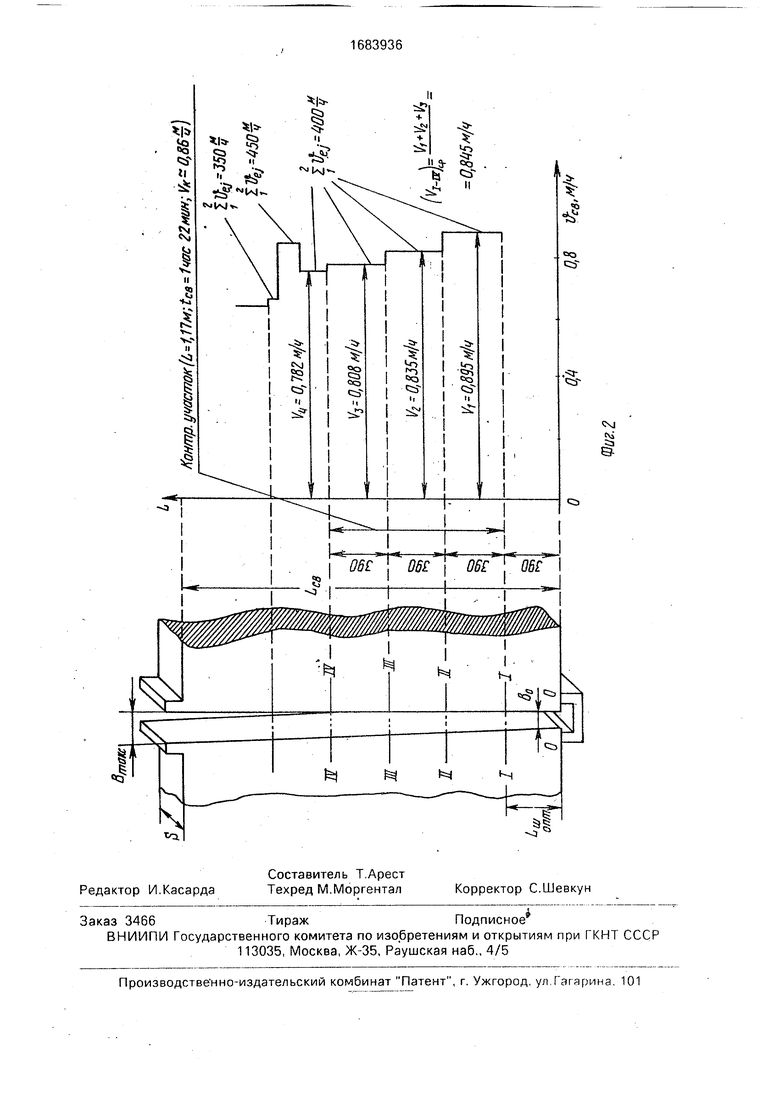
На фиг. 1 представлена блок-схема контроля скорости электрошлаковой сварки (ЭШС); на фиг. 2 - пример сборки деталей под сварку и график скорости ЭШС.
Способ осуществляется следующим образом.
Приводом 1 подают электродную проволоку в сварочную ванну и в зависимости от задачи контроля устанавливают переключатель 2 в верхнее положение при регулировании скорости ЭШС по заданной величине /СВО и в нижнее - при индикации скорости ЭШС. Скорость подачи электродной проволоки vej измеряют датчиком 3, а счетно-решающим устройством 4 осуществляют вычисление скорости ЭШС по параметрам VEJ и д по формуле
1 П
/св -т Л Vej . 0 1
где б-относительная площадь поперечного сечения зазора между кромками деталей, которая определяется по формуле:
д
B-S
(Л
С
оэ о ы
о
где В - ширина зазора между кромками деталей;
S - толщина свариваемых деталей;
Fe - площадь сечения электродной про- волоки.
При контроле с регулированием скорости ЭШС по заданному значению VCBQ элементы 1-4 с узлом 5 сравнения образуют замкнутую систему регулирования, основанную на принципе отрицательной обратной связи и имеющую коррекцию по параметру б.
При другом положении переключателя 2 осуществляют контроль по индикационному устройству 6. Параметр б получают из сигналов vej и скорости перемещения формирующих ползунов VA посредством блоков 7-10. При этом датчиком 7 измеряют скорость VA, блоками 8 и 9 усредняют сигналы VA за период времени Т, а посредством блока 10 получают отношение средней величины скорости подачи электродных проволок
(J
Vej)cpn средней величины скорости перемещения формирующих ползунов Удср, которое при достаточно большом Т является относительной площадью 5Ср поперечного сечения зазора между кромками деталей и выражается формулой
5со
Ф ej)cp
VACP
где 5ср - средняя относительная площадь сечения зазора между кромками деталей на участке сварки за период.
Отсюда скорость электрошлаковой сварки VCB определяется по формуле
VACP
(i «.)
J
Vej.
ср
Приведенная зависимость справедлива, если считать, что в пределах участка сварки величина 5Ср остается постоянной.
Однако при сварке существует отклонение ДL уровня металлической ванны относительно ползуна в момент контроля, а за время сварки Т зазор между кромками деталей изменяется на величину Д В.
Поэтому приведенная зависимость выражается формулой
(1+Ј)VCB - -ЈveJ, ( Ј ej)cp 1
где Ј-теоретическая погрешность способа определения скорости электрошлаковой сварки, которая представляет сумму отно. Д1 ДВ шении -.- и ,
L-ш tio
.
L-шВо
Таким образом, способ имеет теоретическую погрешность даже при нулевой погрешности измерительных и вычислительных устройств. Однако ошибка Ј имеет экспериментальный характер в зависимости от длины участка , на котором вычисляется зазор. Оптимальная длина участка Циопт и оптимальная ошибка определяются
-ШОПТ
VALеопт 2
AL
-ШОПТ
где К - интенсивность изменения зазора (изменение зазора за единицу длины шва),
при этом величины AL и Д В носят характер случайных четных функций и математическое ожидание ошибки Ј равно нулю.
Способ осуществляется при измерении параметров vej, VA и вычислении по ним
периодически или непрерывно скорости ЭШС. При этом определение скорости ЭШС может осуществляться как вручную, так и автоматически с помощью двух аналоговых делительных устройств (блоки 4 и 10), непрерывно и автоматически с некоторым периодом повторения (например, через 10-40 с) посредством применения цифровой вычислительной техники.
Пример осуществления способа при
сварке заготовок из стали 10ГН2МФА применительно к производству днищ корпусов сосудов атомных энергоустановок представлен на фиг,2. Длина свариваемого шва LCB 5500 мм; размеры сборочного зазора
Во 30 мм; Вмакс 42 мм; толщина свариваемых деталей 3 110 мм.
Режим сварки; ток 450-550А; скорость подачи проволок 180-220 м/ч; электроды - сварочные проволокифЗ мм - 2 шт. из стали
марки 10ГН2МФА; напряжение сварки 40- 44В.
Сборка деталей под сварку с клиновидным зазором предусматривает компенсацию статистической средней интенсивности изменения зазора в процессе сварки, равную
в,
:-Во
L
-0,0022.
СЕ
Фактическая интенсивность изменения зазора может быть только меньше указанной и принята в примере равной 0,002. Длина мерных участков между отметками HI, ll-ltl и т. д. выбрана по условию Д1 10 мм;
К 0,002 и составляет Шопт 390 мм.
Теоретическая ошибка способа в при- составляет
Ј 27JJQ- 0,05 (не более 5 %).
Сварку производят автоматом А-535 с использованием для контроля тахогенера- торов ТД 102 в качестве датчиков сигналов Vej и VA, а также программируемого калькулятора Электроника МК-64.
2
Скорость V vej измеряют тахогенераgтором при чувствительности 0,01 --г- ; скорость VA - при чувствительности 1
В
м/ч
Сигналы У ej и VA вводят в микрокалькулятор через аналоговые входы.
Программа микрокалькулятора содержит вычисление бср непосредственно после сварки предшествующего мерного участка и определение скорости ЭШС в процессе сварки последующего мерного участка периодически через каждые 36 секунд. График скорости ЗШС составлен по показаниям микрокалькулятора для мерных участков: уч. 1-И, IHII-HI-IV- при неизменной скоро-
2
сти У ve 400 м/ч; уч. IV-V-при скоростях
электродов 400 м/ч, 450 м/ч, 350 м/ч.
Контрольное измерение средней скорости сварки по времени перемещения ползуна на контрольном участке проводят от отметки I до отметки IV. Длина контрольного участка выбрана такой, чтобы отклонения уровня металлической ванны в моменты прохождения ползуном отметок I и IV вносили погрешность в определение средней скорости сварки не более 2%.
иоВ0
Средние скорости сварки на контрольном участке по указанному контрольному измерению и по графику различаются не более, чем на 5%, что соответствует теоретической ошибке способа.
Формула изобретения Способ контроля скорости электрошлаковой сварки, выполняемой сварочными автоматами с подвижными формирующими ползунами, включающий измерение скорости подачи электродных проволок и определение площади поперечного сечения зазора между кромками деталей, отличающий- с я , что, с целью повышения точности и надежности контроля, для определения площади поперечного сечения зазора изме- ряют скорость перемещения ползунов сварочного автомата, а скорость сварки определяют по зависимости
VA
ср
(Е ve))cp
Ј vej.
где vej - скорость j-ой проволоки;
1 т
VACP - / VAdt - средняя скорость пе- о
ремещения ползунов за период Т сварки участка
d41 LU,
vej)cp т J 2, у суммарная скорость проволок, усредненная за период сварки Т участка .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Автомат для электрошлаковой сварки | 1987 |
|
SU1500452A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU854650A1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
Изобретение относится к электрошлаковой сварке прямолинейных вертикальных швов с применением автоматов с подвижными формирующими ползунами и проволочными электродами. Целью изобретения является повышение точности и надеж но- сти контроля скорости электрошлаковой сварки. Способ основан на измерении скорости подачи электродных проволок и скорости перемещения сварочного автомата, по которым вычисляют скорость сварки по выражению, приведенному в формуле изобретения. 2 ил.
фиг.1
to.
NI
I
| Устройство для автоматического регу-лиРОВАНия пРОцЕССА СВАРКи | 1979 |
|
SU804293A1 |
