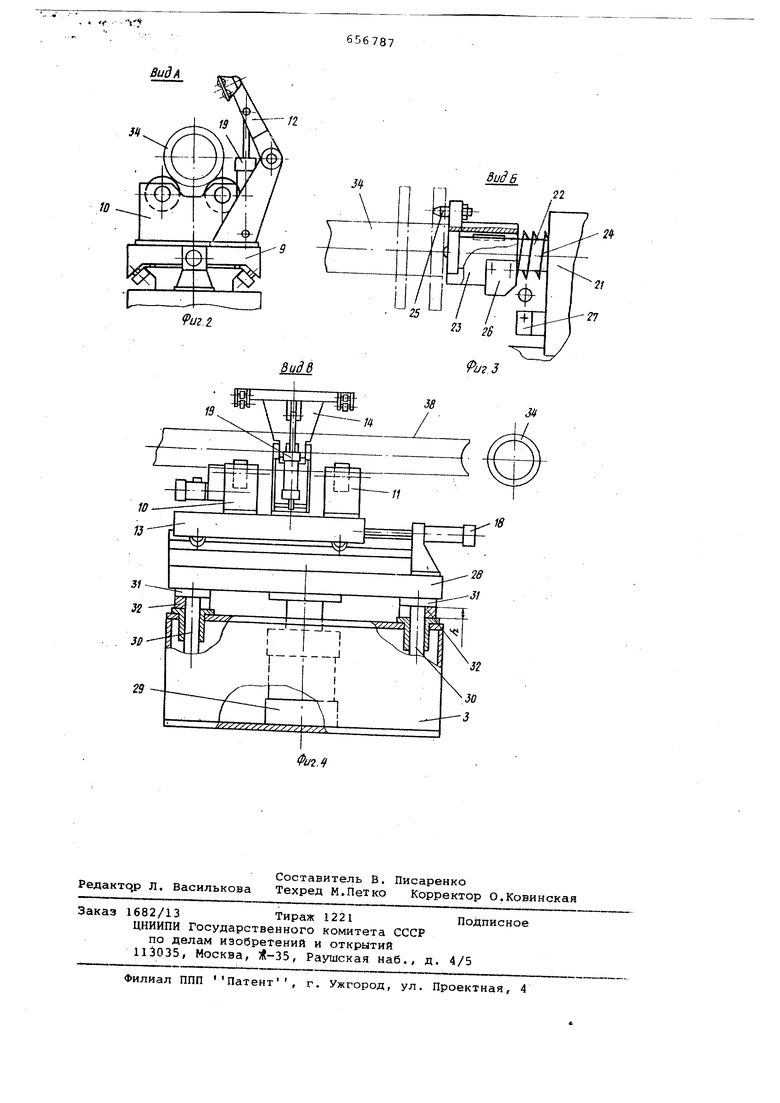
Изобретение относится к области сварки, а именно к конструкции устройства для сборки под сварку решетчатых ферм из труб. Известен кондуктор для сборки ре иетчатых ферм, включающий монтажные столы для поясов, раскосов и стоек ферм, снабженные рольгангами, пневмо арижимы и приводы. Каждый монтажный стол для поясов ферм смонтирован на подвижной в плане колесной паре, а монтажные столы для раскосов ферм закреплены на стойках 1. Известно устройство для сборки под сварку ре1иетчатых ферм из труб, содержащее смонтированные на основа нии- неподвижные и поворотные вокруг оси, параллельной основанию, каретк для размещения на них поясов, раскосов и стоек ферм, на каждой каретке смонтированы подвижные в направлении перпендикулярном основанию, самоцент рирующие элементы, базовые упоры для:поясов и прижимы, установленные на штоках силовых цилиндров 2. Недостатком известного устройства является то, что оно не обеспечивает высокого качества сборки ферм под сварку, так как отсутствует взаимная ориентация ее элементов. Цель изобретения - повЕлшение качества сборки ферм паД сварку путем обеспечения взаимной ориентации ее элементов. Эта цель достигается тем, что самоцентрирующие элементы выполнены в виде приводных и неприводных роликоопор, установленных на тележках, смонтированных с возможностью перемещения вдоль кареток, а прижимы смонтированы на основании роликоопор, причем на штоке силового цилиндра каждого упора установлен подпружиненный стакан со штырем для ориентации пояса фермы по отверстию в его фланце. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на. фиг.. 1 ; на фиг. 4 - вид по стрелке В на фиг. 1. Устройство для сборки под сварку решетчатых ферм из труб содержит смонтированные на фундаменте (не показан) подвижную каретку 1, каретки 2 и 3, каретки 4, 5 и 6, поворотные вокруг осей 7, перпендикулярных основанию и расположенных в точках пересечения осей узлов фермы. На каретках i и 2 установлены уп ры 8 и тележки 9, на которых закреп лены приводные роликоопоры 10, неприводные роликоопоры 11 и прижимы 12, а на каретках 3, 4, 5 и 6 установлены тележки 13, на которых закреплены роликоопоры 10, 11 и двойные прижимы 14, причем каретки 4, 5 и .6 связаны с пневмоцилиндрами 15. В зоне кареток 4, 5 и 6 установлены подвижные от пневмоцилиндров упо ры 16. Подвижная каретка 1 связана с пневмоцилиндром 17, тележки 9 и 13 с пневмоцилиндром 18, а прижимы 12 и 14 оснащены пневмоцилиндром 19. Базовые упоры 8 содержат подвижный от пневмоцилиндра 20 корпус 21 На штоке 22 установлен на скользяще шпонке стакан 23, подпружиненный относительно корпуса 21 пружиной 24 и снабженный жестко закрепленным на нем штырём 25. К стакану 23 прикреп лен упор 26, а к корпусу 21 - конце вой выключатель 27.. Каретки 3-6 снабжены подъемными плитами 28, установленными на штока пневмоцилиндров 29, Указанные карет ки имеют штыри 30,соосные с опорны ми базами 31. Между опорными базам 31 и соот.ветствующими каретка ми установлены съемные шайбы 32 высотой h, обеспечивающие заданную высоту соответствующих роликоопор для обеспечения совпадения осей раскосо и стоек с осями поясов. На устройстве собирается ферма, содержащая верхний пояс 33, нижний пояс 34, первый раскос 35, второй раскос 36, третий раскос 37 и стой ку 38. Пояса 33 и 34 содержат фланцы, в которьлх. на определенном расстояни от оси пояса выполнены отверстия. В исходном положении каретка 1 пневмоцилиндром 17 установлена так что расстояние между осями поясов больше расстояния заданного чертежо Тележки 9 и 13 .пневмоцилиндрами 18 установлены в крайнее положение (в сторону от упоров 8 и каретки 2). Прижимы 12 и 14 пневмоцилиндрами 19 открыты. Корпуса 21 упоров 8 пневмоцилиндрами 20 установлены в крайнее положение, а стакан 23 пруж ной 24 выдвинут вперед. Каретка 4 пневмоцилиндром 15 ЕГайгвернута против часовой стрелки в крайнее положение, а каретки 5 и 6 развернуты цилиндрами 15 гш часовой стрелке также в крайнее положение. На ролиноопоры 10 и 11 кареток и 2 укладываются соответственно вер НИИ 33 и нижний 34 пояса фланцем в сторону упора 8, ориентируются и фиксируются. Ориентировка и фиксация каждого пояса производится следующим образом. Включаются пневмоцилиндры 1.9, н поворачивая прижимы 12, прижимают пояс 33 или 34 к роликам роликоопор 10и 1, затем включением цилиндров 18 производится перемещение тележек 9 вместе с поясом 33 или 34 к упору 8. Если фланец пояса 33 или 34 своим отверстием сразу надевается на штырь 25 и упирается в шаровую опору штока 22, то на этом ориентировка заканчивается. В случае, когда отверстие фланца не совпадает с ориентирующим 25, тогда пояс 33 или 34, упираясь фланцем в штырь 25, передвигает стакан 23 относительно штока 22, сжимая пружину 24 до тех пор, пока поверхность фланца не упрется в шаровую опору штока 22, при этом упор 26 нажмет на концевой выключатель 27. Далее включением опоры 10 производится вращение пояса 33 или 34 до тех пор, пока отверстие фланца пояса 33 или 34 не совпадет со штырем 25, в результате чего стакан 23 под действием пружины 24 переместится вперед и введет штырь 25 в отверстие фланца пояса 33 или 34, при этом упор 26 освободит концевой выключатель 27, который выключает привод вращения роликоопоры 10. На этом ориентировка и фиксация пояса 33 или 34 оканчивается. На роликоопоры 10 и 11 кареток 3, 4, 5, 6 укладываются соответственно раскосы 35, 36, 37, стойка 38 и производится их ориентация. Ориентацияраскоса 35 производится следующим образом. После укладки производится режим раскоса 35 к роликам роликоопор 10 и 11при помощи прижимов 14. Затем включением привода опоры 10 производится вращение вокруг оси до совпадения его фигурного выреза с поясом, далее перемещением тележки 13 от пневмоцилиндра 18 производится прижатие раскоса 35 к поясу 34. Ориентация раскосов 36, 37 и стойки 38 производится аналогичным .образом. Во время осевого прижатия поясов 33 и 34 к упорам 8, раскосов 35, 36и 37, и стойки 38 к поясу 34 они удерживаются от проскальзывания по роликоопорам 10 и 11 за счет того, что цилиндры 19 прижимов 12 и 14 развивают усилие, обеспечивающее достаточное сцепление указанных элементов фермы с роликоопорами 10 и 11. После ориентации раскосов 35, 36, 37и стойки 38, включением цилиндра 17 производится перемещение каретки 1 с поясом 33 в сторону каретки 2 до жестких упоров, которые обеспечивают заданное чертежом расстояние между осями поясов 33 и 34. Включением цилиндров производится перемещение V упоров 16,. которые, упираясь в раскосы 35, 36, 37, поворачивают их вместе скаретками 4, 5, 6 вокруг
вертикальных осей 7 до упорл в пояс Ti, причем раскос 35 поворачивается по часовой стрелке, а раскосы 36 и 37 - против. Сборка фермы закончена, производится сварка. После сварки открываются прижимы 12 и 14 и перемещением корпусов 21 штыри 2 5 выводятся из отверстий фланцев поясов 33 и 34. Затем ферма извлекается из устройства, и ее элементы возвращаются в исходное положение. При переналадке устройства с одного типоразмера фермы на другой необходимо опустить или поднять роликоопоры 10 и 11, уст|1новленные на каретках 3, 4, 5 и 6, по отношению к роликоопорам 10 и 11, установленным на каретках 1 и 2. Для этого включением пневмоцилиндра 29 верх поднимают плиту 28 с установленными на ней механизмами и производят смену шайб 32 Далее включают пневмоцилиндр 29 вниз Переналадк а окончена.
Использование предлагаемого устройства дает возможность производить механизированную сборку решетчатых ферм из труб за счет использования механизмов, обеспечивающих вращение, осевое перемещение с достаточным усилением для создания плотности стыка в местах сопряжений раскосов и стоек с нижним поясом фермы, а также разворот кареток с раскосами в плоскости фермы вокруг оси, перпендикулярной основанию, для обеспечения плотности стыка в местах сопряжения раскосов с верхним поясом. fe 5 ,2 Ю
что обеспечивает позмиения.качества сборки ферм под сварку.
Формула изобретения
Устройство для сборки под сварку решетчатых ферм из труб, содержащее смонтированные на фундаменте подвижные и поворотные вокруг оси, параллельной основанию, каретки- для размещения на них элем.внтов фермы, а также смонтированные на каждой каретке подвижные в направлении, перпендикулярном основанию, самоцентрирующие элементы, базовые упоры для поясов фермы и прижимы, установленные на штоках силовых цилиндров, о т л ичающееся тем, что, с целью повьлшения качества сборки ферм под сварку путем обеспечения взаимной ориентации ее элементов, самоцентрирующие элементы выполнены в виде приводных и неприводных роликоопор, Установленных на тележках, смонтированных с возможностью перемещения вдоль кареток, а прижимы смонтированы на основании роликоопор, причем на штоке силового цилиндра каждого упора установлен подпружиненный стакан со штырем для ориентации пояса фермы по отверстию в его фланце.
Источники информации, принятые во внимание при экспертизе. ,
1.Авторское свидетельство № 393438, кл. Е 04 G 21/12, 1973.
2 . Авторское свидетельство № 494511, кл. Е 04 G 21/26, 1975. 7

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки решетчатых ферм | 1982 |
|
SU1050841A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Стенд для сборки под сварку плоских решетчатых металлоконструкций | 1981 |
|
SU1006140A1 |
| Устройство для сборки под сварку ферм из прокатного профиля | 1976 |
|
SU575197A1 |
| Устройство для сборки под сварку решетчатых ферм | 1989 |
|
SU1683940A1 |
| Кондуктор для сборки решетчатых ферм | 1978 |
|
SU767324A1 |
| Устройство для наматывания и разматывания рулонов | 1984 |
|
SU1196063A1 |
| Стенд для сборки под сваркуплОСКиХ МЕТАллОКОНСТРуКций | 1978 |
|
SU793735A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |