Изобретение относится к сварке пластмасс и может быть использовано при сварке полимерных пленок контактным нагревом.
Цель изобретения - повышение производительности установки.
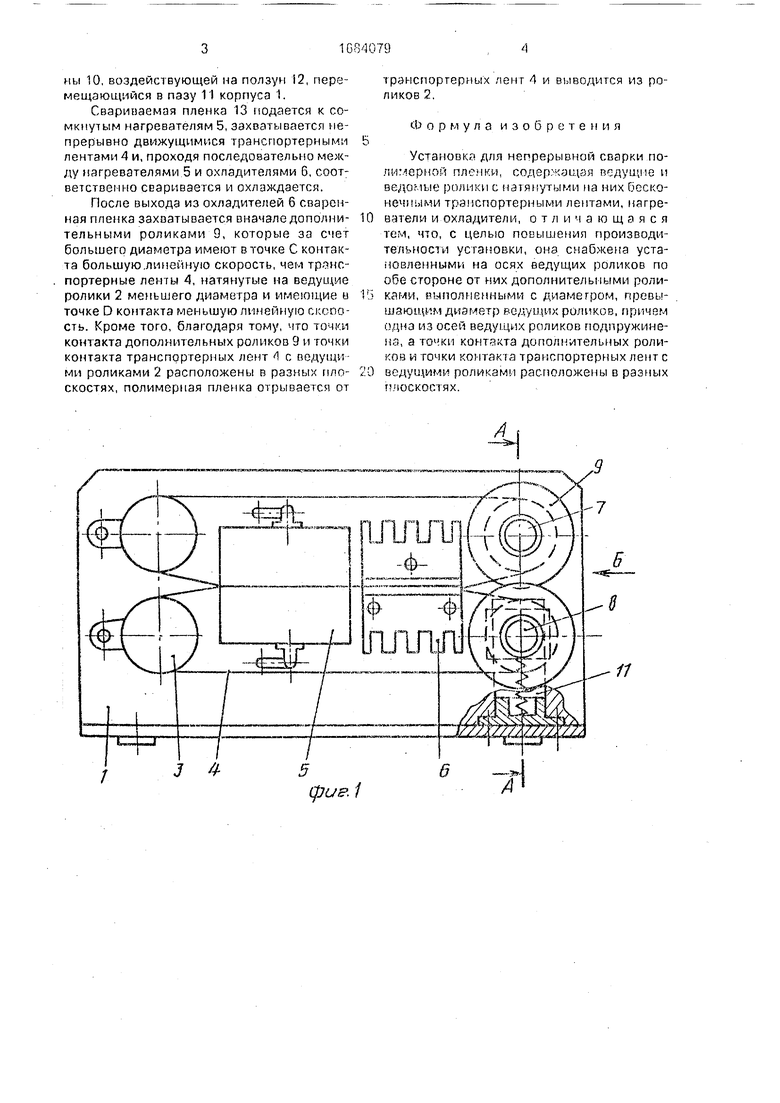
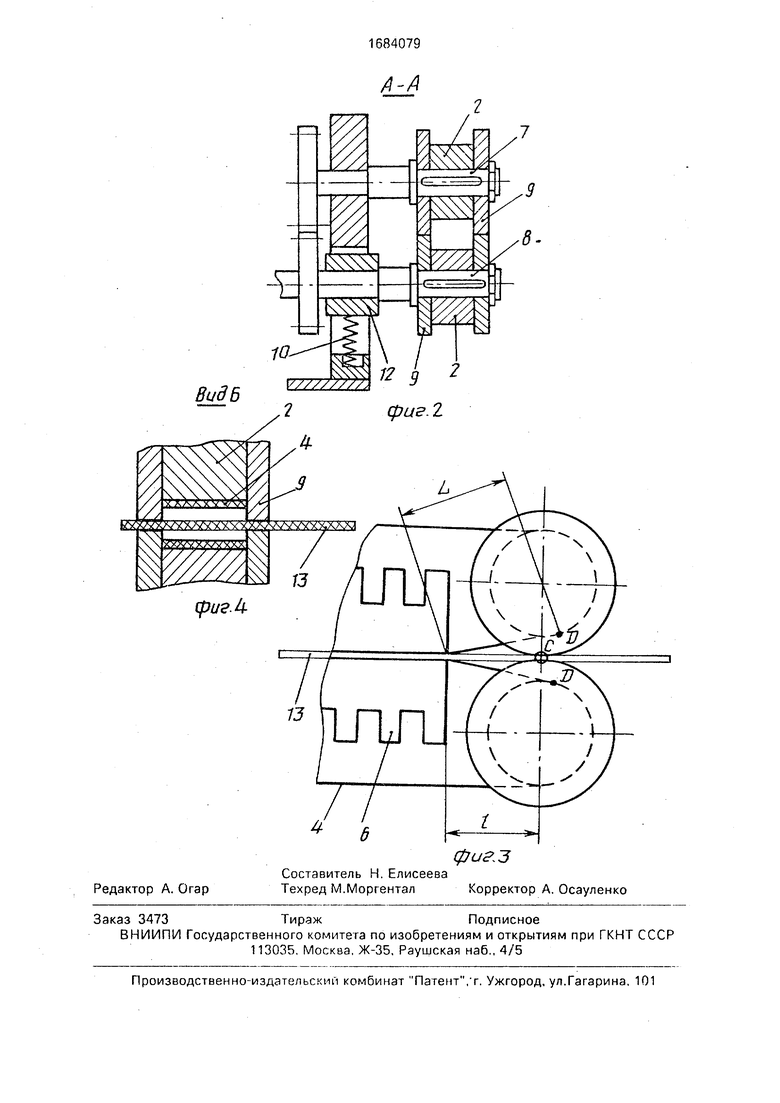
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема взаимодействия ведущих и дополнительных роликов с транспортерной лентой и свариваемой пленкой; на фиг. 4 - вид по стрелке Б на фиг. 1.
Установка для непрерывной сварки полимерной пленки содержит корпус 1, ведущие 2 и ведомые 3 ролики, на которые натянуты бесконечные транспортерные ленты 4, нагреватели 5 и охладители 6.
На осях 7 и 8 ведущих роликов 2 по обе стороны от них закреплены дополнительные ролики 9. выполненные с диаметром, превышающим диаметр ведущих роликов 2, и контактирующие друг с другом благодаря подпружиненной пружиной 10 оси 8 ведущего ролика 2. В корпусе 1 выполнен паз 11,
в котором перемещается подпружиненный ползун 12 вместе с осью 8 одного из ведущих роликов 2. Расстояние I от вертикальной оси симметрии ведущих роликов 2 до места выхода транспортерных лент 4 из охладителей 6 меньше расстояния L от точки контакта транспортерных лент 4 с ведущими роликами 2 до места выхода лент 4 из охладителей 6, Точки С контакта дополнительных роликов и точки D контакта транспортных лент с ведущими роликами расположены в разных плоскостях.
Установка работает следующим образом.
При включении привода (не показан) вращаются ведущие 2 и ведомые 3 ролики, приводящие в движение бесконечные транспортерные ленты 4. Вместе с ведущими роликами 2 вращаются закрепленные на одних с ними осях 7 и 8 дополнительные ролики 9, имеющие больший диаметр, чем ведущие ролики 2, и находящиеся в контакте между собой благодаря действию пружи(Л
С
о
00 4
О vj
Ю
ны 10, воздействующей на ползун 12, перемещающийся в пазу 11 корпуса 1.
Свариваемая пленка 13 подается к сомкнутым нагревателям 5, захватывается непрерывно движущимися транспортерными лентами 4 и, проходя последовательно между нагревателями 5 и охладителями О, соответственно сваривается и охлаждается.
После выхода из охладителей б сваренная пленка захпатывается вначале дополни- тельными роликами 9, которые за счет большего диаметра имеют в точке С контакта большую .линейную скорость, чем транспортерные ленты 4, натянутые на ведущие ролики 2 меньшего диаметра и имеющие в точке D контакта меньшую линейную СКОРОСТЬ. Кроме того, благодаря тому, что точки контакта дополнительных роликов 9 и точки контакта транспортерных лент 1 с ведущими роликами 2 расположены в разных плоскостях, полимерная пленка отрывается от
транспортерных лент Л и выводится из роликов 2,
Формула изобретения
Установка для непрерывной сварки полимерной пленки, содержащая ведущие и ведомые ролики с натянутыми на них бесконечными транспортерными лентами, нагреватели и охладители, отличающаяся тем, что, с целью повышения производительности установки, она снабжена установленными на осях ведущих роликов по обе стороне от них дополнительными роликами, выполненными с диаметром, превышающим диаметр ведущих роликов, причем одна из осей ведущих роликов подпружинено, а точки контакта дополнительных роликов и точки контакта транспортерных лент с
ведущими роликами расположены в разных плоскостях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной сварки полимерной пленки | 1986 |
|
SU1390060A1 |
| Устройство для непрерывной сварки полимерных пленок | 1988 |
|
SU1685741A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101179C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101180C1 |
| Устройство для сварки полимерной пленки | 1973 |
|
SU505569A1 |
| Станок для тепловой сварки листовых термопластичных материалов | 1960 |
|
SU146032A1 |
| Устройство для сварки полимерных материалов | 1982 |
|
SU1071442A1 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУАВТОЛ1\ТИЧЕСКОЙСВАРКИ | 1972 |
|
SU419409A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
Изобретение относится к сварке пластмасс и может найти применение при сварке полимерных пленок контактным нагревом. Цель - повышение производительности установки. Для этого установка для непрерывной сварки полимерной пленки снабжена установленными на осях ведущих роликов по обе стороны от них дополнительными роликами. Дополнительные ролики выполнены с диаметром, превышающим диаметр ведущих роликов. Одна из осей ведущих ро- ликоз подпружинена. Точки контакта допол- нительных роликов и точки контакта транспортерных лент с ведущими роликами расположены в разных плоскостях. 4 ил.
фи.1
ПГ1Ш
-6с|
11
6
| Установка для непрерывной сварки полимерной пленки | 1986 |
|
SU1390060A1 |
| Солесос | 1922 |
|
SU29A1 |
