Изобретение относится к области производства изделий электронной техники, а именно к устройствам для сборки конденсаторов.
Целью изобретения является повышение надежности и производительности в работе.
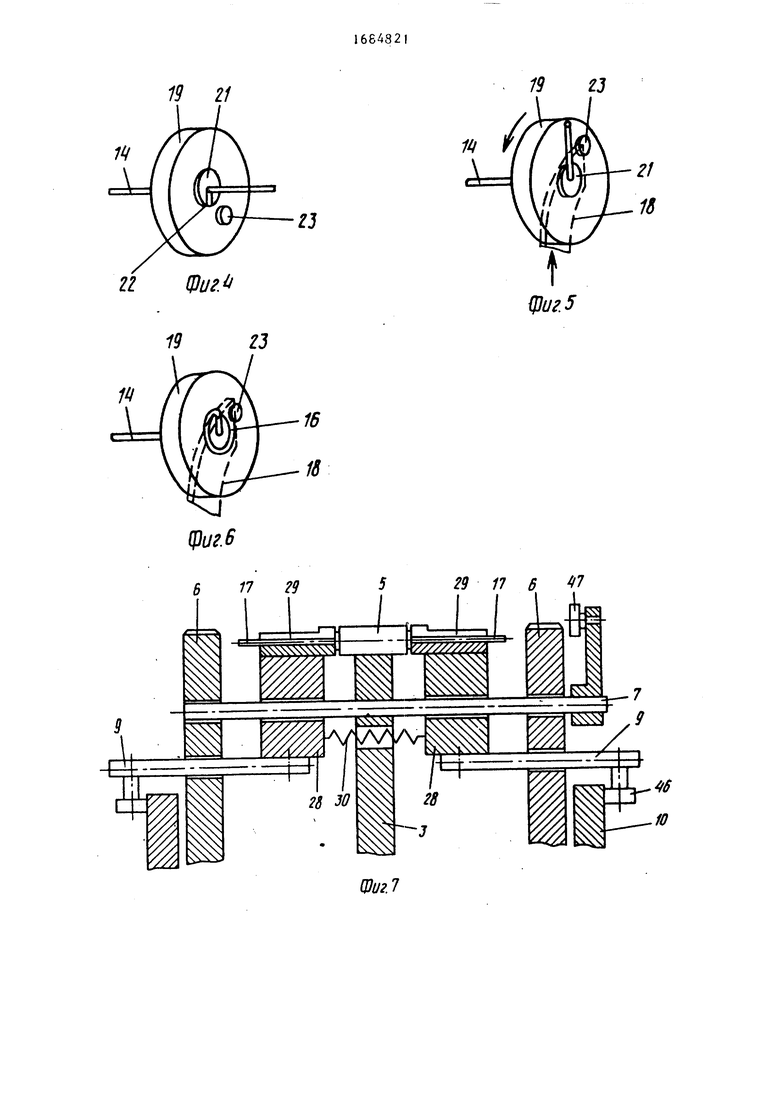
На фиг. 1 дана кинематическая схема устройства для присоединения выводов к секциям конденсаторов; на фиг, 2 - общий вид устройства для присоединения} на фиг. 3 - узел подачи проволоки и механизм формирования головок выводовI на фиг. 4 - исходный момент начала формирования головки вывода; на фиг. 5 - загиб и прижим выступающего конца проволоки к торцовой поверхности шестерни; на фиг. 6 - сформированная головка выводаJ на фиг. 7 - присоединение выводов к секции конденсаторов; на фиг. 8 - момент отрезки вывода,
на фиг, 9 - самоцентрирующиеся призмы.
Устройство для присоединения выводов к секциям конденсяторор содержит смонтированные на основании 1 вал 2, на котором расположен транспортирующий ротор 3 с самоцентрирующимися призмами 4 под секции 5 конденсаторов.,
По обе стороны транспортирующего ротора 3 на валу 2 установтснь дополнительные роторы 6 с подвижными в горизонтальной плоскости на оси 7 узлами 8 панки, расположенными напротив самоцентрирующихся призм 4 и кинематически связанные через тол- .катели 9 с Копирами 10, также установленными на валу 2. За ними последовательно расположены копиры 11, которые через толкатели 12 вташ-одейст- вуют с узлами 13 подачи пгоьолоки 14, расположенными на основании 1 . Обр;1тооо
4Ь
оо го
нын ход узлов 13 подачи проволоки 14 осуществляется пружинами 15, Меуяниз- мы формирования головок 16, выводов 17, секций 5 конденсаторов представляют собой пуансон 18, установленный на роторе 6 узла 8 пайки и шестерни 19 с центральным отверстием, в котором размещен цилиндр 20 с центральным каналом, на торцовой поверхности которого образован концентричный каналу 2 выступ 21 с направляющим радиальным пазом 22, и эксцентрично расположенный на шестерне обкаточный выступ 23. Шестерня 19 находится в зацеплении с ротором 6. Отношение делительных диаметро-в шестерни 19 и ротора 6 узла 8 пайки кратно, что позволяет синхронизировать сопряжение пуансона 18 и эксцентричного выступа 23. Механизмы формирования головок 16 выводов 17 расположены на одной оси с узлами 13 подачи проволоки 14, Узлы отрезки выводов 17 выполнены в виде неподвижного ножа 24, установленного на основании 1, кинематически связанного толкателем 25 с копиром 26 на валу 2, и подвижных ножей 27, расположенных: на роторе 6 узла 8 пайки. Узел 8 пайки представляет собой подвижный з горизонтальной плоскости элемент 28, снабженный захватом 29, в котором после отрезки располагается вывод 17 с головкой 16, Движение узла 8 пайки в одну сторону осуществляется толкателем 9, а в другую пружиной 30,
Устройство для присоединения вы водов 17 снабжено вибробункером 31 с лотком 32, сообщающимся с механизмом поштучной выдачи, выполненным в виде барабана 33 с пазами 34, расположенного на валу 35, кинематически связанного с валом 2, На концах вала 2 расположены щетки 36, к которым подводится электрический ток напряжением 220 В, и устройства 37 управления процессом пайки, связанные электрическими проводами 38 с узлами 8 пайки. Привод 39 через клиноремен- ную передачу 40, редуктор 41 и шестерни 42 и 43 связан с одним из роторов 6. Проволока 14 для изготовления выводов 17 поступает с катушек 44. Для исключения обратного хода проволоки 14 предусмотрены фиксаторы 45, За- жим секций 5 в призмах 4 транспортирующего ротора 3 осуществляется роликом 46 через ось 7, Окружная скорость
0
5
0
5
5
0
5
0
5
0
транспортирующего ротора 3 соответствует окружной скорости узлов 8 пайки. Отношение делительных диаметров шест. терни 19 узла формирования головок 16 и ротора 6 узла 8 пайки кратно,
Устройство для присоединения выводов к секциям конденсаторов работает следующим образом.
Перед его запуском пропускают проволоку 14 нужного диаметра через узлы 13 подачи ее, цилиндр 20 механизмов формирования головок 16 и обрезают ее заподлицо с торцовой поверхностью цилиндра 20. Затем включают привод 39, вращение от которого через клиноременную передачу 40, редуктор 41, шестерни 42, 43 и ротор 6 передается валу 2. В то же время начинает работать вибробункер 31, откуда секции 5 по лотку 32 поступают в пазы 34 барабана 33 механизма поштучной выдачи и оттуда - в самоцентрирующиеся призмы 4 транспортирующего ротора 3,
Одновременно при вращении вала 2 копир 11 через толкатель 12 сообщает поступательное движение узлу 13 подачи проволоки 14, который, захватив ее, подает на величину вывода 17 с головкой 16, Толкатель 12 выходит из кинематической связи с копиром 11 и под действием пружины 15 возвращается в исходное положение, Подошедший пуансон 18 изгибает выступающий конец проволоки 14 и прижимает ее через направляющий паз 22 к торцовой поверхности цилиндра 20, При этом обкаточный выступ 23 формирует на радиальной поверхности выступа 21 головку 16,
i
В это же время копир 1 1 входит
во взаимодействие с толкателем 12 узла 13 подачи проволоки 14, подает ее поступательно и снова под действием пружины 15 возвращается в исходное положение. Подошедший нож 27 дополнительного ротора 6 производит отрезку вывода 17 с головкой 16, который попадает в захват 29 узла пай- кл 8, Копиры 10 взаимодействуют с толкателями 9 и узлы пайки 8, перемещаясь по осям 7, прижимают головки 16 выводов 17 с обеих торцовых сторон секции 5 конденсатора, Происходит нагрев головок 16 захватами 29, которые проводами 38 электрически связаны с устройством 37 управления процессом пайки и щетками 36, к кото5
рым подводится электрический ток напряжением 220 В,
Устройство 37 управления процессом пайки задает автоматически начало нагрева, силу тока, длительность нагрева и окончание нагрева, Захваты 29 нагревают головки 16, прижатые к торцовым поверхностям секций 5 конденсатора, Происходит расплавление припоя, устройство 37 отключает питание губок 29, припой, остывая, схватывает головки 16, узлы пайки 8 отходят в исходное положение к дополнительному ротору 6, принимают новый вывод 17 с головкой 16 и перемещают к новой подошедшей секции 5 конденсатора. В крайнем нижнем положении ролик 46 через ось 7 освобождает секцию 5 с присоединенными выводами 17, она выпадает из призмы 4 и поступает на следующую технологическую операци
Так процесс присоединения выводов 17 к секциям 5 конденсаторов происходит непрерывно, пока не отключат устройство.
Формула изобретения
1. Устройство для присоединения выводов к секциям конденсаторов, содержащее основание с размещенными на нем транспортирующим ротором с призмами для секций конденсатор, кинематически соединенным с приводом его вращения, узлами подачи проволоки, узлами отрезки выводов и узлами пайки выводов, отличающее
1684821 с
я тем, что, с целью повышения
надежности и производительности, оно снабжено дополнительными роторами, размещенными соосно с транспортирующим ротором по обе стороны от него, и установленными на ОСНОРЗНИИ механизмами формирования головок выводов, причем узлы пайки выводов снабжены захватами и размещены с возможностью осевого перемещения на дополнительных роторах, каждый узел отрезки выполнен в виде подвижных и неподвижного ножей, причем подвижные ножи закреплены на дополнительных роторах, а неподвижный нож закреплен на основании, каждый механизм формирования головки вывода выполнен в виде шестерни с обкаточным выступом и центральным отверстием, цилиндра с центральным каналом, на торцовой поверхности которого со стороны транспортирующего ротора концентрич- но каналу выполнен выступ с радиальным пазом, и установленного на дополнительном роторе пуансона, причем цилиндр размещен в центральном отверстии шестерни, при этом узлы подачи проволоки, узлы отрезки выводов, уз- 0 лы пайки выводов и механизмы формирования головки вывода кинематически соединены с приводом -вращения транспортирующего ротора.
2. Устройство по п. 1, отличающееся тем, что призмы транспортирующего ротора выполнены самоцентрирующимися.
0
5
5
/Ј
гд
}Ф
Ill
61


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Устройство для присоединения выводов к секциям конденсаторов | 1986 |
|
SU1397982A1 |
| Устройство для пайки | 1990 |
|
SU1804979A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для изготовления и присоединения S например,пайкой проволочных разновысоких выводов к секциям конденсаторов | 1981 |
|
SU978215A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для автоматического изготовления якорей микроэлектродвигателей | 1990 |
|
SU1791915A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |



Изобретение относится к производству изделий электронной техники, в частности к устройствам для сборки конденсаторов. Цель изобретения -- повышение надежности и производительности в работе - достигается тем, что устройство, содержащее основание с размещенным на нем транспортирующим ротором с призмами для секций конденсаторов, узлами подачи проволоки, отрезки выводов и пайки выводов, снабжено дополнительными роторами с размещенными на них узлами пайки и механизмами формирования головок выводов, установленными на основании. 1 з.п. ф-лы, 9 ил.
2 гп$
6С
N OO vT eЈ чО
L
t-x
WVf///////( -EO
4i
О 59
VQ
tt
19
29 16
| Устройство для припайки выводов к секциям конденсаторов | 1984 |
|
SU1265865A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для присоединения выводов к секциям конденсаторов | 1986 |
|
SU1397982A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
