Ё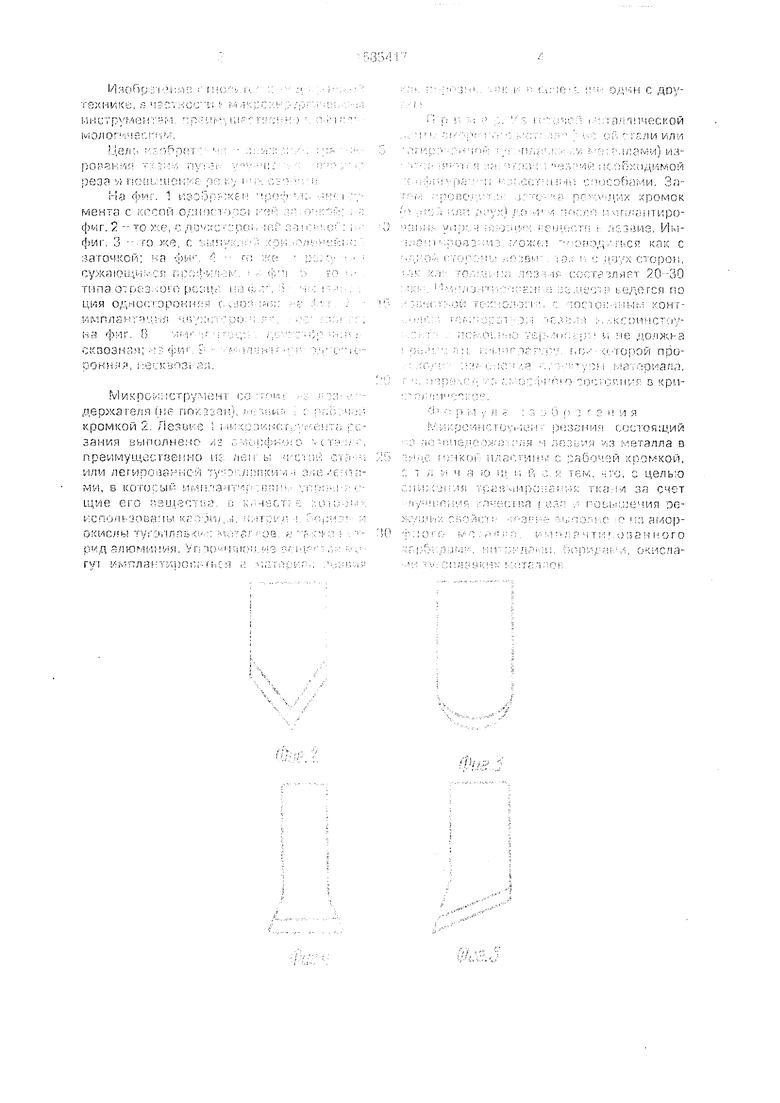
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2470407C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2478731C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| Способ обработки поверхности режущего инструмента | 1991 |
|
SU1825820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1986 |
|
RU2011649C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2013 |
|
RU2539767C1 |
| Керамика горячего прессования для режущего инструмента | 1977 |
|
SU1308193A3 |
| МЕДИЦИНСКИЙ ИНСТРУМЕНТ | 2013 |
|
RU2541056C1 |
Изобретение относится к медицинским микрохирургическим инструментам. Цель снижение травмирования ткани путем улучшения качества реза и повышения режущих свойств - достигается за счет того, что лезвие 1 выполнено из аморфного металла, имплантированного карбидами, нитридами, боридами, окислами тугоплавких металлов. Упрочняющие вещества могут имплантироваться в материал лезвия 1 как порознь, так и в сочетании друг с другом. 9 ил.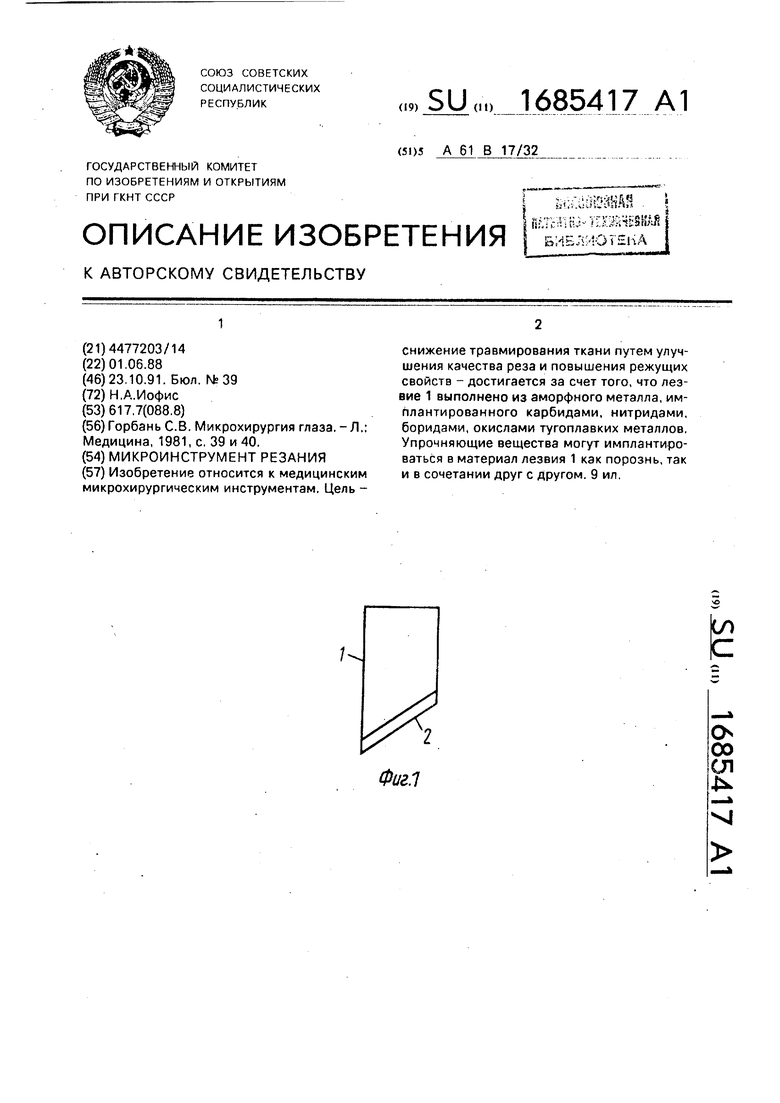
2
Фиг.1
О 00
ел
ч|
Изобретение огногиги; к медицинской технике, в частности к микрохирургическим инструментам, преимущественно ц-. офтапь- мологичесгим.
Цель изобретен - снижена; г- и- ропяния т к дни путем улучшен /. :-п потчз реза и п о и ы i и е н и е ре ж у и i и х с в о и с т к
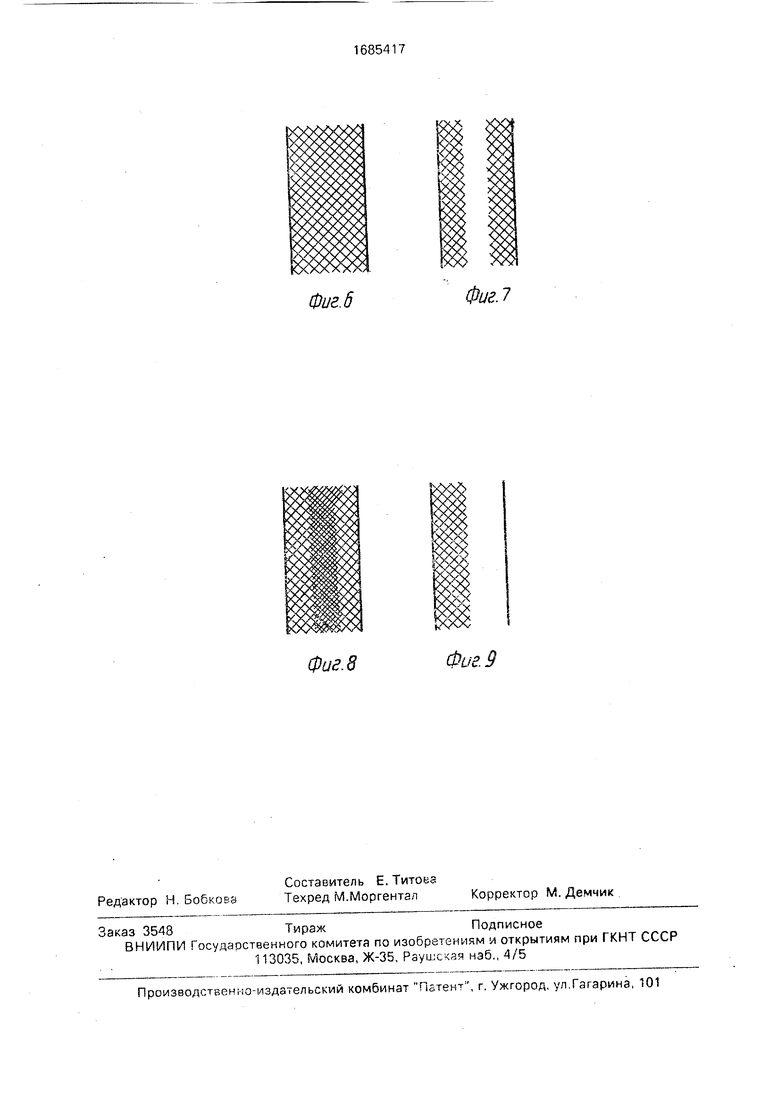
На фиг. 1 изображен профит, инструмента с косой односторонней на фиг. 2 - то же, с двухсторонней заточкой: но фиг. 3 - го же, с выпуклой кринолинойнон заточкой; на фиг. 4 - то же, п ре/-;ущ/ М сужающимся профилем; на фиг В то же, типа отрезного резца; на фиг. 6 иып..-н.та- ция односторонняя сквозная; ну фиг. 1 - имплантация двухсторонняя, .:. -озн-пп; на фиг. 8 импюпгация ди /хпор/нпяя сквозная; из фиг. 9 имплантация од-юсто- ронняя, песквозная.
Микроинструмент состоит «з лезвие- держателя (не показан), лезиия i с рабочей кромкой 2. Лезвие 1 микроинструмента резания выполнено из аморфного металла, преимущественно из ленты чистой стали или легированной тугоплавкими элементами, в который имплантированы упрочняющие его вещества, в качестве коюрых использованы карОиды, нитриды, Оориды и окислы тугоплавких металлов, а также нитрид алюминия. Упрочняющие оещрствч мо гут имплантировагься в материал лезвия
Фиг.2
L
AWVWWM . м -.т-г -Л
ФиеМ
-..-IK ио|-«г,знь, и г. сочетании один с дру- :. им.
П р п м . р. М.. г(.1товой (металлической .. i-ni, .,o;о металла (чиогой r-тали или
,змпой тугоплавкими металлами) из- i ,чаготг1Ц1си лезпий необходимой :с/нф1И ура;.(ии изьостными способами. За- тем проводится заточка режущих кромок ()/1ной пли дпух) до или после имплаптирооания уп)0чняю1п.их пещеглв к лезвие. Имплантирование может проводиться как с дном стороны лезви, так и с дпух сторон, га к как толщина лезвия составляет 20-30 мкм. Имплантирование пещесть ведется по
известной технологии с постоянным контролем температур., лезвия микроинстру- -.г.;Нга г. noMoiiu-.iO термопар:) и не должна rspe LiUjr:: ь температуру, при которой пр о- i-if4o, i,i ,T изг /еяечие структуры материала.
т ;. переход из аморфного состоянии в кри- ет гэллическое.
c.tJ о р м у л а и з о С) р е г е н и я Микроинструмент резания, состоящий из .цержателя и лезвия из металла в
еиде тонкой пластины с рабочей кромкой, о т л и ч а ю щ и и с я тем, что, с целью снижения травмирования ткани за счет улучшения качества реза и повышения режущих, свойств, лезг-ие выполнено из аморфного металла, имплантированного карбидами, нитридами, боридами. окислами тугоплавких металлов.
feJ
Фиг 6
Фиг. 8
Фиг. 7
Фиг. 9
| Горбань С.В | |||
| Микрохирургия глаза | |||
| - Л.: Медицина, 1981, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
