Изобретение относится к области нанесения вязкотекучих материалов, например растворов или дисперсий полимеров, на плоские длинномерные изделия, например плоскосложенную трубчатую ткань.
Целью изобретения является повышение качества покрытия на трубчатых текстильных полотнах путем обеспечения равномерности слоя покрытия по толщине.
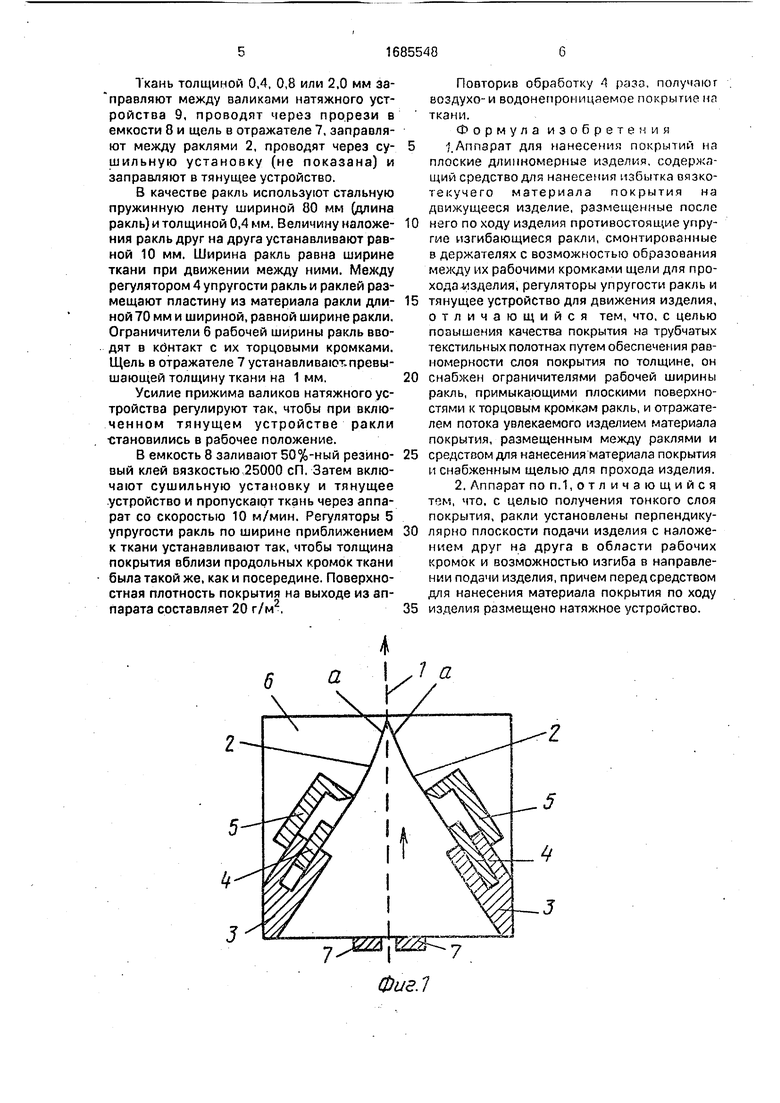
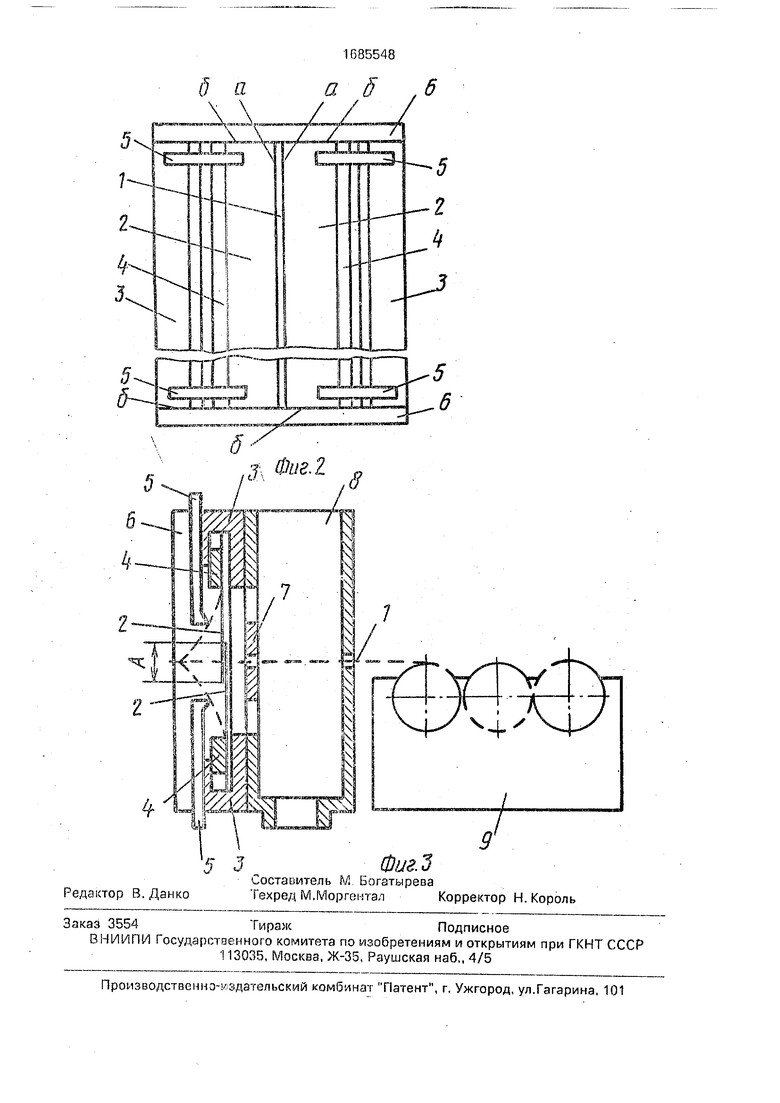
На фиг.1.изображен предлагаемый аппарат (средство для нанесения избытка материала покрытия и тянущее устройство не показаны), общий вид; на фиг.2 -то же, вид аппарата сверху; на фиг.З - аппарат для нанесения тонкого слоя покрытия, общий . вид.
Аппарат для нанесения на плоские длинномерные изделия 1 покрытий из вязкотекучих материалов включает две противостоящие упругие изгибающиеся ракли 2, смонтированные в держателях 3 с возможностью образования между их рабочими
кромками а щели для прохода изделия, Регуляторы 4 упругости ракль в направлении движения изделия выполнены в виде негибких пластин, смонтированных в держателях ракль и наложенных на часть наружной поверхности ракль по всей их длине. Регуляторы 5 упругости ракль в направлении, перпендикулярном движению изделия, т.е. упругости по ширине, выполнены в виде жестких пластин, смонтированных на держателях ракль с возможностью воздействия на участки ракль в непосредственной близости торцовых кромок ракль б. Ограничители 6 рабочей ширины рзкль выполнены в виде пластин, примыкающих плоскими поверхностями к торцовым кромкам ракль. Между раклями и средством для нанесения избыт- кг вязкотекучего материала покрытия на изделие (не показано) размещен отражатель 7 потока, увлекаемого изделием материала покрытия, снабженный щелью для прохода изделия,
о
00
ел ел
4 00
Ракли выполнена из упругого легко изгибающегося полосового материала, например пружинной стальной ленты толщиной 0,2 мм. Длина рэкль может составлять 20-200 мм в зависимости от требуемой упругости. Ширина ракль равна ширине обрабатываемого изделия или превышает се на 0,5-2 мм, Торцовые кромки ракль непосредственно примыкают к ограничителям рабочей ширины ракль с возможностью свободного изгибания между ними, С целью обработки изделий разной ширины ограничители рабочей ширины могут бьчь (.монтированы на раме с возможностью перемещения в направлении, перпендикулярном направлению движения изделия. В этом случае аппарат комплектуется набором ракль разной ширины и адекватных им держателей 3 ракль и регулятором 4 упругости ракль.
Регулирование упругости ракль в направлении движения изделия, т.е. по длине ракль, осуществляется перемещением регуляторов 4 в паз-тх держателей 3 по раклям 2 с изменением расстояния от рабочей кромки регулятора до рабочей кромки ракли или использованием омалекта пластин 4 разной длины.
Регуляторы упругости ракль по ширине, т.е. в направлении, перпендикулярном движению изделия, смонтированы с возможностью перемещения по держателям ракль параллельно рабочим поверхностям ограничителей рабочей ширчны ракль и воздействия на участки ракль в непосредственной близости к их торцошм кромкам, Протяженность линии контакт этих регуляторов с раклями может составлять 2-20 мм. Расстояние от линии контакта до рабочей кромки ракли определяется эмпирически таким, чтобы на изделии вблизи продольных кромок не возникали потеки материала покрытия.
Форма отражателя 7 для отделения части увлекаемого изделием материала покрытия от изделии но играет особой роли, если калибр щели в нем не превышает на 0,1-2 мм толщину изделия, Оно располагается как можно ближе к жалу ракль и не должно препятствовать оттоку материала покрытия из полости, ограниченной им с одной стороны и раклями с противоположной. Как показано на фиг,1, оно может быть выполнено в виде двух брусьев, смонтированных на ограничителях (3 рабочей ширины ракль или на раме.
Для получения тонкого слоя покрытия на изделии 1 используется аппарат (фиг.З), D котором ракли 2 установлены в держателях 3 перпендикулярно плоскости движения изделия с наложением друг на друга в области рабочих кромок и возможностью изгиба в направлении движения изделия. Величина А наложения ракль друг на друга устанавливается соответственно требуемому углу
наклона ракли к изделию в рабочем положении, т.е. количеству наносимого покрытия. При движении изделия через аппарат ракли изгибаются, как показано штриховыми линиями на фиг.З, с образованием между ними
щели для прохода изделия. Своими наружными поверхностями ракли контактируют с регуляторами 4 упругости ракль в направлении движения изделия и регуляторами 5 упругости в попере.чном направлении.
Ограничители 6 рабочей ширины ракль примыкают к торцовым кромкам ракль.
При необходимости аппарат снабжается элементами для регулирования величины наложения А ракль друг на друга путем перемещения их между ограничителями рабочей ширины ракль. Кроме того, аппарат может быть снабжен комплектом ракль разной длины, обеспечивающим выбор требуе- мой величины А. Отражатель 7 увлекаемого
изделием потока материала покрытия выполнен в виде двух брусьев с щелью между ними для прохода изделия и смонтирован между раклями 2 и средством 8 для нанесения избытка материала покрытия на изделия, выполненным в виде емкости с прорезями для прохода изделия, Перед средством 8 по ходу изделия размещено натяжное устройство 9,
Конструкция натяжного устройства 9 не
играет существенной роли, если оно создает вместе с тянущим устройством (не показано) натяжение изделия, достаточное для приведения ракль 2 в рабочее положение. Величина натяжения зависит от требуемого
количества материала покрытия на выходе из ракль, вязкости материала покрытия и рельефности изделия, В общем случае величина создаваемого натяжения составляет 0,2-2 даН на 1 см ширины ракли (изделия).
Выполнение натяжного устройства 9 воз. можно, например, как показано на фиг.З, в
виде установленных в станинах обрезиненных валиков, прижимаемых с регулируемым
усилием друг к другу.
С целью регулирования упругости и угла наклона ракль к изделию аппарат может содержать также наложенные на ракли по всей ширине с внешней стороны упругие, легко изгибающиеся пластины выполненнь е из того же материала, что и ракли. Длина этих пластин меньше длины ракль, а разница длин является параметром, влияющим на толщину покрытия.
Аппарат работает следующим образом.
Ткань толщиной 0,4, 0,8 или 2,0 мм за- правляют между валиками натяжного устройства 9, проводят через прорези в емкости 8 и щель в отражателе 7, заправляют между раклями 2, проводят через сушильную установку (не показана) и заправляют в тянущее устройство.
В качестве ракль используют стальную пружинную ленту шириной 80 мм (длина ракль) и толщиной 0,4 мм. Величину наложения ракль друг на друга устанавливают равной 10 мм. Ширина ракль равна ширине ткани при движении между ними. Между регулятором 4 упругости ракль и раклей размещают пластину из материала ракли длиной 70 мм и шириной, равной ширине ракли. Ограничители б рабочей ширины ракль вводят в кбнтакт с их торцовыми кромками. Щель в отражателе 7 устанавливают,превышающей толщину ткани на 1 мм.
Усилие прижима валиков натяжного устройства регулируют так, чтобы при включенном тянущем устройстве ракли становились в рабочее положение.
В емкость 8 заливают 50%-ный резиновый клей вязкостью 25000 сП. Затем включают сушильную установку и тянущее устройство и пропускают ткань через аппарат со скоростью 10 м/мин. Регуляторы 5 упругости ракль по ширине приближением к ткани устанавливают так, чтобы толщина покрытия вблизи продольных кромок ткани была такой же, как и посередине. Поверхностная плотность покрытия на выходе из аппарата составляет 20 г/м2.
Повторив обработку 4 разз, получают воздухо-и водонепроницаемое покрытие на ткани.
Формула изобретения 5 -/.Аппарат для нанесения покрытий на плоские длинномерные изделия, содержащий средство для нанесения избытка вязко- текучего материала покрытия на движущееся изделие, размещенные после 0 наго по ходу изделия противостоящие упругие изгибающиеся ракли, смонтированные в держателях с возможностью образования между их рабочими кромками щели для прохода изделия, регуляторы упругости ракль и
5 тянущее устройство для движения изделия, отличающийся тем, что, с целью повышения качества покрытия на трубчатых текстильных полотнах путем обеспечения равномерности слоя покрытия по толщине, он
0 снабжен ограничителями рабочей ширины ракль, примыкающими плоскими поверхностями к торцовым кромкам ракль, и отражателем потока увлекаемого изделием материала покрытия, размещенным между раклями и
5 средством для нанесения материала покрытия
и снабженным щелью для прохода изделия.
2. Аппарат по п.1, отличающийся
том, что, с целью получения тонкого слоя
покрытия, ракли установлены перпендику0 лярно плоскости подачи изделия с наложением друг на друга в области рабочих кромок и возможностью изгиба в направлении подачи изделия, причем перед средством для нанесения материала покрытия по ходу
5 изделия размещено натяжное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения полимерного материала на длинномерный текстильный рукав и установка для его осуществления | 1989 |
|
SU1705117A1 |
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
| Установка для нанесения покрытий на плоские длинномерные изделия | 1982 |
|
SU1030040A1 |
| Установка для нанесения покрытий на длинномерные изделия | 1977 |
|
SU663443A1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Способ нанесения порошкообразногоКлЕя HA лЕНТОчНый МАТЕРиАл и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1975 |
|
SU831055A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОМОГЕННОГО ЛИНОЛЕУМА | 2008 |
|
RU2361025C1 |
| Способ изготовления трудновоспламенимой или негорючей многослойной плиты и установка для его осуществления | 1990 |
|
SU1838149A3 |
Изобретение относится к нанесению покрытий из вязкотекучих материалов на плоскосложенную трубчатую ткань. Цель изобретения - повышение качества изделия за счет получения равномерных по толщине покрытий. Для этого аппарат снабжен ограничителями рабочей ширины ракль, примыкающими плоскими поверхностями к торцовым кромкам ракль, Аппарат снабжен также отражателем потока увлекаемого из1 делием материала покрытия. Отражатель потока имеет щель для прохода изделия и установлен между раклями и средством для нанесения материала покрытия. Перед средством для нанесения материала покрытия по ходу изделия размещено натяжное устройство. 1 з.п.ф-лы, 3 ил. (Л С
Фиг Л
6 CL
к Jыачекг aita. яягх f-saa&f
чяаоимест «ftrucm чи 4«tuc iLwJ wjia
.
(
5
СостаЕ итель № Богатырева Редактор В.Данкоiexpe/i М.МоргситалКорректор Н. Король
5 ,6
9
Фиг.3
| НАМОТОЧНАЯ МАШИНА С ФУНКЦИЕЙ ВЫЯВЛЕНИЯ НАКОЛОВ | 1997 |
|
RU2136100C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
