сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальной толщины стенки литейной формы | 1980 |
|
SU1057174A1 |
| Способ определения оптимальной толщины стенки литейной формы | 1990 |
|
SU1836995A1 |
| Способ определения относительной толщины стенки термоуравновешенной литейной формы | 1980 |
|
SU865508A1 |
| Устройство для испытания материала металлических литейных форм | 1986 |
|
SU1458068A1 |
| Литейная форма для отливки изложниц под расходуемые электроды | 1978 |
|
SU766736A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| СПОСОБ ПОДГОТОВКИ К ПОСТОЯННОЙ ЭКСПЛУАТАЦИИ УШИРЕННЫХ КНИЗУ СЛЯБИНГОВЫХ ИЗЛОЖНИЦ ДЛЯ ОТЛИВКИ СЛИТКОВ СПОКОЙНОЙ СТАЛИ | 1992 |
|
RU2043829C1 |
| Издожница | 1978 |
|
SU719792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
Изобретение относится к литейному производству и металлургии и может быть использовано при изготовлении литейных форм. Цель изобретения - сокращение времени и материальных затрат на оптимизацию формы. Сущность способа заключается в том, что изготавливают форму-модель с различной толщиной стенок в ее поперечном сечении и одновременно измеряют температуру не менее, чем на трех стенках формы, Для каждой толщины стенки формы- модели в выбранных точках контакта с отливкой определяют время достижения средней по толщине стенкой формы-модели температуры, равной температурному поро-ч гу циклической вязкости материала, являющейся функцией от времени пребывания отливки в форме-модели. По заданному времени пребывания отлизки в форме-модели определяют оптимальную толщину стенки литеййой формы. 4 ил.
Изобретение относится к литейному производству и металлургии и может быть использовано при изготовлении литейных форм, например изложниц, кокилей, пресс- форм.
Цель изобретения - сокращение времени и материальных затрат на оптимизацию формы.
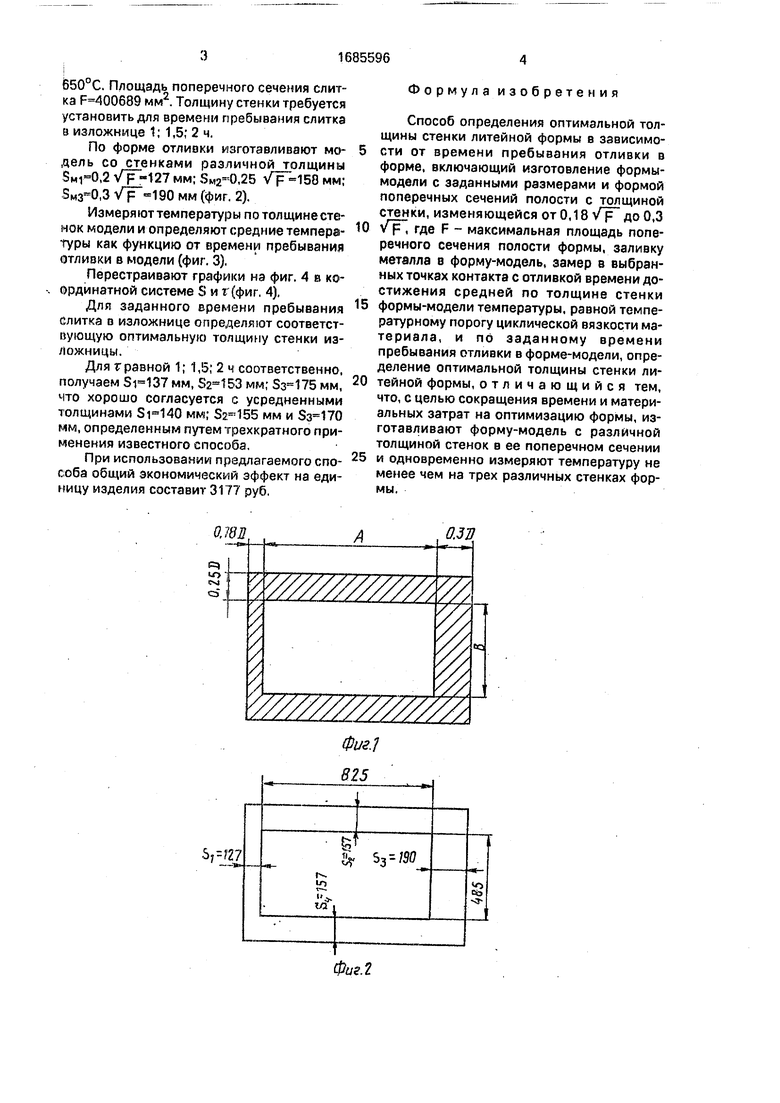
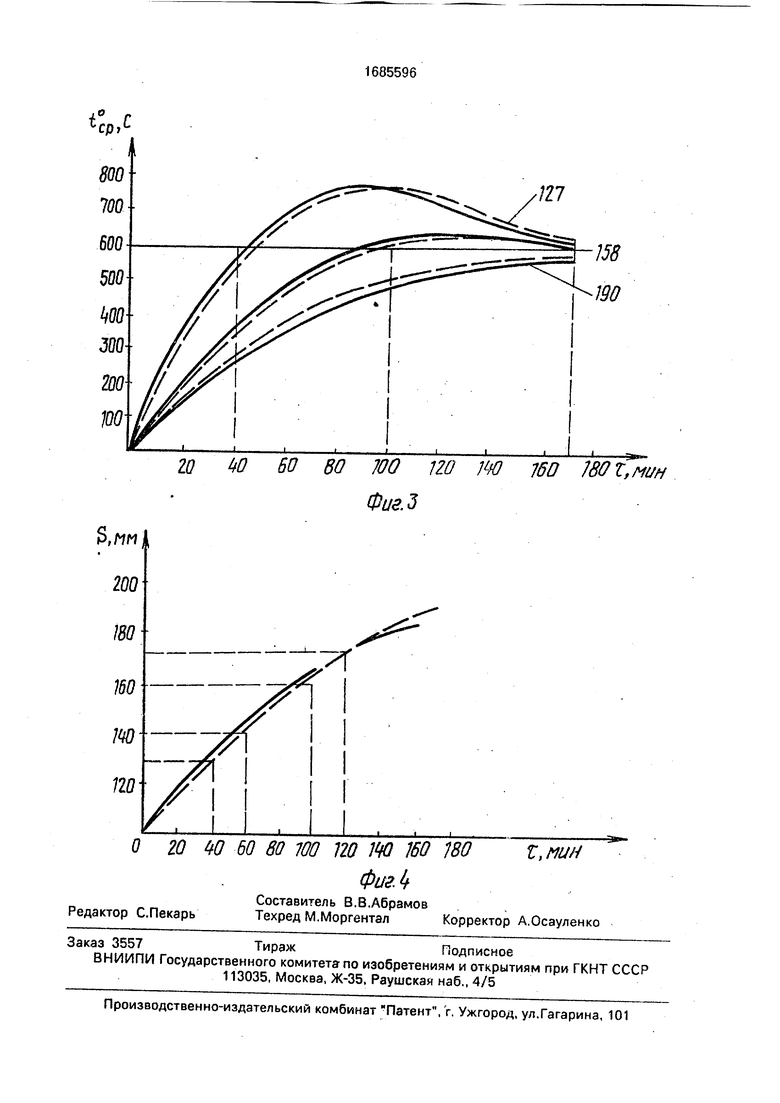
На фиг. 1 изображена модель, изготовленная по предлагаемому способу, поперечное сечение; на фиг. 2 - то же, с площадью полости 485x825 мм; на фиг. 3 - зависимость средней температуры по толщине трех различных стенок модели от времени пребывания в ней расплава; на фиг. 4 - оптимальная толщина стенки изложницы от времени пребывания в ней слитка.
Сущность способа заключается в том, что изготавливают форму-модель с различной толщиной стенок в ее поперечном сечении и одновременно измеряют температуру не менее чем на трех различных стенках формы.
Для каждой толщины стенки формы-модели в выбранных точках контакта с отливкой определяют время достижения средней по толщине стенкой формы-модели температуры, равной температурному порогу циклической вязкости материала тпр и являющейся функцией от времени пребывания отливки в форме-модели. По заданному времени пребывания отливки в форме-модели определяют оптимальную толщину стенки литейной формы.
Пример. Требуется определить оптимальную толщину стенки чугунной изложницы в зоне горячего пятна в зависимости от времени пребывания слитка в изложнице. Циклическая вязкость чугуна практически не изменяется с повышением до tnp 550О 00
сл сл о о
650°С. Площадь поперечного сечения слитка F 400689 мм2. Толщину стенки требуется установить для времени пребывания слитка в изложнице 1; 1,5; 1 ч.
По форме отливки изготавливают модель со стенками различной толщины 8м1-0,2 ПГ-127 мм; SM2-0,25 мм; .3 -/р -190 мм (фиг. 2).
Измеряют температуры потолщинесте- нок модели и определяют средние температуры как функцию от времени пребывания отливки в модели (фиг. 3).
Перестраивают графики на фиг. 4 в координатной системе S и г (фиг. 4).
Для заданного времени пребывания слитка в изложнице определяют соответст- оующую оптимальную толщину стенки изложницы.
Для травной 1; 1,5; 2 ч соответственно, получаем Si-137 мм, мм; мм, что хорошо согласуется с усредненными толщинами мм; мм и мм, определенным путем трехкратного применения известного способа.
При использовании предлагаемого способа общий экономический эффект на единицу изделия составит 3177 руб,
О.Ш
«
ю ем
О
////////////ЛУЛ
////////////т//.
Формула изобретения
Способ определения оптимальной толщины стенки литейной формы в зависимости от времени пребывания отливки в форме, включающий изготовление формы- модели с заданными размерами и формой поперечных сечений полости с толщиной стенки, изменяющейся от 0,18 F до 0,3
, где F - максимальная площадь поперечного сечения полости формы, заливку металле в форму-модель, замер в выбранных точках контакта с отливкой времени достижения средней по толщине стенки
формы-модели температуры, равной температурному порогу циклической вязкости материала, и по заданному времени пребывания отливки в форме-модели, определение оптимальной толщины стенки литейной формы, отличающийся тем, что. с целью сокращения времени и материальных затрат на оптимизацию формы, изготавливают форму-модель с различной толщиной стенок в ее поперечном сечении
и одновременно измеряют температуру не менее чем на трех различных стенках формы.
0.37)
Фиг.1 825
20 Ю 50 60 ЮО ПО т 160 1801, мин
Фие.З
3,ш
| Способ определения оптимальной толщины стенки литейной формы | 1980 |
|
SU1057174A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
