(54) СПОСОБ ОПРЕДЕЛЕПИЯ ОТНОСИТЕЛЬНОЙ ТОЛЩИНЫ СТЕНКИ ТЕРМОУРАВНОВЕШЕННОЙ ЛИТЕЙНОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальной толщины стенки литейной формы | 1980 |
|
SU1057174A1 |
| ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ СТАЛИ | 1973 |
|
SU383518A1 |
| Способ определения оптимальной толщины стенки литейной формы | 1990 |
|
SU1685596A1 |
| УШИРЕННАЯ КВЕРХУ ГЛУХОДОННАЯ ИЗЛОЖНИЦА | 1991 |
|
RU2013182C1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
| Литейная форма для отливки изложниц под расходуемые электроды | 1978 |
|
SU766736A1 |
| Изложница для получения слитков | 1978 |
|
SU695764A1 |
| Устройство для испытания материала металлических литейных форм | 1986 |
|
SU1458068A1 |
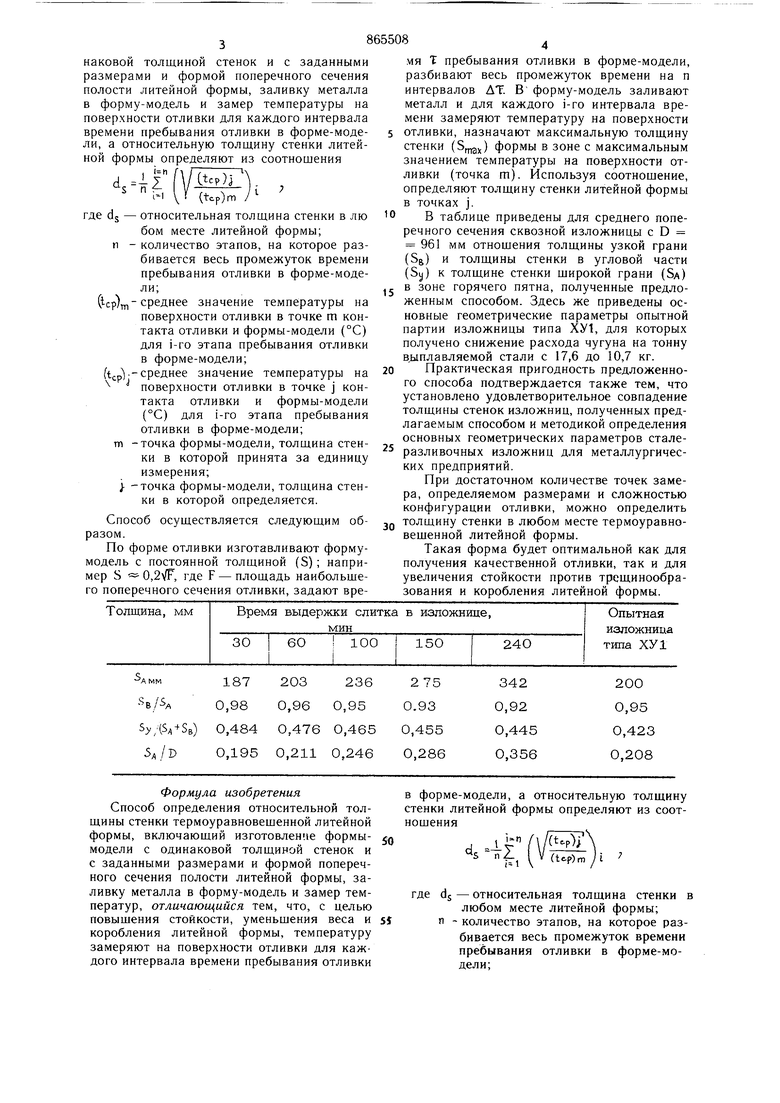
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм, например изложниц. Известен способ определения толщины стенки термоуравновешенной литейной формы, заключающийся в изготовлении формымодели с одинаковой толщиной стенок и с заданными размерами и формой поперечного сечения полости литейной формы, заливку металла в форму-модель и замера температур по периметру и толщине стенки модели во время охлаждения в ней металла, построении изотермических кривых по толщине стенки формы-модели, и определение переменной толщины стенки в поперечном сечении формы в соответствии с одной из «избранной формой изотерм 1. Однако указанным способом нельзя однозначно определить толщину стенки термоуравновешенной формы, так как изотермические кривые по толщине стенки модели не параллельны одна другой и в процессе выдержки металла в литейной форме вид кривых все время изменяется. Это приводит к тому, что в зависимости от «избранной изотермической кривой по толщине модели и времени выдержки отливки в форме-модели получают противоречащие друг другу законы изменения толщины стенки литейной формы. Так, например, согласно известному способу, изложница типа ХУП завода «Запорожсталь при использовании изотермы, проходящей через точку наружной поверхности в середине широкой стороны, должна иметь толщину стенки в середине широкой грани на 34%больше, чем для узкой. Если же за основу принять изотерму, проходящую через среднюю точку по толщине стенки в середине широкой грани изложницы, то толщина широкой грани для того же времени нагрева получается даже меньше по сравнению с узкой. Поэтому этим способом трудно добиться повышения стойкости и снижения коробления даже для литейных форм простой формы, например изложницы. Цель изобретения - повышение стойкости, уменьшение веса и коробления литейной формы. Поставленная цель достигается тем, что в способе определения толшины стенки термоуравновешенной литейной формы, включающем изготовление формы-модели с одинаковой толщиной стенок и с заданными размерами и формой поперечного сечения полости литейной формы, заливку металла в форму-модель и замер температуры на поверхности отливки для каждого интервала времени пребывания отливки в форме-модели, а относительную толщину стенки литейной формы определяют из соотношения , (tcp)m где ds - относительная толщина стенки в лю бом месте литейной формы; п - количество этапов, на которое разбивается весь промежуток времени пребывания отливки в форме-модели; (tcp)m среднее значение температуры на поверхности отливки в точке m контакта отливки и формы-модели (°С) для i-ro этапа пребывания отливки в форме-модели; ).-среднее значение температуры на поверхности отливки в точке j контакта отливки и формы-модели (°С) для i-ro этапа пребывания отливки в форме-модели; тп -точка формы-модели, толщина стенки в которой принята за единицу измерения; } -точка формы-модели, толщина стенки в которой определяется. Способ осуществляется следующим образом. По форме отливки изготавливают формумодель с постоянной толщиной (S); например S « 0,2VF, где F - площадь наибольщего поперечного сечения отливки, задают вре88 мя Т пребывания отливки в форме-модели, разбивают весь промежуток времени на п интервалов ДТ. В форму-модель заливают металл и для каждого i-ro интервала времени замеряют температуру на поверхности отливки, назначают максимальную толщину стенки (Sf) формы в зоне с максимальным значением температуры на поверхности отливки (точка т). Используя соотнощение, определяют толщину стенки литейной формы в точках J. В таблице приведены для среднего поперечного сечения сквозной изложницы с D 961 мм отношения толщины узкой грани (Sa) и толщины стенки в угловой части (Sy) к толщине стенки щирокой грани (Зл) в зоне горячего пятна, полученные предложенным способом. Здесь же приведены основные геометрические параметры опытной партии изложницы типа ХУ1, для которых получено снижение расхода чугуна на тонну выплавляемой стали с 17,6 до 10,7 кг. Практическая пригодность предложенного способа подтверждается также тем, что установлено удовлетворительное совпадение толщины стенок изложниц, полученных предлагаемым способом и методикой определения основных геометрических параметров сталеразливочных изложниц для металлургических предприятий. При достаточном количестве точек замера, определяемом размерами и сложностью конфигурации отливки, можно определить толщину стенки в любом месте термоуравновешенной литейной формы. Такая форма будет оптимальной как для получения качественной отливки, так и для увеличения стойкости против трсщинообразования и коробления литейной формы.
Формула изобретения Способ определения относительной толщины стенки термоуравновешенной литейной формы, включающий изготовление формымодели с одинаковой толщиной стенок и с заданными размерами и формой поперечного сечения полости литейной формы, заливку металла в форму-модель и замер температур, отличающийся тем, что, с целью повышения стойкости, уменьшения веса и коробления литейной формы, температуру замеряют на поверхности отливки для каждого интервала времени пребывания отливки
dj - относительная толщина стенки в
любом месте литейной формы; п - количество этапов, на которое разбивается весь промежуток времени пребывания отливки в форме-модели; (с.П}- (tef.j- 5 865508 среднее значение температуры наm -точка формы-модели, толщина стенповерхности отливки в точке mки в которой принята за единицу контакта отливки и формы-моде-измерения; ли (°С) для i-ro этапа пребыва-j -точка формы-модели, толщина стенния отливки в форме-модели;ки в которой определяется. среднее значение температуры на5 поверхности отливки в точке JKDH-Источники информации, такта отливки и формы-моделипринятые во внимание при экспертизе {°С) для i-ro этапа пребывания1. Патент Англии № 1086946, кл. В 3 F, отливки в форме-модели;1967.
