Изобретение относится к обработке материалов резанием и может быть использовано при обработке высоколегированных и конструкционных материалов
Целью изобретения является повышение точности обработки за счет обеспечения устойчивого процесса резания.
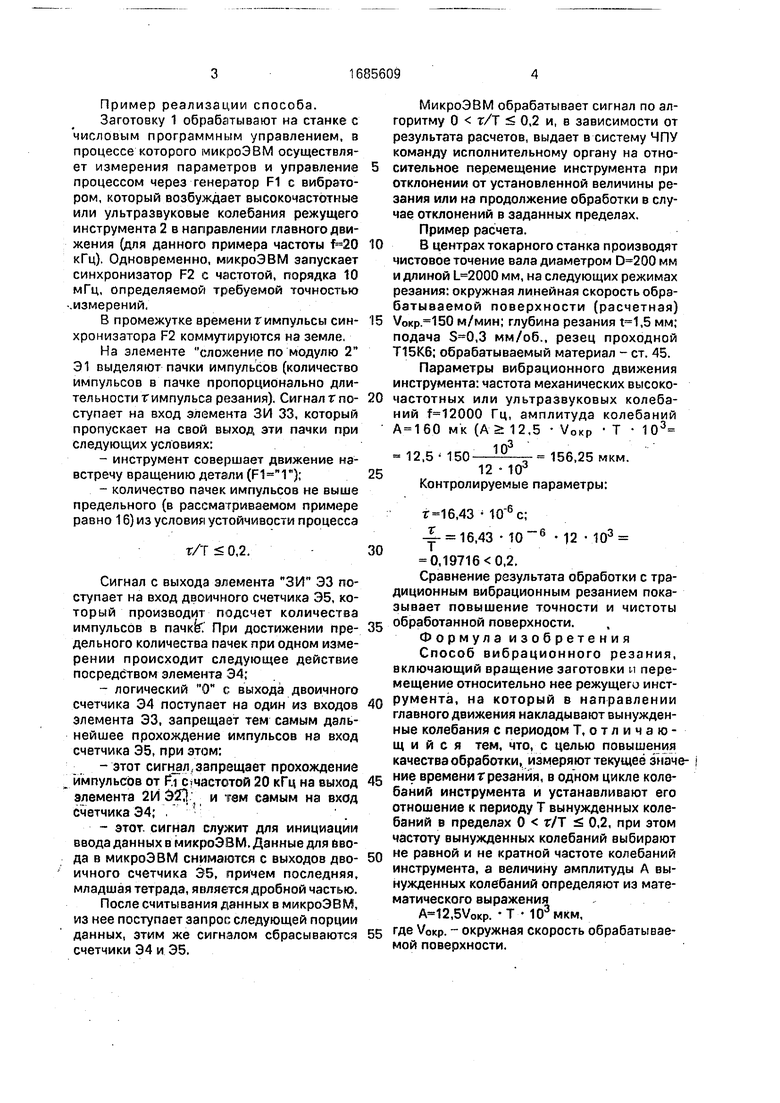
На фиг 1 представлена схема резания по предложенному способу; на фиг 2 - принципиальная схема устройства, реализующего предложенный способ Способ вибрационного резания осуществляется следующим образом.
Заготовку 1 приводят во вращение и производят формирование ее поверхности перемещаемым относительно заготовки режущим инструментом 2
При этом, в процессе обработки на режущий инструмент в направлении главного движения накладывают вынужденные высокочастотные или ультразвуковые колебания, измеряют текущее значение времени т резания в одном цикле колебаний инструмента и устанавливают его отношение к периоду Т вынужденных колебаний в пределах 0 г/Т 0,2 Причем, частоту вынужденных колебаний выбирают не равной и не кратной частоте колебаний инструмента под действием сил резания, а величину амплитудп А вынужденных колебаний определяют из ма тематического выражения
, Т 103мкм где Voxp -окружная скорость обрабатываемой поверхности
О
00 СЛ О О
ю
Пример реализации способа.
Заготовку 1 обрабатывают на станке с числовым программным управлением, в процессе которого микроЭВМ осуществляет измерения параметров и управление процессом через генератор F1 с вибратором, который возбуждает высокочастотные или ультразвуковые колебания режущего инструмента 2 в направлении главного движения (для данного примера частоты кГц). Одновременно, микроЭВМ запускает синхронизатор F2 с частотой, порядка 10 мГц, определяемой требуемой точностью -.измерений.
В промежутке времени г импульсы синхронизатора F2 коммутируются на земле.
На элементе сложение по модулю 2 Э1 выделяют пачки импульсов (количество импульсов в пачке пропорционально длительности г импульса резания). Сигнал г поступает на вход элемента ЗИ 33, который пропускает на свой выход эти пачки при следующих условиях:
-инструмент совершает движение навстречу вращению детали ();
-количество пачек импульсов не выше предельного (в рассматриваемом примере равно 16) из условия устойчивости процесса
г/Т 0,2.
Сигнал с выхода элемента ЗИ ЭЗ поступает на вход двоичного счетчика Э5, который производит подсчет количества импульсов в пачк&Г При достижении предельного количества пачек при одном измерении происходит следующее действие посредством элемента Э4;
-логический О с выхода двоичного счетчика 34 поступает на один из входов элемента ЭЗ, запрещает тем самым дальнейшее прохождение импульсов на вход счетчика Э5, при этом:
-этот сигнал,запрещает прохождение импульсов от FI с.частотой 20 кГц на выход элемента 2И Э21 и тем самым на вход счетчика Э4;
-этот сигнал служит для инициации ввода данных в микроЭВМ. Данные для ввода в микроЭВМ снимаются с выходов двоичного счетчика Э5, причем последняя, младшая тетрада, является дробной частью.
После считывания данных в микроЭВМ, из нее поступает запрос следующей порции данных, этим же сигналом сбрасываются счетчики Э4 и Э5.
МикроЭВМ обрабатывает сигнал по алгоритму 0 т/Т 0,2 и, в зависимости от результата расчетов, выдает в систему ЧПУ команду исполнительному органу на относительное перемещение инструмента при отклонении от установленной величины резания или на продолжение обработки в случае отклонений в заданных пределах. Пример расчета.
0 В центрах токарного станка производят чистовое точение вала диаметром мм и длиной мм, на следующих режимах резания: окружная линейная скорость обрабатываемой поверхности (расчетная)
5 Уокр.150 м/мин; глубина резания ,5 мм;
подача ,3 мм/об., резец проходной
Т15К6; обрабатываемый материал - ст. 45.
Параметры вибрационного движения
инструмента: частота механических высоко0 частотных или ультразвуковых колебаний f 12000 Гц, амплитуда колебаний
А 160 мк (А 12,5 103
5
V
окр
10
12,5- 150 156,25 мкм.
12 103 Контролируемые параметры:
v6
т 16,43 с;
16,43 10 6 12 103
- 0.19716 0,2.
Сравнение результата обработки с традиционным вибрационным резанием показывает повышение точности и чистоты
обработанной поверхности.
Формула изобретения Способ вибрационного резания, включающий вращение заготовки и перемещение относительно нее режущего инструмента, на который в направлении главного движения накладывают вынужденные колебания с периодом Т, отличающий с я тем, что, с целью повышения качества обработки, измеряют текущее значение времени г резания, в одном цикле колебаний инструмента и устанавливают его отношение к периоду Т вынужденных колебаний в пределах 0 г/Т k 0,2, при этом частоту вынужденных колебаний выбирают
не равной и не кратной частоте колебаний инструмента, а величину амплитуды А вынужденных колебаний определяют из математического выражения
A-12,5VoKP. Т 103 мкм,
где VOKP. - окружная скорость обрабатываемой поверхности.
Данные готобы к вводу д ЗВМ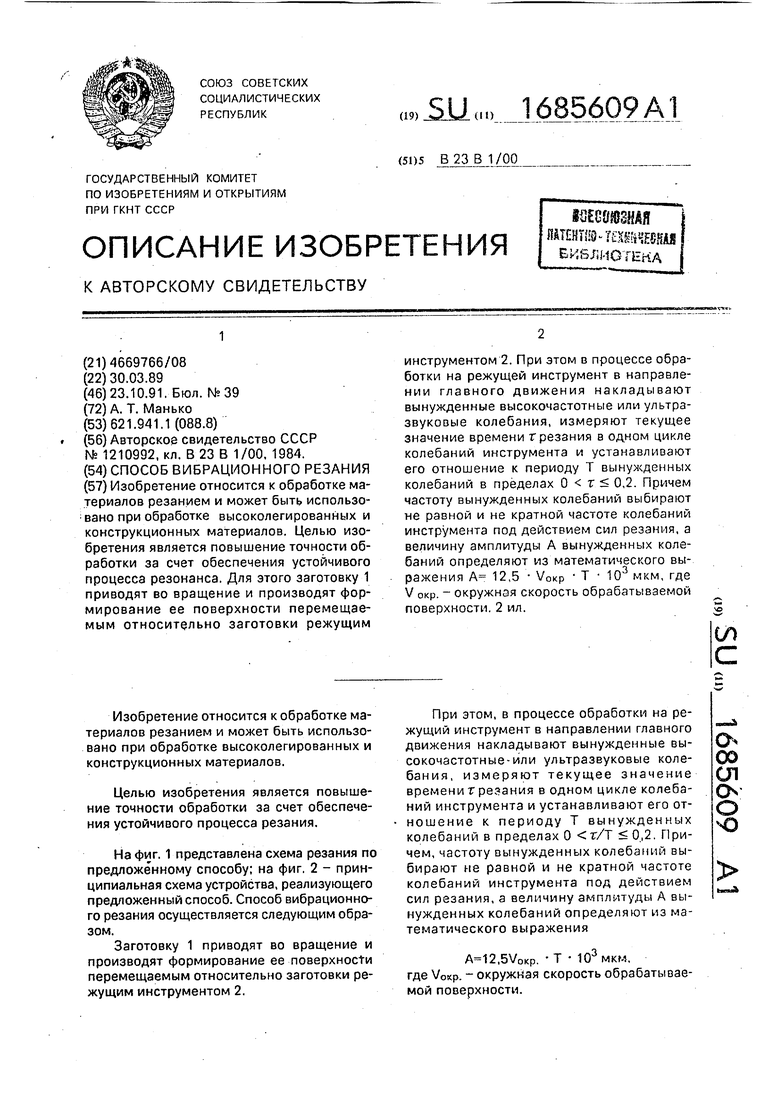
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения износа режущего инструмента при обработке цилиндрических деталей | 1990 |
|
SU1725100A1 |
| Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей | 1989 |
|
SU1629824A1 |
| Способ вибродеформационной обработки | 1990 |
|
SU1754330A1 |
| Способ контроля диаметральных размеров деталей | 1990 |
|
SU1814974A1 |
| СПОСОБ ГЛУБОКОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ | 1991 |
|
RU2045371C1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ НЕЖЕСТКИХ ВАЛОВ НА ТОКАРНОМ СТАНКЕ | 1990 |
|
RU2009830C1 |
| Способ управления процессом механической обработки | 1980 |
|
SU1022780A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2013 |
|
RU2510311C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2013 |
|
RU2528583C1 |
| Резец для вибрационного точения | 2020 |
|
RU2749013C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке высоколегированных и конструкционных материалов Целью изобретения является повышение точности обработки за счет обеспечения устойчивого процесса резонанса. Для этого заготовку 1 приводят во вращение и производят формирование ее поверхности перемещаемым относительно заготовки режущим 2 инструментом 2 При этом в процессе обработки на режущей инструмент в направлении главного движения накладывают вынужденные высокочастотные или ультразвуковые колебания, измеряют текущее значение времени г резания в одном цикле колебаний инструмента и устанавливают его отношение к периоду Т вынужденных колебаний в пределах 0 г 0 2 Причем частоту вынужденных колебаний выбирают не равной и не кратной частоте колебаний инструмента под действием сил резания, а величину амплитуды А вынужденных колебаний определяют из математического выражения А 12 5 VQKP Т 10 J мкм где V окр - окружная скорость обрабатываемой поверхности 2 ил (Л С
| Способ обработки резанием | 1984 |
|
SU1210992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
