Изобретение относится к механической обработке многозаходных винтовых канавок на поверхности, например, валков прокатных станов, в частности к способам контроля профиля и взаимного положения винтовых канавок.
Целью изобретения является упрощение процесса контроля за счет того, что контроль профиля и взаимного положения винтовых канавок осуществляют по контрольным образцам.
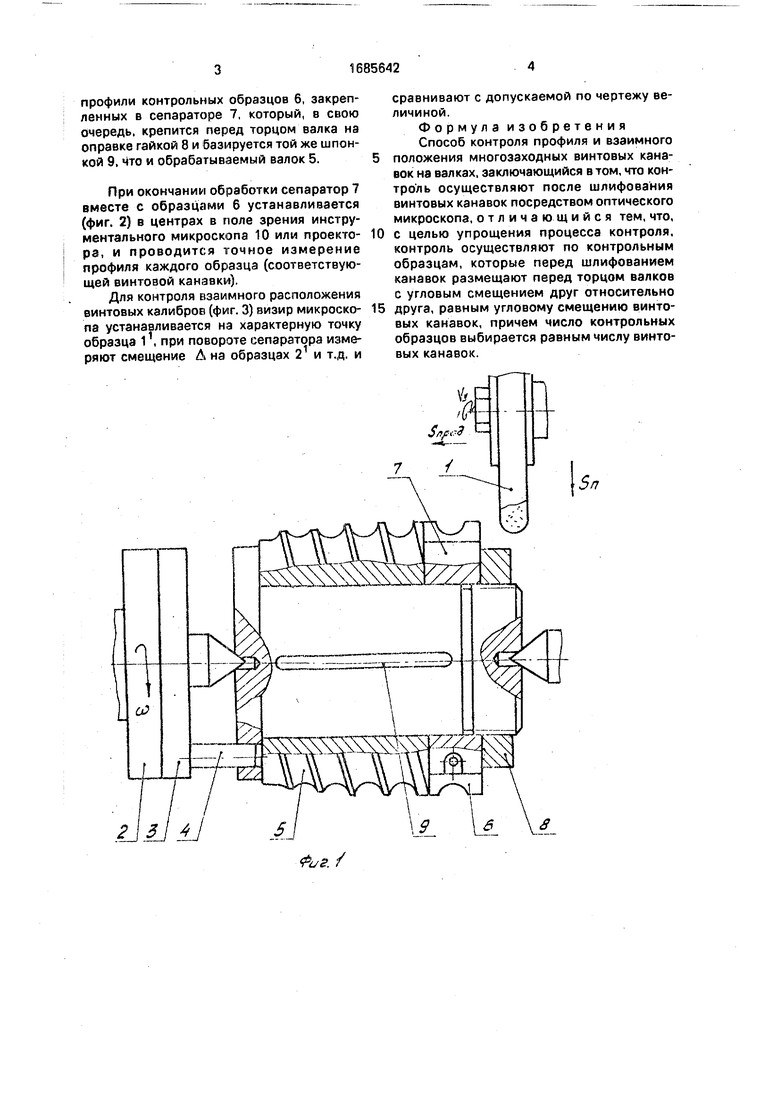
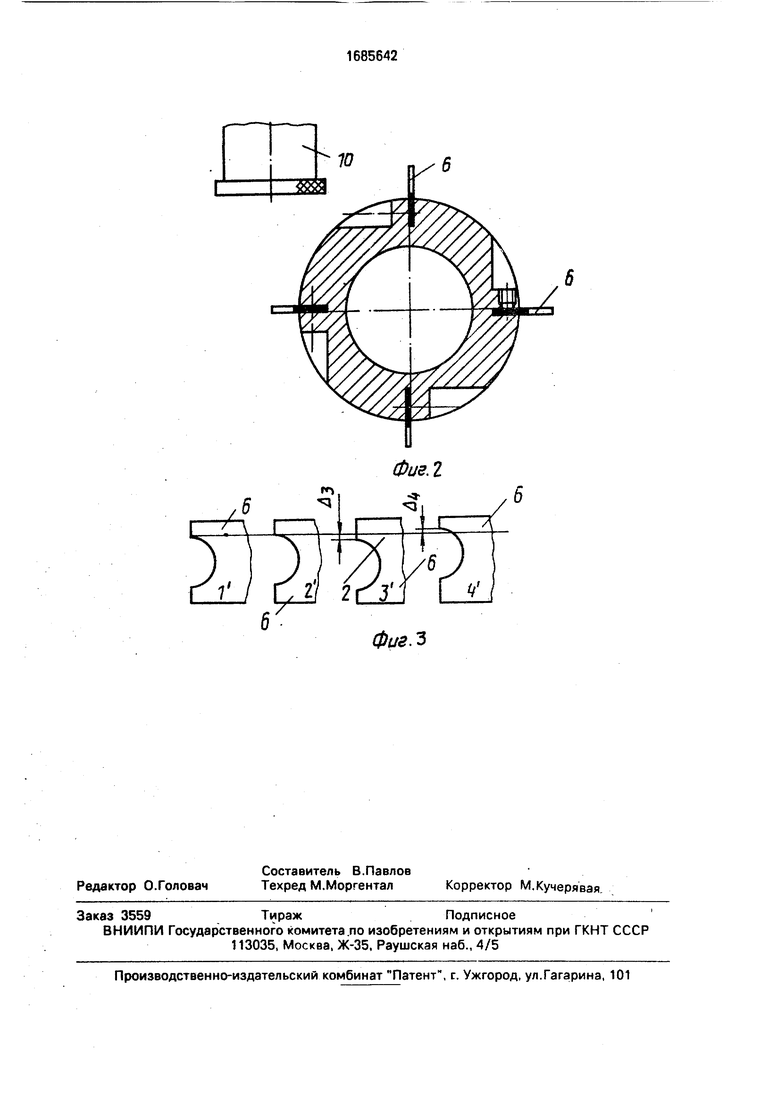
На фиг. 1 показано взаимное расположение обрабатываемого валка контрольных образцов и шлифовального круга при обработке; на фиг. 2 - схема контроля профиля винтовых канавок по профилям образцов; на фиг. 3 - схема определения погрешности во взаимном положении многозаходных винтовых канавок.
Способ контроля заключается в следующем.
Сначала осуществляют процесс шлифования многозаходных винтовых канавок, при котором шлифовальному кругу 1 задают подачу на врезание Sn и производят шлифование одной винтовой канавки при круговой подаче ш и продольной подаче Зпрод. (фиг. 1).
Для обработки следующей винтовой канавки, не изменяя положения шлифовального круга 1, с помощью делительного патрона 2 с поворотной шайбой 3 и поводком 4 производят деление заготовки валка 5 на угол, соответствующий обрабатываемой канавке. Так обрабатывают все остальные винтовые канавки до тех пор, пока в зону обработки снова не попадет первая из канавок.
Шлифовальному кругу сообщают подачу на врезание, и обработка всех канавок повторяется по этой схеме до получения требуемых размеров профиля. При обработке каждой из винтовых канавок шлифуют
fe
О 00
сл о
Ю
профили контрольных образцов 6, закрепленных в сепараторе 7, который, в свою очередь, крепится перед торцом валка на оправке гайкой 8 и базируется той же шпонкой 9, что и обрабатываемый валок 5.
При окончании обработки сепаратор 7 вместе с образцами 6 устанавливается (фиг. 2) в центрах в поле зрения инструментального микроскопа 10 или проектора, и проводится точное измерение профиля каждого образца (соответствующей винтовой канавки).
Для контроля взаимного расположения винтовых калибров (фиг. 3) визир микроскола устанавливается на характерную точку образца 1 . при повороте сепаратора измеряют смещение Л на образцах 21 и т.д. и
0
5
сравнивают с допускаемой по чертежу величиной.
Формула изобретения Способ контроля профиля и взаимного положения многозаходных винтовых канавок на валках, заключающийся в том, что контроль осуществляют после шлифования винтовых канавок посредством оптического микроскопа, отличающийся тем, что, с целью упрощения процесса контроля, контроль осуществляют по контрольным образцам, которые перед шлифованием канавок размещают перед торцом валков с угловым смещением друг относительно друга, равным угловому смещению винтовых канавок, причем число контрольных образцов выбирается равным числу винтовых канавок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| СПОСОБ УСТАНОВКИ ДИСКОВОГО ИНСТРУМЕНТА, НАПРИМЕР ШЛИФОВАЛЬНОГО КРУГА, ПРИ ОБРАБОТКЕ ВИНТОВЫХ КАНАВОК ДЕТАЛИ | 1990 |
|
RU2009800C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
Изобретение относится к механической обработке многозаходных винтовых канавок на поверхности, например, валков прокатных станов, в частности к способам контроля профиля и взаимного положения винтовых канавок. Цель изобретения - упрощение процесса контроля за счет того, что контроль и взаимного положения винтовых канавок осуществляют по контрольным образцам, которые перед шлифованием канавок размещают перед торцом валков с угловым смещением друг относительно друга, равным угловому смещению винтовых канавок. Число контрольных образцов равно числу винтовых канавок. 3 ил.
fius.f
Я
Фиг.I
Фие.Ъ
| Якушев А | |||
| И, Воронцов П | |||
| Н | |||
| Взаимозаменяемость, стандартизация и технические измерения | |||
| - М.: Машиностроение, 1986, с | |||
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ УГЛЯ К ТОПКАМ | 1920 |
|
SU297A1 |
