Изобретение относится к технике подготовки концов конвейерных лент и может быть использовано при обработке их перед соединением методом горячей или холодной вулканизации.
Известно устройство для разделки концов конвейерных лент, включающее стол для укладки обрабатываемой ленты и обрабатывающий у&ел jjl .
В-известном устройстве получают плоский срез при движении режущего инструмента в поперечном направлении относительно оси-ленты. В конце обработки получают несколько ступеней.
Недостатком разделки ленты ступенями является неизбежность подрезания нижерасположенной кордовой прокладки , что снижает прочность вулканизируемого стыка.
Наиболее близким из известных является устройство для разделки концов конвейерных линий, содержащее стол с прижимом для укладки ленты, узел обработки, расположенный над столом на опоре, выполненной в виде рамы, установленной на направляющих 2J .
Однако известное устройство не. обеспечивает необходимого качества обрабатываемой поверхности стыка.
так как во время обработки ленты, опоре и, расположенному на ней узлу обработки передаются вертикальные колебания, возникающие от усилия резания.
Обрабатываемая поверхность получается неровной, что ухудшает условия вулканизации и снижает прочность соединения.
10
Цель изобретения - повышение качества обработки поверхности стыка за счет жесткого крепления опоры на направляющих.
Это достигается тем, что в устрой15стве для разделки концов конвейерных лент, содержащем стол с прижимом для укладки ленты, узел обработки, расположенный над столом на опоре, выпол- неннОй в виде рамы, установленной
20 на направляющих, согласно изобретению опора снабжена фиксатором ее положения в виде поворотного вокруг оси сектора с рукояткой, охватывающего профиль направляющей, а дугасектора
25 выполнена эксцентричной относительно оси.
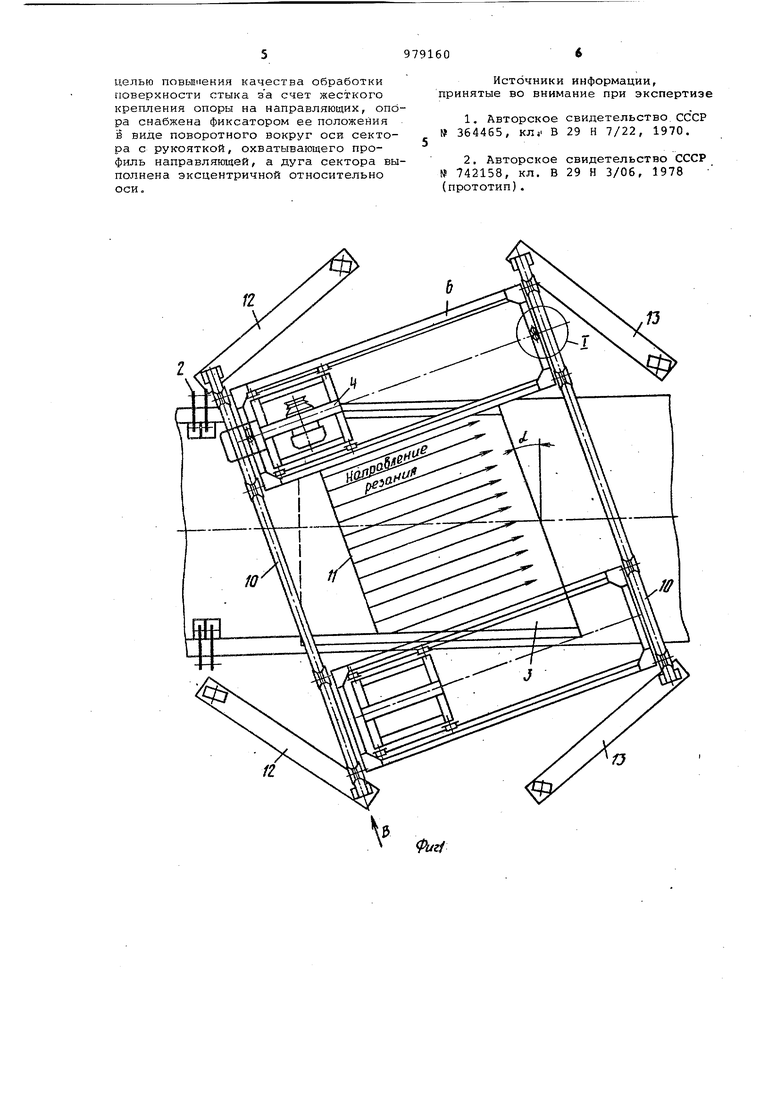
На фиг. 1 показано предложенное устройство при обработке левого крнца конвейерной ленты, вид в плане,
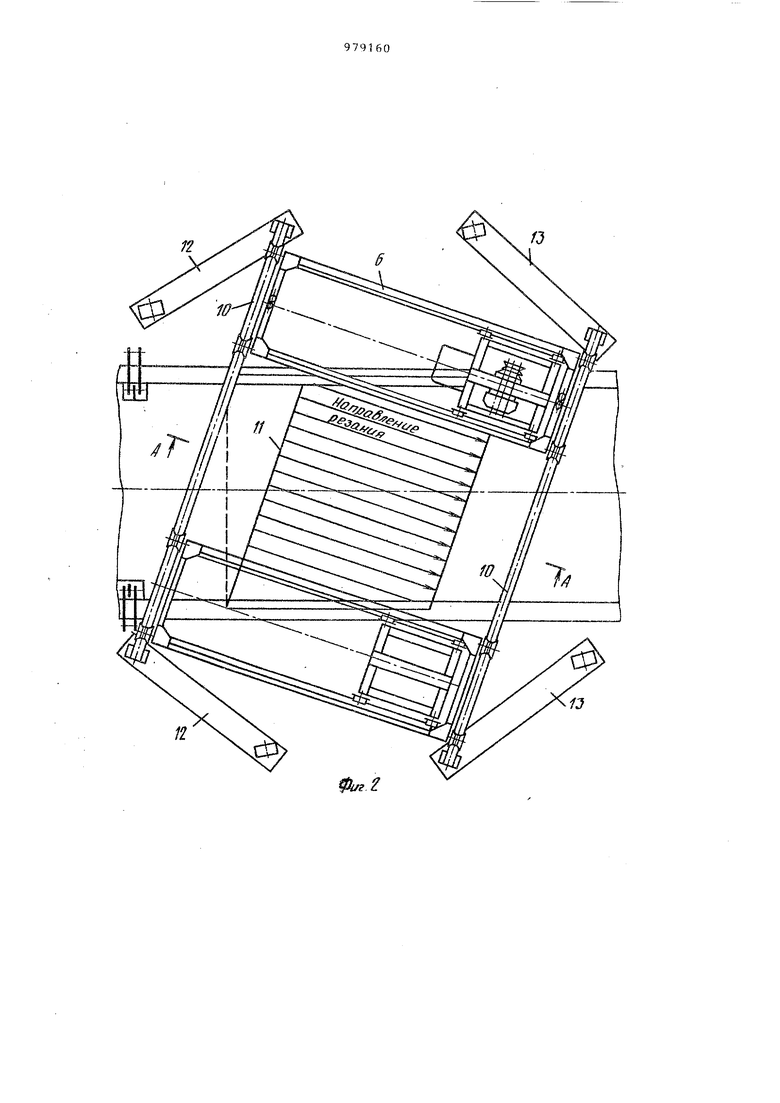
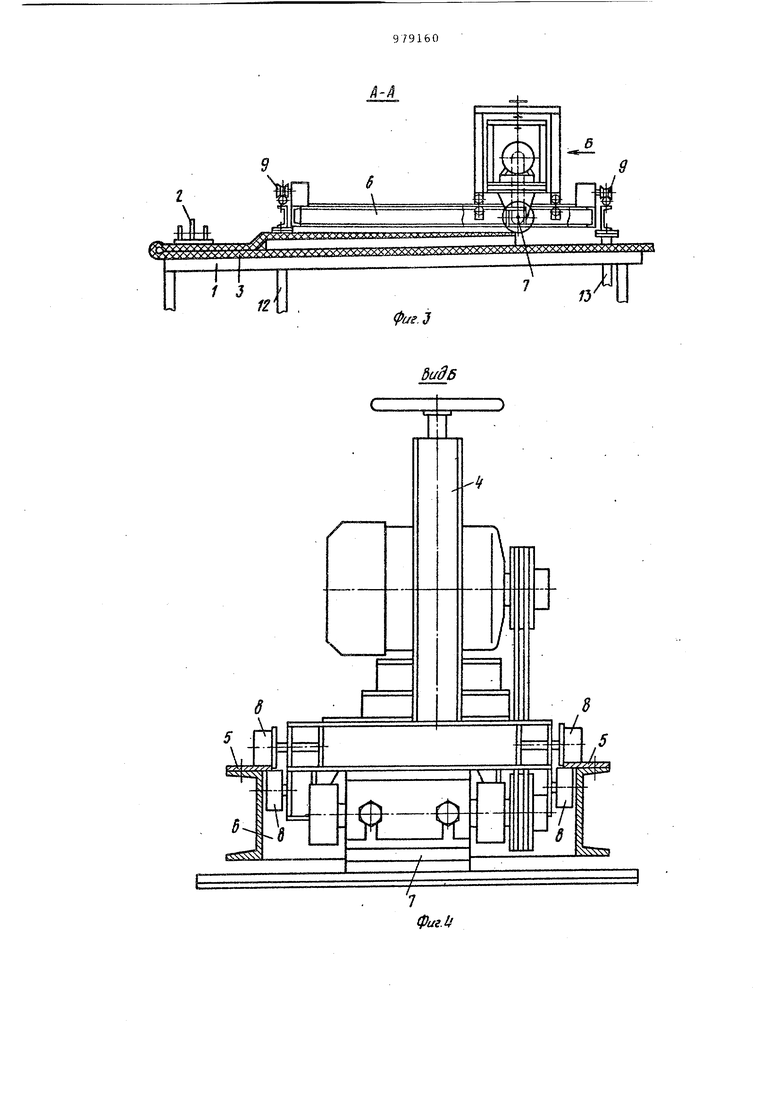
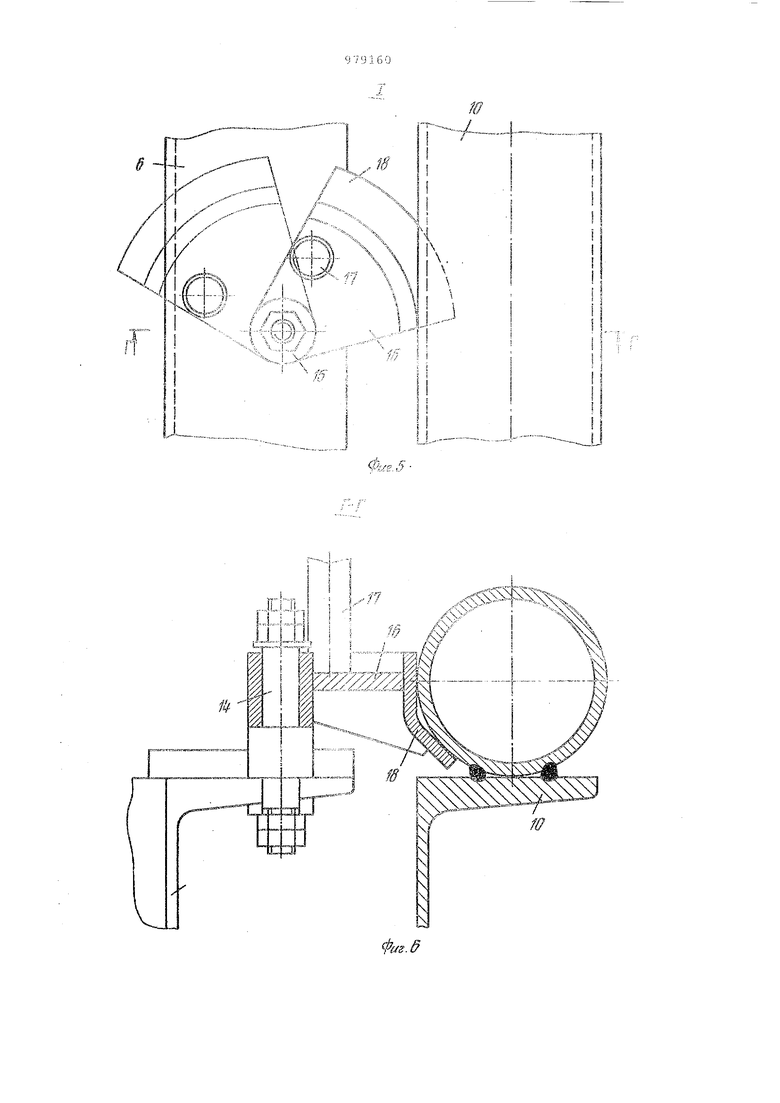
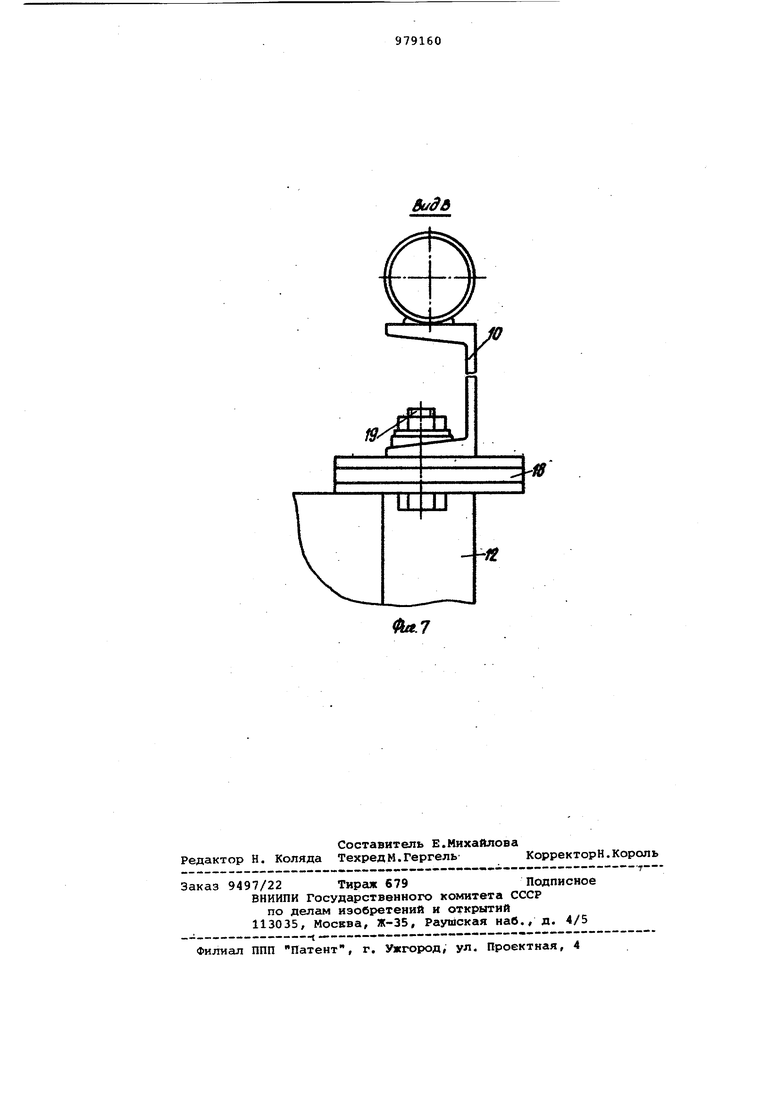
30 .на фиг. 2 - то же, при обработке правого конца} на фиг. 3 - разрез А-А на фиг. 2J на фиг. 4 - вид по стрелке Б на фиг. 3, на фиг. 5 - узел 1 на фиг. 1 в увеличенном виде на фиг. б - разрез Г-Г на фиг. 5; на фиг. 7 - вид по стрелке В на фиг. 1,
Устройство для разделки концов конвейерных лент под стык содержит стол 1 с прижимом 2 конвейерной ленты 3.
Над столом 1 расположен узел обработки 4, выполненный в виде переме щающейся по направляющим 5 опоры 6. Узел обработки 4 содержит приводную режущую головку 7, установленную на катках 8, охватывающих направляющие
5опоры 6,
Опора 6 опирается своими катками 9 на направляющие 10, которые закреплены параллельно кромке реза 11 конвейерной ленты 3 на разновысоких и регулируемых по высоте стационарных кронштейнах 12 и 13.
На оси 14 опоры б располагается поворотный фиксатор ее положения 15, Быполненннй в виде сектора 16 с рукояткой 17 и дугой 18. Сектор 16 выполнен охватывающим профиль направляющей 10, а сама дуга 18 выполнена эксцентричной относительно оси 14 вращения сектора 16. Настройка на необходимьтй угол производится с помощью прокладок 19, а креплейие направляющих 10 к крошитейнам 12 и 13 болтами 20.
Монтаж и работа устройства происходит в следующей последовательности.
В зависимости от толщины конвейерной ленты 3 и длины стыка назначают разницу в высоте между стационарными кронштейнами 12 и 13. В соответствии с этой разницей кронштейны 12 устанавливают выше кронштейнов 13. Разница по высоте достигается за счет прокладки 19.
На кронштейны 12 и 13 устанавливают направляющие 10, которые расположатся параллельно плоскости стола 1 и кромке реза 11 конвейерной ленты 3. Крепление направляющих 10 к кронштейнам 12 и 13 осуществляют болтами 20.
На направляющие 10 ставят опору
6с узлом обработки 4, катки 8 которого охватывают направляющие 5 опоры б без зазора.
Так как направляющие 10 параллельны кромке реза 11 ленты 3 и смонтированы на разных уровнях, то опора б, продольная ось которой перпендикулярна направляющим 10, перемещается в плоскости заранее рассчитанного клиновидного среза.
На стол 1 укладывают конвейерную ленту 3 и закрепляют прижимами 2.
Определяют ширину реза и устанавливают глубину резания, при этом опора 6 с узлом обработки 4 находится в исходном положении (фиг. 1),
Опору 6 закрепляют относительно направляющих 10 поворотом фиксатора
15,имеющего вид сектора 16, за рукоятку 17. Так как сектор 16 охватывает профиль направляющей 10, а сама дуга 18 расположена эксцентрично от носительно оси 14 вращения сектора
16,то при повороте сектора 16 за рукоятку 17 по часовой стрелке (см. фиг. 5) сектор 16 заклинивается
и обеспечивает фиксацию опоры 6 относительно направляющих 10 в горизонтальном и вертикальном направлениях.
После этого включают привод режущей головки 7 и, перемещая обработки 4, осуществляют срез конца конвейерной ленты 3. В зависимости от ширины режущей головки и глубины резания производят необходимое количество резов. В конце обработки получается клиновидная плоскость, которую шерохуют, промазывают клеем и т.д. готовят к вулканизации.
Первый (левый) конец снимают, а второй (правый) перегибают и укладывают на .стол 1. Конец ленты закрепляют прижимами 2. Направляющие 10 с опорой 6 и узлом обработки 4 роворачивают против часовой стрелки на двойной угол я; среза конца ленты (см. фиг. 2) и закрепляют в новых гнездах стационарных кронштейнов 12 и 13.
Остальные операции повторяются в той же последовательности, что и для левого конца.
Таким образом, опора 6 и расположенный на ее направляющих 5 узел обработки -4, катки 8 которого охватывают без зазора направляющие 5 опоры 6, не имеют возможности вертикального перемещения, т.е. достигнута жесткость системы станок - режущий инструмент.
Преимуществом предлагаемого устройства для разделки концов конвейерных лент является получение более качественной обрабатываемой поверхности за счет исключения вертикальных колебаний опоры и расположенного на ней узла обработки.
Ожидаемый годовой экономический эффект от применения устройства для разделки концов конвейерных лент на одной ГРЭС составит 28 тыс. руб.
Формула изобретения
Устройство для разделки концов конвейерных лент, содержащее стол с
прижимом для укладки ленты, узел обработки, расположенный над столом на опоре, выполненной в виде рамы, установленной на направляющих, о тличающееся тем, что, с
целью повьпт.екия качества обработки поверхности стыка за счет жесткого крепления опоры на направляющих, ondра снабжена фиксатором ее положения . в виде поворотного вокруг оси сектоРа с рукояткой, охватывающего профиль направляющей, а дуга сектора выполнена эксцентричной относительно Оси,
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 364465, кп, В 29 Н 7/22, 1970.
2.Авторское свидетельство СССР № 742158, кл. В 29 Н 3/06, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки концов конвейерных лент | 1983 |
|
SU1168435A1 |
| Устройство для разделки концов конвейерных лент | 1988 |
|
SU1685729A2 |
| Устройство для разделки конвейерных лент под стык | 1985 |
|
SU1294639A1 |
| Устройство для разделки концов конвейерных лент под клиновидный стык | 1989 |
|
SU1689104A1 |
| Устройство для разделки концов конвейерных лент | 1989 |
|
SU1669755A1 |
| Устройство для разделки концов конвейерных лент | 1980 |
|
SU872287A1 |
| Устройство для разделки конвейерных лент под стыковку | 1983 |
|
SU1141010A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Устройство для разделки стыков резинотканевых лент | 1978 |
|
SU765003A1 |
| Устройство для разделки стыковКОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU793799A1 |
u
