Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для изготовления кольцевых деталей небольших размеров малыми сериями, в частности для производства кольцевых заготовок для режущего инструмента из быстрорежущих сталей.
Целью изобретения является повышение качества колец и коэффициента использования металла за счет постоянства толщины кольца.
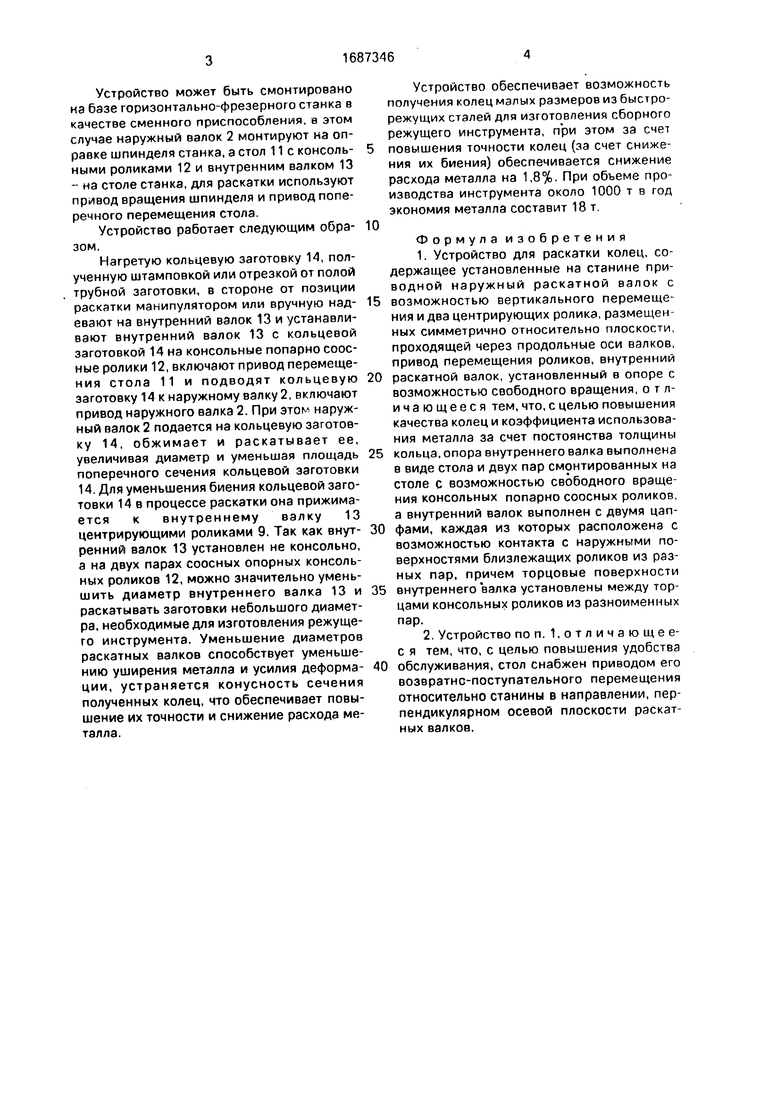
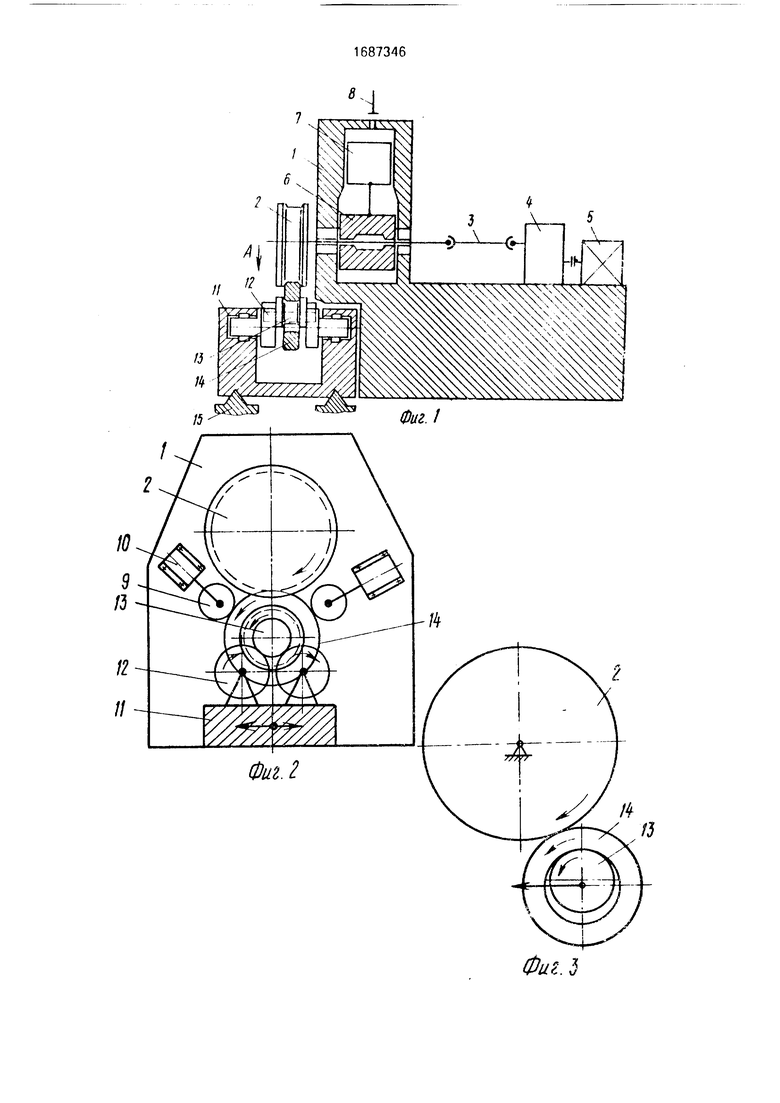
На фиг. 1 схематически показано устройство, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - положение валков в начале процесса раскатки; на фиг. 4 - то же, в конце раскатки; на фиг. 5 - вид по стрелке А на фиг. 1.
Устройство содержит станину 1, в кото рой смонтирован наружный рлскятный палок 2 с приводом вращения, состоящим из шарнирного вала 3, редуктора 4 и электродвигателя 5, и приводом вертикального перемещения в виде ползуна б, гидроцилиндра 7 и трубопровода подвода рабочей жидкости 8. На станине 1 смонтированы также центрирую иие ролики 9 с приводами их перемещения 0. На столе 11 консольноили на двух опорах смонтиоованы холостые консольные попарно соосные ролики 12, на которых установлен внутренний неприводной раскатной валок 13с кольцевой заготовкой 14. Стол 11 выполнен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном осевом плоскости раскатных валков по направляющим 15 и снабжен приводом его перемещения, например гидравлическим
О 00
sj
OJ 4 О
Устройство может быть смонтировано на базе горизонтально-фрезерного станка в качестве сменного приспособления, в этом случае наружный валок 2 монтируют на оправке шпинделя станка, а стол 11 с консольными роликами 12 и внутренним валком 13 - на столе станка, для раскатки используют привод вращения шпинделя и привод поперечного перемещения стола.
Устройство работает следующим образом.
Нагретую кольцевую заготовку 14, полученную штамповкой или отрезкой от полой трубной заготовки, в стороне от позиции раскатки манипулятором или вручную надевают на внутренний валок 13 и устанавливают внутренний валок 13 с кольцевой заготовкой 14 на консольные попарно соос- ные ролики 12, включают привод перемещения стола 11 и подводят кольцевую заготовку 14 к наружному валку 2, включают привод наружного валка 2. При этом наружный валок 2 подается на кольцевую заготовку 14, обжимает и раскатывает ее, увеличивая диаметр и уменьшая площадь поперечного сечения кольцевой заготовки 14. Для уменьшения биения кольцевой заготовки 14 в процессе раскатки она прижимается к внутреннему валку 13 центрирующими роликами 9. Так как внутренний валок 13 установлен не консольно, а на двух парах соосных опорных консольных роликов 12, можно значительно уменьшить диаметр внутреннего валка 13 и раскатывать заготовки небольшого диаметра, необходимые для изготовления режущего инструмента. Уменьшение диаметров раскатных валков способствует уменьшению уширения металла и усилия деформации, устраняется конусность сечения полученных колец, что обеспечивает повышение их точности и снижение расхода металла.
Устройство обеспечивает возможность получения колец малых размеров из быстрорежущих сталей для изготовления сборного режущего инструмента, при этом за счет повышения точности колец (за счет снижения их биения) обеспечивается снижение расхода металла на 1,8%. При объеме производства инструмента около 1000 т в год экономия металла составит 18 т.
Формула изобретения
1.Устройство для раскатки колец, содержащее установленные на станине приводной наружный раскатной валок с
возможностью вертикального перемещения и два центрирующих ролика, размещенных симметрично относительно плоскости, проходящей через продольные оси валков, привод перемещения роликов, внутренний
раскатной валок, установленный в опоре с возможностью свободного вращения, отличающееся тем, что, с целью повышения качества колец и коэффициента использования металла за счет постоянства толщины
кольца, опора внутреннего валка выполнена в виде стола и двух пар смонтированных на столе с возможностью свободного вращения консольных попарно соосных роликов, а внутренний валок выполнен с двумя цапфами, каждая из которых расположена с возможностью контакта с наружными поверхностями близлежащих роликов из разных пар, причем торцовые поверхности
внутреннего валка установлены между торцами консольных роликов из разноименных пар.
2.Устройство по п. 1,отличающее- с я тем, что, с целью повышения удобства
обслуживания, стол снабжен приводом его возвратно-поступательного перемещения относительно станины в направлении, перпендикулярном осевой плоскости раскатных валков.
ч
.VftfT
Г
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для раскатки колец | 1986 |
|
SU1393515A1 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Кольцераскатный роторный многошпиндельный автомат | 1976 |
|
SU656718A1 |
| РАСКАТНЫЙ СТАН | 1998 |
|
RU2144446C1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Многопозиционный кольцераскатный стан | 1978 |
|
SU697234A1 |
| Установка для раскатки колец | 1978 |
|
SU740366A2 |
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для изготовления кольцевых деталей небольших размеров малыми сериями, в частности для производства заготовок режущего инструмента из быстрорежущих сталей. Цель изобретения - повышение качества колец и коэффициента использования металла. Устройство включает в себя станину 1, в которой смонтирован наружный валок /В/ 2 с приводом вращения. На столе /С/ 11 на двух опорах смонтированы холостые консольные попарно соосные ролики 12, на которых установлен на цапфах В 13 с кольцевой заготовкой 14. С 11 выполнен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном осевой плоскости валков по направляющим 15. Кольцевую заготовку 14 надевают на В 13. Устанавливают В 13 на ролики 12. Включают привод С 11 и подводят кольцевую заготов ку 14 к В 2. Производят раскатку включени- ,ем привода В 2. Устройство позволяет снизить расход металла на кольцевую заготовку на 1,8%, получать кольца малых размеров с малым их биением 1 з.п. ф-лы, 5 ил. сл С
:
I
| Стан для раскатки колец | 1986 |
|
SU1393515A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
