Изобретение относится к изготовлению цепей.
Целью изобретения является повышение точности изготовления заготовки в размер и повышение надежности устройства в работе.
Изобретение поясняется чертежом.
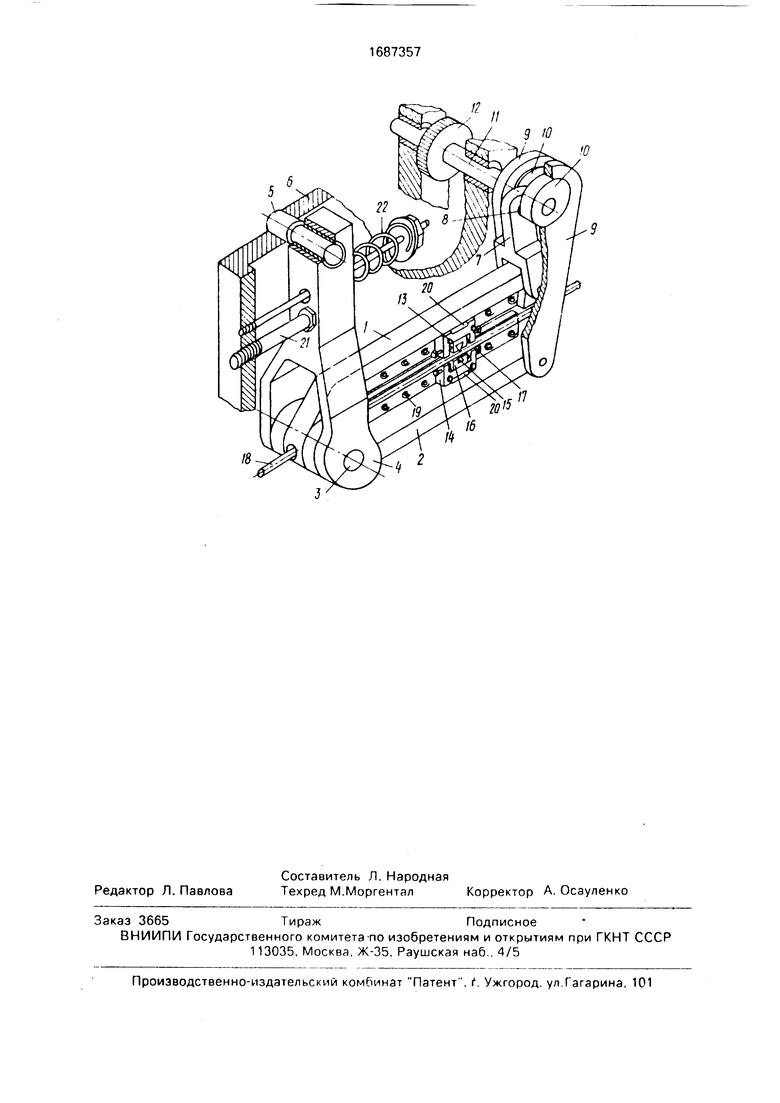
Механизм пережима проволоки цепевя- зального автомата состоит из верхнего 1 и нижнего 2 рычагов связанных между собой шарнирно посредством оси 3, соединенной серьгой 4 со скалкой 5, смонтированной в станине 6. Рычаг 1 посредством шатуна 7 соединен с кривошипом 8, а рычаг 2 посредством шатунов 9-с эксцентриками 10 приводного вала 11. Приводной вал 11 шестерней 12 связан с приводом автомата (на чертеже не показан).
На рычагах 1 и 2 болтами 13 крепятся колодки 14 с пережимными ножами 15. установленными в державках 16, которые фиксируются в колодках 14 регулировочными винтами 17. В качестве исходного материала служит проволока 18. Длч крепления колодок 14 болтами 13 на рычагах 1 и 2 имеются соответствующие резьбовые отверстия 19. Для регулирования зазора между ножами 15 используются прокладки 20. Серьга 4 контактирует с ре гулируемым упором 21 и связана с упругим элементом 22. установленными на станине 6.
Механизм пережима проволоки цепевя- зального автомата работает следующим об разом.
В момент останова поданной в рабочую зону автомата проволоки 18 и рычаги 1 и 2 перемещаются навстречу друг другу Рычаг
О 00
VJ
CJ
ел VI
1 получает движение от кривошипа 8 через шатун 7, а рычаг 2 - от эксцентриков 10 через шатуны 9. Пережимные ножи 15 внедряются с двух сторон в металл и делают надкусывание на проволоке 18, причем пе- режимные ножи 15, внедряясь в проволоку, тянут за собой рычаги 1 и 2 в сторону перемещения проволоки, при этом ось 3 и вилка серьги 4 поворачиваются относительно друг друга, а также серьги 4 поворачивается относительно скалки 5.
При дальнейшем повороте приводного вала 11 с кривошипом 8 и эксцентриками 10 происходит движение рычагов 1 и 2 в противоположные друг другу стороны, ножи 15 выходят из металла, освобождают его и перемещаются в исходное положение за счет возвратного механизма с пружиной 22 сжатия. Исходное положение фиксируется упором 21. За время, когда ножи 15 расходятся после внедрения и приближаются к проволоке до следующего соприкосновения с ней, осуществляется подача проволоки в рабочую зону автомата на расстояние, равное длине развертки звена.
Предлагаемая конструкция механизма пережима подаваемой проволоки в цепевя- зэльный автомат по сравнению с известными позволяет получить более точную по длине развертку заготовки и уменьшить износ зажимного устройства во время надкусывания проволоки.
Более точная развертка заготовки в свою очередь гарантирует получение и более стабильных размеров изготовляемых цепей.
Формула изобретения Механизм пережима проволоки цепе- вязального автомата, содержащий размещенные один против другого ножи, установленные на шарнирно связанных между собой верхнем и нижнем рычагах, соединенных с приводом, выполненным в
виде кривошипного вала с симметрично размещенными по обе стороны от кривошипа эксцентриками, а также установленных в ряд трех шатунов, средний из которых связан одним концом с кривошипом, другим с верхним рычагом, а крайние - с эксцентриками и нижним рычагом, при этом ножи установлены на рычагах с возможностью независимого регулировочного перемещения вдоль направления подачи проволоки, о т личающийся тем, что, с целью повышения точности изготовления заготовки в размер путем внедрения ножей с одновременным перемещением рычагов, а также повышения надежности путем снижения трения в
узлах сопряжения и снижения динамических нагрузок, он снабжен возвратным механизмом, фиксатором и подвижной опорой для. рычагов, выполненной в виде вилки с прдушинэми, один конец вилки шарнирно
закреплен на консоли оси, жестко соединенной со станиной, на указанном конце вилки выполнено сквозное отверстие, параллельное рычагам, а два других конца билки с проушинами шарнирно соединены
с рычагами, возвратный механизм выполнен в виде стержня, на одном конце которого закреплена гайка с пружиной сжатия, установленной с возможностью взаимодействия со станиной, а другой конец стержня пропущен через.отверстие в вилке и жестко соединен со станиной, фиксатор выполнен в виде стержня, один конец которого жестко соединен со станиной, а другой конец выполней с упором и установлен с возможностью контакта с жилкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Устройство для надрезки проката | 1990 |
|
SU1804967A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Механизм деформирования проволоки | 1984 |
|
SU1286353A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Автомат для изготовления гвоздей | 1985 |
|
SU1265008A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Устройство для надрезки проката | 1983 |
|
SU1147524A1 |
Изобретение относится к изготовлению цепей. Цель изобретения - повышение точности изготовления заготовки в размер и повышение надежности устройства в работе. В момент останова поданной проволоки /П/ 18 рычаги /Р/ 1 и 2 перемещаются навстречу друг другу. Пережимные ножи /Н/ внедряются с двух сторон в металл и делают надкусывание на П 18. П 15, внедряясь в П 18, тянут за собой Р 1 и 2, при этом ось 3 и вилка серьги /С/ 4 поворачиваются относительно друг друга, а также С 4 поворачивается относительно скалки 5. При выходе 15 из металла Р1 и 2 освобождаются и расходятся в противоположные стороны, освобождая при этом ось З с С 4, которая отжимается в исходное положение пружиной 22. Исходное положение С 4 фиксируется упором 21. Благодаря незначительному горизонтальному перемещению Р 1 и 2 при внедрении Н 15 в П 18 повышается точность изготовления заготовки в размер, а надежность обеспечивается установкой Р 1 и 2 с осью 3 на подвижной опоре. 1 ил. 6
| Механизм пережима проволоки цепевязального автомата | 1980 |
|
SU941014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
