Известны механизмы для автоматического съема пластмассовых резьбовых изделий, состоящие из механизма свертывания, размеш,енного в прессформе, транспортирующего механизма и привода. Автоматический съем изделий осуществляется при помощи свинчивающих патронов, получающих вращение от двух электродвигателей.
Предлагаемый механизм аналогичного назначения отличается от известных тем, что механизм свертывания снабжен имеющими в верхней части резьбу шпинделями, связанными рейкой с гидроцилиндром, что улучшает процесс свертывания и предотврашает повреждение резьбы.
Отличие механизма состоит также и в том, что для удержания деталей при свертывании механизм транспортировки снабжен пластиной с вырезом, в которую вставлены ловители со скошенными концами. Концы ловителей взаимодействуют с шипами, расположенными на рамке, поставленной на ловители.
Кроме того, в механизме транспортировки предусмотрен фиксатор, расноложенный между рамкой и пластиной и опускающийся с помощью клина. Благодаря этому изделия опускаются в механизм обрубки грата в ориентированном положении.
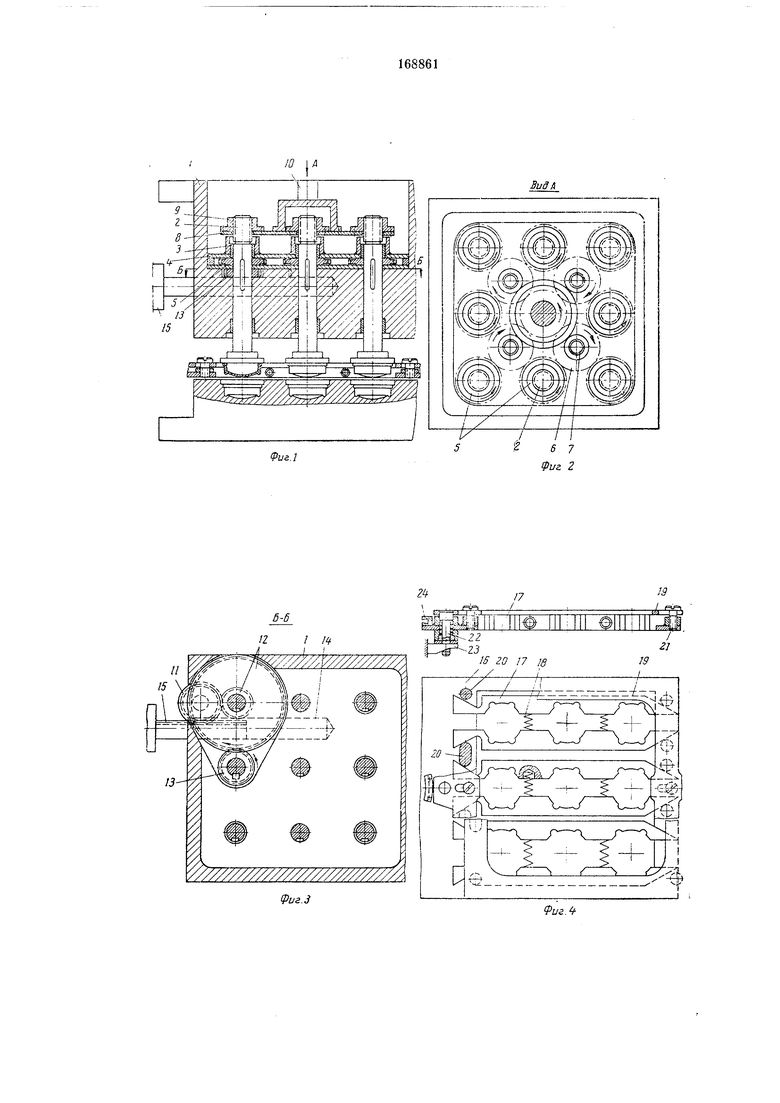
А на фиг. 1; на фиг. 3 - разрез по Б-Б иа фиг. 1; на фиг. 4 - транспортирующий механизм. Механизм съема изделий состоит из механизма свертывания, расположенного в прессформе, транспортирующего механизма и привода.
Механизм свертывания (см. фиг. 1 и 2) состоит из корпуса / прессформы, шиинделей 2,
нижняя часть которых является пуансоном; шниндели могут перемещаться и в-ращаться во втулках 3. Верхняя часть шпинделя имеет резьбу, равную по шагу резьбе прессуемых деталей. пластинами 4 установлены
ведущие шестерни 5, соединенные промежуточными щестернями 6 (см. фнг. 2). Ведущая шестерня укреплена на шпинделях шпонками, а промежуточные вращаются на коротких валиках 7. К пластине 8 (см. фиг. 1) ирикреплены гайки 9 и шток гидроцилнндра 10. В вырезе корпуса 1 установлены шестерни 1 (см. фиг. 3), блок шестерен 12, вращающихся свободно иа одном из шпинделей, и шестерня 13, сидящая на шпонке на ведущем
шпинделе. В корпусе имеется отверстие 14 для прохода рейки 15.
Транснортирующий механизм (см. фиг. 4) снабжен пластиной 15 с вырезом, в которую вставлены три пары ловителей 17, разжимаескошенные площадки, а в средней части - гнезда, соответствующие по форме и количеству прессуемым деталям. На ловители ставится рамка 19 с щипами 20, взаимодействующими со скошенными площадками па концах ловителей. Рамка соединена с пластиной 16 винтами 21 и может неремен 1,аться относительно нее вдоль оси. Между рамкой и пластиной имеется фиксатор 22, который может опускаться с помощью клина 23.
Механизм работает следующим образом. При подходе механизма к прессформе рамка 19 доходит до упора и останавливается, а весь механизм продолжает двигаться вперед на определенное расстояние. При этом щипы 20, взаимодействуя со скощеипыми концами ловителей, сжимают их, п в этом положении рамка фиксируется фиксатором 22. Таким образом, гнезда ловителей подготовлеггы к съему деталей. Снятые детали относятся механизмом съема к механизму механической обработки. В конце хода клин 23 доходит до упора, остаиавливается и опускает фиксатор. При этом пружииы разжимают ловители, и детали поступают в механизм обрубки грата в ориентированном положении.
Привод механизма состоит из гидроцилиндра с ceKTOpOiM (на чертежах ие показан), который входит в сектор 24 (см. фиг. 4) транспортирующей пластииы /б, гидроцилиидра привода рейки 15 и гидроцилиндра 10 опускапия шпинделей.
Гидроцилиндрами управляют устройства, входящие в роторную линию или обычиый пресс, настраиваемые на определенную программу управления. Устройство, управляющее движением рейки 15, сообщает ей сначала очепь малую скорость, что необходимо в начале свертывания, затем скорость возрастает.
Механизм съема работает следующим образом. Прессформа поступает «а позицию съема изделий открытой. При этом детали успевают несколько остыть, что облегчает их свертывание. Затем трансиортирующий механизм подается гидроцилиидром к прессформе
до упора так, чтооы ловители пластии остаиовились против деталей. Гидроцилиндр 10 с помощью пластииы 5 опускает все шиииде.чи 2, заводя детали в ловители траиспортирующего механизма. После этого гидроцилиндр приводит в движение рейку 15, которая через шестерни //, 12 и 13 иачинает вращать шпиндели, при этом они свертываются с деталей и одновремеиио ввертываются в гайки 9, поднимаясь с нужной скоростью, что нсключает срывы резьбы на деталях.
При подъеме шнииделей детали остаются в транспортирующем механизме, который их уносит к механизму механической обработки.
Г7осле отвода транспортирующего механизма с деталями рейка 15 уходит от нрессформы, ставя при этом шпиндели в исходное положение, а гидроцилиидр 10 поднимает их до упора.
П р е д Л1 е т и з о б р е т е и и я
1.Механизм для автоматического съема пластмассовых резьбовых изделий, состоящий из механизма свертывания, расиоложеииого в
прессформе, транспортирующего механизма и привода, отличающийся тем, что, с целью улучшения процесса свертывания и предотвращения повреждения резьбы, механизм свертывания снабжен имеющими в верхней
части резьбу щпииделями, связаниыми рейкой с гидроцилиидром.
2.Механизм по п. 1, отличающийся тем, что, с целью удержания деталей при свертывании, механизм транспортировки снабжен
пластиной с вырезом, в которую вставлены ловители со скошенными концами, взаимодействующими с шипами, расположенными на рамке, поставленной на ловители.
3.Механизм по п. 1, отличающийся тем, что, с целью автоматизации дальнейшей обработки изделий и опускания их в .механизм обрубки грата в ориентированном положении, механизм транспортировки снабжен фиксатором, располол енным между рамкой н пластиной и опускающимся с помощью клина.
Фиг.
ВивЛ
I / I
//
//
t 6 7
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для разгрузки из пресс-форм деталей и механической обработки их | 1961 |
|
SU145343A1 |
| ПРЕССОВЫЙ АГРЕГАТ | 1990 |
|
RU2043815C1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
| ПАТЕКТНО-ТЕХК-Г'Е'КАЯСЧВЛНО~Г!(А! | 1970 |
|
SU271240A1 |
| Многошпиндельный токарный автомат | 1984 |
|
SU1219263A1 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |
| Устройство для транспортирования деталей | 1978 |
|
SU768714A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
колонка строканапечатано 2 28 снабжен пластиной /5 с вырезом, следует читать снабжен пластиной 6 с вырезом,
