Изобретение; относится к области металлов резанием и может быть использова- но при комбинированной обработке Отверстий,
Целью изобретения является повышение точности обработки за счет повышения точности взаимного базирования элементов наборного инструмента,
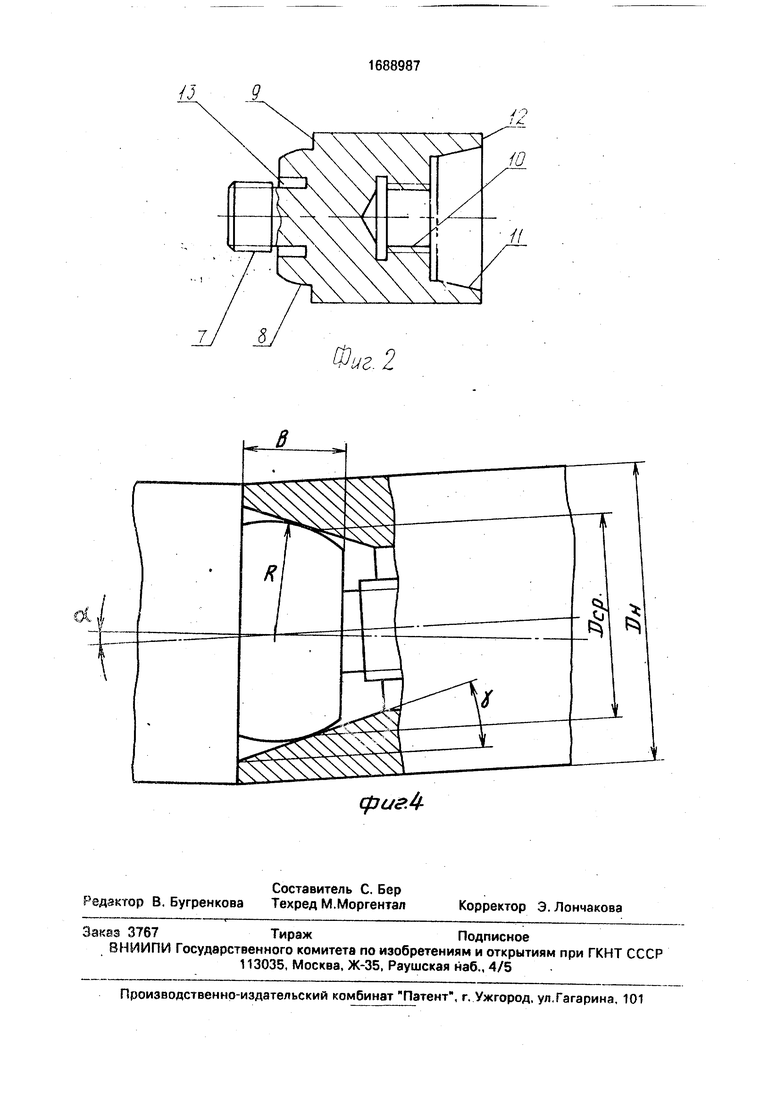
На фиг. 1 показан наборный режущий инструмент; общий вид; на фиг,2 - промежу- точный зпемент; на фиг.З - взаимное положение сопрягаемых элементов; на фиг.4 - Схема определения конструктивных параметров сопрягаемых поверхностей.
И сшумент содержит оправку 1 с хво- стовичом ., торцовую инструментальную головку 3, промежуточные инструментальные головки 4, концевую инструментальную головку 5 и переходные элементы 6.
Элементы 1-6 сопряжены в осевом направлений с помощью узлов сопряжения. При этом каждая промежуточная инструментальная головка и каждый промежуточный элемент имеют по два узла сопряжений, один из которых включает резьбовой выступ 7, наружную сферическую поверхность 8 и кольцевой торец 9, а другой - ответное резьбовое отверстие 10, внутренний конус 11 и кольцевой торец 12. Оправка 1 -л чюнцелая режущая головка 5 снабжены одним из таких узлов сопряжения.
Исходя из услб яии точности обработки м согласно построению радиус наружной сферической поверхности определяется соотношением
Ki +B K2+DH - Кз
2
где Dcp средний диаметр внутренней ;.о ни зской пойеркности;
Он - наружный диаметр сопрягаемых элементов;
в - ширина сферической поверхности в осевом направлении;
Ki, Кг, Кз- Коэффициенты:
1 - tg g tg у . Vi cos a
а - угол поворота осей сопрягаемых элементов.
При соединении элементов инструмента вводят резьбовой выступ 7 одного из сопрягаемых элементов в резьбовое отверстие 10 другого элемента. В результате навинчивания резьбового выступа в отверстие, наружная сферическая поверхность 8 вступает в контакт с внутренней конической поверхностью 11, В связи с тем, что контакт сопрягаемых поверхностей 8 и 11 элементов инструмента осуществился, дальнейшее навинчивание элементов сопровождается упругими деформациями
этих поверхностей, Наличие такого контакта при продолжающемся навинчивании и дальнейших упругих деформациях поверхностей сопрягаемых элементов приводит к новому первичному контакту других поверхностей: произвольной локальной зоны кольцевого торца 9 с ответной локальной зоной кольцевого торца 12, Полного прилегания торцов 9 и 12 на этом этапе сопряжения элементов инструмента произойти не
может из-за неизбежного перекоса осей элементов. Однако при последующем их навинчивании обеспечивается возможность угловой самоустановки элементов благодаря их сопряжению по наружной сферической поверхности 8 и внутренней конической поверхности 11, при этом происходит исправление неизбежных перекосов осей до тех пор, пока не осуществится полный контакт кольцевых торцов 9 и 12.
Упругие деформации поверхностей сопрягаемых элементов инструмента позволяют использовать его в качестве предварительно напряженной конструкции,
Резьбовой выступ 7 элемента инструмента имеет необходимую возможность упруго деформироваться при сборке с ответным элементом. Это достигается увеличением длины консоли резьбового выступа благодаря выполнению на нем боковой
выточки 13, увеличивающей его податливость. Длина резьбового выступа связана с его диаметром отношением
50
т
Y Е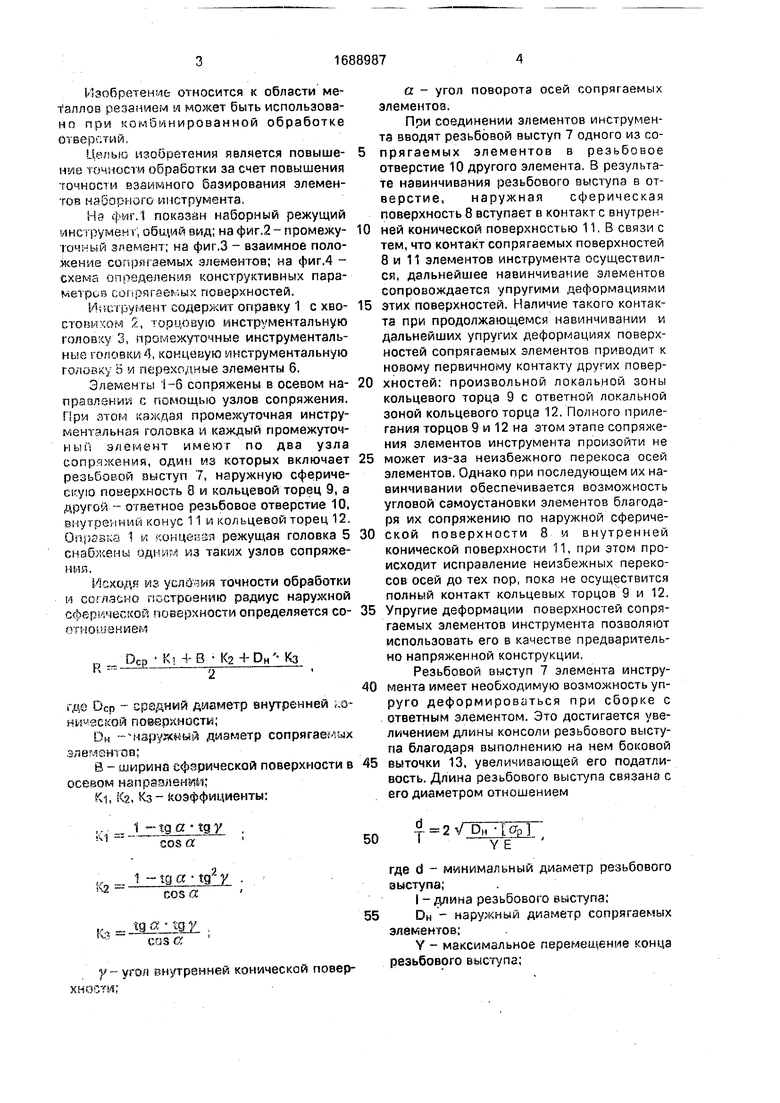

| название | год | авторы | номер документа |
|---|---|---|---|
| Наборный режущий инструмент | 1985 |
|
SU1349887A1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1993 |
|
RU2042476C1 |
| СКВАЖИННЫЙ ШТАНГОВЫЙ НАСОС | 1996 |
|
RU2109987C1 |
| Наборный инструмент | 1991 |
|
SU1775230A1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Наборный режущий инструмент | 1989 |
|
SU1704942A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ДЕРЖАТЕЛЯ ИНСТРУМЕНТА НА ШПИНДЕЛЕ - "СТК ИНОЗЕМЦЕВА П.С." | 1989 |
|
SU1755470A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при комбинированной обработке отверстий. Целью изобретения является повышение точности обработки за счет повышения точности взаимного базирования элементов наборного инструмента. На оправке с хвостовиком базируются торцовая, промежуточные 4, концевая инструментальW ные головки и переходные элементы G при этом каждая промежуточная инструментальная головка и каждый элемент имеют по два узла сопряжения, один из которых включает резьбовой выступ 7, наружную сферическую поверхность 8 и кольцевой торец 9,а другой - ответное резьбовое отверстие 10,внутренний конус 11 и кольцевой торец 12 В результате навинчивания резьбового выступа 7 в отверстие сферическая поверхность 8 вступает в контакт с конической поверхностью 11, наличие такого контакта при упругих деформациях обеспечивает возможность угловой самоустановки элементов до полного контакта кольцевых торцов 9 и 12. Резьбовой выступ 7 имеет возможность упруго деформироваться при сборке за счет выполнения на нем боковой выточки 13, увеличивающей его податливость. 4 ил. (fi 13 8 О 00 00 о 00 4 qwe.3
1 гд«::Ц cosa
r,JL« Ll9Ji .
саз а
у угол внутренней конической поверхности;
где d - минимальный диаметр резьбового выступа;
I -длина резьбового выступа; Он - наружный диаметр сопрягаемых элементов;
Y - максимальное перемещение конца резьбового выступа;
CTpl - предел прочности на растяжение;
Е - модуль упругости.
Все элементы инструмента сопрягаются аналогичным образом. При этом осевое положение резцов определяется подбором инструментальных головок и переходных элементов необходимой длины.
Формула изобретения
Наборный режущий инструмент, вклю- чающий сопряженные в осевом направлении оправку с хвостовиком, промежуточные инструментальные головки, концевую инструментальную головку и переходные элементы, причем каждая из промежуточных инструментальных головок и каждый переходный элемент снабжены двумя узлами со- пряжения, один из которых имеет резьбовой выступ, а другой - резьбовое отверстие и внутреннюю коническую поверх- ность, оправка с хвостовиком и концевая инструментальная головка снабжены одним из таких узлов сопряжения, а каждый из указанныхузлов выполнен с кольцевым торцом для базирования сопрягаемых элемен- тов, отличающийся тем, что, целью повышения точности обработки наборным режущим инструментом путем обеспечения определенности взаимного базирования его элементов, на узлах сопряжения послед- них, снабженных резьбовым выступом, выФиг. /
полнена сферическая поверхность, причем величина радиуса сферической поверхности R определяется соотношением
Dcp Ki + В Ка + DH Кз
где DCp - средний диаметр внутренней конической поверхности;
DK - наружный диаметр сопрягаемых элементов;
В - ширина сферической поверхности в осевом направлении;
Ki, Кг, Кз - коэффициенты.
К, 1 - tg g tg у .
cos a
к„ - 1 tg а гд2 у , 2cos а
tg a tg у Кз cos a
у-угол внутренней конической поверхности;
а - угол поворота осей сопрягаемых элементов.
а резьбовой выступ снабжен боковой выточкой.
Фиг 2
| Наборный режущий инструмент | 1985 |
|
SU1349887A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
