Изобретение относится к сварке и может быть использовано при дуговой наплавке и сварке.
Цель изобретения - повшение качества наплавленного металла.
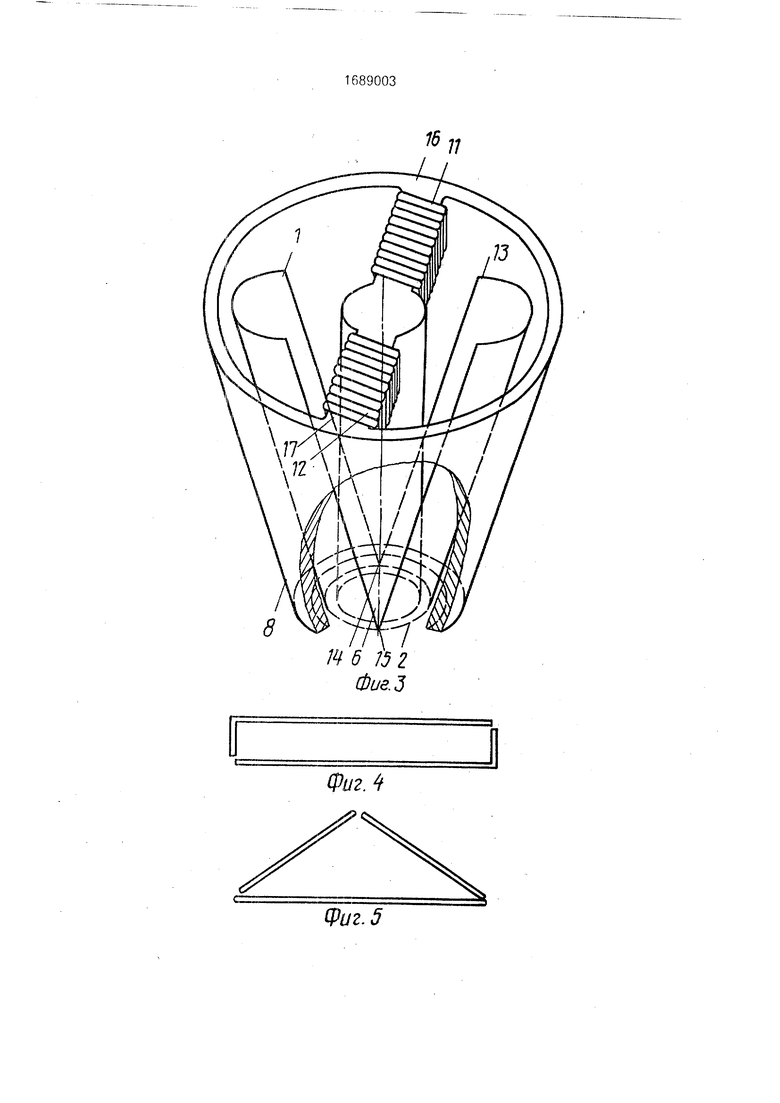
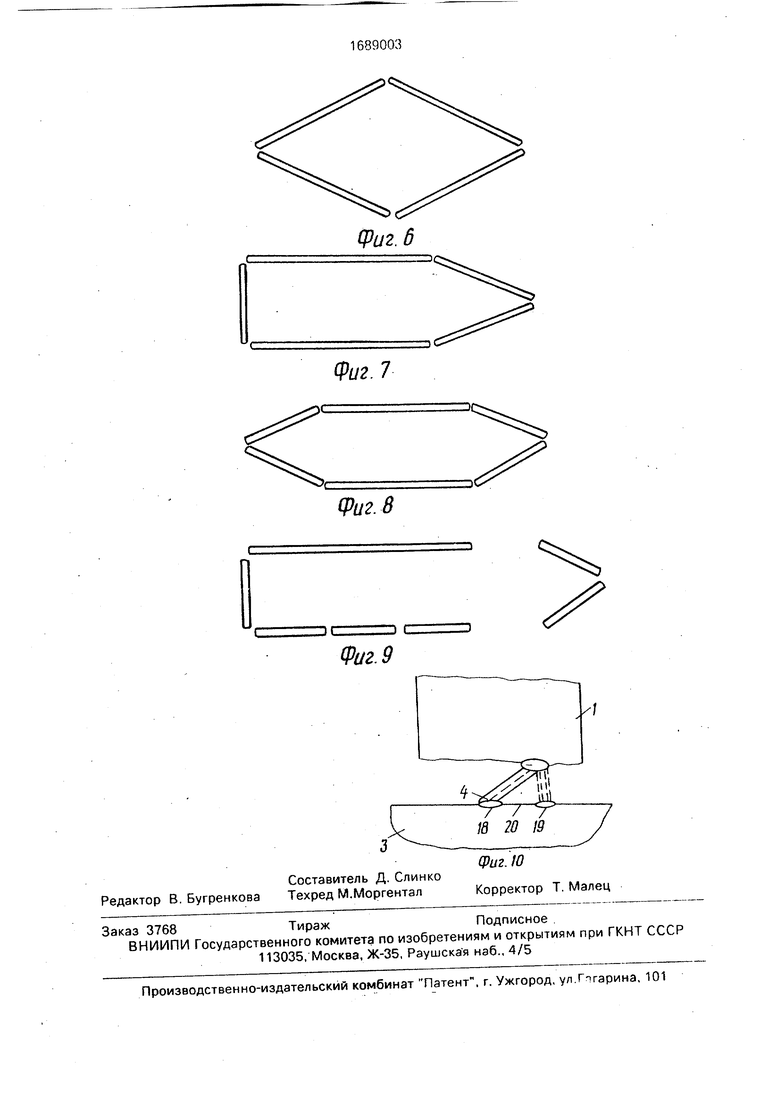
На фиг.1 изображена схем -, чаплавки, вид спереди; на фиг. 2 - то же, д сверху; на фиг. 3 - схема осуществления способа, изометрия, включающая магнитную систему и две электродные ленты; на фиг. 4-9 - торец замкнутого контура ленточного электрода, сформированный соответственно из 2-х, 3-х, 4-х, 5-ти, 6-ти и более электродных лент; на фиг. 10 - схема перемещения дуги по замкнутому контуру.
Ленточный электрод 1 с помощью подающего механизма подается в профилирующий механизм (не показаны). В результате в нижней части электрода в зоне плавления торцу профилированного ленточного электрода 1 придают замкнутый контур 2. Между замкнутым контуром 2 и изделием 3 возбуждается дуга 4. Для управления дугой 4 в зоне профилированного электрода 1 помещают магнитную систему. Внутри замкнутого контура 2 располагают два внутренних полюса 5 и 6. В их нижней части магнитный поток разветвляется и через воздушный зазор проходит в наружные полюса 7 и 8, охватывающие замкнутый контур 2. Воздушный зазор по периметру замкнутого контура 2 профилированного электрода 1 одинаков, что обеспечивает равномерное распределение магнитного потока в зоне перемещения дуги.
Наружные полюса 7 и 8 магнитной системы соединены со стержнями 9 и 10, на которых расположены обмотки 11 и 12. Катушки включены последовательно, содержат одинаковое число витков, что позволяет
О 00
ю о о
Сл)
со чдать одинаковое магнитное попе п левой и правой половинах машитной системы Внутренние полюса 5 и 6 и наружные стержни Ч и 10 соединены перемычками.расположенными в зазоре профилированного лоточного электрода 1 Напряженность магнитного поля между полюсами системы регулируется изменением величины тока в обмотках 1 1 и 12.
Магнитная система создает в воздушном зазоре магнитное поле, направленное перпендикулярно дуге 4, вследствие чего на дугу л на проводник с током действует сила, перемещающая е по торцу замкнутого контура 2
В зависимости от направления потока в магнитной системе дуга 4 будет, в соответствии г, правилом левой руки, вращаться по или против направления движения часовой стрелки
Формировать замкнутый контур можно из одной электродной ленты - фиг. 1, 2 двух - фиг, 3 4. тре фиг 5. четырех - фиг. 6 пяти ((ни. 7, шести фиг 8, и более элект- родш i А лент фиг 9
Возможность формирования замкнутого контура 2 в зоне горения дуги (в области торца электрода)из нескольких (двух)электродных лент 1 и 13 показана на фиг. 3.
Замкнутый контур 2 в этом случае со- здают в ТОЧУ ах контактов 14 и 15 электродов 1 и 13.
Выше торца электродных лент, с которых горит дуга, контур разомкнут, что и дает возможность ввести внутрь замкнутого контура 2 один мз полюсов 6 магнитной системы (фиг. 3) Наружный полюс 8 охватывает замкнутый контур 2, созданный электродами 1 и 13 и соединяется с внутренним полюсом б перемычками 16 и 17. На перемычках 16 и 17 расположены обмотки 11 и 12. Если использовать 3 и более ленты, то замкнутый контур можно сформировать из плоских элементов.
Увеличение скорости перемещения дуги 4 по замкнутому контуру 2 объясняется изменением температурных условий в области ее активных пятен (анодного и катодного), так как подвижность активных пятен определяется, кроме ряда других причин, температурой поверхностей, с которых горит дуга.
Из-за малого сечения ленточный электрод 1, в отличие от поверхности изделия 3, быстро нагревается в области, окружающей активное пятно Поэтому активное пятно дуги под действием магнитного поля может легко перемещаться по нагретому электроду и остается неподвижным на изделии (Фиг 10). Дуга 4 при этом вытж ивается (поз.
18 на фиг, 10, капля на торце электрода 1 растет, приближается к изделию 3 и активное пятно перескакивает на новое место(с позиции 18 в позицию 19 на фиг. 10). В
результате зона 20 не получает достаточного количества тепловой энергии, и в ней могут образоваться несплавления и зашлаковки. Таким образом, в первоначальный момент дуга 1 дискретно (шагами) медленно
0 перемещается по торцу электрода 1 и изделию 3. По мере прогревания основного металла условия для перемещения активного пятна по направленной поверхности улучшаются и скорость перемещения дуги по
5 замкнутому контуру растет.
Причем равномерное перемещение (без скачков) обеспечивает равномерное распределение тепловой энергии. Быстрое перемещение дуги по замкнутому контуру с
0 учетом инерционности передачи тепла от активного пятна на поверхности ванны к зоне плавления делает его практически равномерным и постоянным по ширине шва. Пример При наплавке используют
5 электродную ленту марки СВ-08 шириной 100 мм и толщиной 0,3-0,5 мм, флюс АН- 348А, источник питания ВДУ-1201-У2. Напряжение дуги 30-34В, ток 1000-1600 А при скорости наплавки 8 м/ч. Магнитная систе0 ма имеет 500 витков медного провода диаметром 1 мм, ток намагничивания изменяют от 1 до 8 А. Аналогично замкнутый контур составляют из двух электродных лент шириной 50 мм каждый и толщиной 0,3-0,5 мм и
5 из шести электродных лент, шириной 30 мм и толщиной 0,3 мм. Параметры режима сварки сохранены 11д 30-34 В, ток дуги 1000-1600 А.
Оценку качества наплавленного слоя
0 осуществляют внешним осмотром и способностью дуги переплавлять препятствие в форме клина. Формирование шва хорошее, отсутствуют подрезы, наплывы, зашлаковки. Способность дуги переплавлять искусст5 венное препятствие оценивают по длине переплавленного клина по появлению первого открытого дефекта. Способность дуги переплавлять препятствия на поверхности пластины на 20-30% выше в сравнении с
0 известным способом.
Таким образом, предлагаемый способ позволяет повысить качество наплавки за счет уменьшения количества дефектов на линии сплавления и хорошего формирова5 ния шва.
Формула изобретения 1. Способ широкослойной наплавки ленточным профилированным электродом магнитоуправляемои дугой, при котором дугу перемещают по торцу профилированного
электрода магнитным полем, формируемым магнитной системой с полюсами, отличающийся тем. что, с цепью повышения качества наплавленного слоя, торцу ленточ ного электрода в зоне плавления придают замкнутый контур, один из полюсов магнит ной системы помещают внутри замкнутого контура, а торец ленточного электрода охватыгы от вторым полюсом, располагая полю га с равномерным зазором относительно торца электрода
2 Способ по п.1.отличающийся тем, что замкнутый контур ленточного электрода в зоне плавления формируют из 2 х и более электродных лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Состав электродного покрытия | 1985 |
|
SU1260159A1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2013 |
|
RU2550982C1 |
| Способ наплавки ленточным электродом | 1989 |
|
SU1703320A1 |

Изобретение относится к сварке и может быть использовано при дуговой наплавке и сварке. Цель изобретения - повышение качества наплавленного слоя. Торцу профилированного ленточного электрода в зоне плавления придают замкнутый контур, по которому перемещают дугу магнитным полем, которое образуют магнитной системой с полюсами. Один из полюсов магнитной системы помещают внутри замкнутого контура, а торец ленточного электрода охватывают другим полюсом, располагая полюса с равномерным зазором относительно торца электрода. Перемещение дуги по торцу электрода при этом становится более равномерным, что обеспечивает и более равномерное распределение тепловой энергии по ширине наплавки. В результате уменьшается вероятность появления несплавлений и зашлаковок. Замкнутый контур можно формировать из двух и более электродных лент. 1 з.п. ф-лы, 10 ил. (Л С
Фиг.1
5 г
д
Щ6 152 Фие.З
Фиг. 4
Фиг. 5
Фи2 7
Фиг. 8
j С
Фиг9
Фиг. б
//
| Непубликуемое авторское свидетельство СССР № 976567, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
