(54) КРОМКОШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1987 |
|
SU1565659A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Шлифовальный станок | 1989 |
|
SU1689036A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Ленточно-шлифовальный станок для шлифования профильных и плоских деревянных деталей | 1958 |
|
SU117012A1 |
| Станок для обработки овальных стекол | 1972 |
|
SU442912A1 |
| Устройство для испытания механизма подачи деревообрабатывающего шлифовального станка | 1987 |
|
SU1425054A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ МЕБЕЛИ В ЩИТАХ | 1956 |
|
SU106461A1 |
| СПОСОБ ШЛИФОВАНИЯ ВЫПУКЛЫХ РАБОЧИХ ПОВЕРХНОСТЕЙ И НАРУЖНЫХ ДИАМЕТРОВ У ВАЛООБРАЗНЫХ ЗАГОТОВОК ЗА ОДИН УСТАНОВ, А ТАКЖЕ ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2247641C2 |
1
Изобретение относится к деревообрабатывающей промышленности и может использоваться, в частности для шлифования криволинейных и прямолинейных кромок ШИТОВ и рамок.
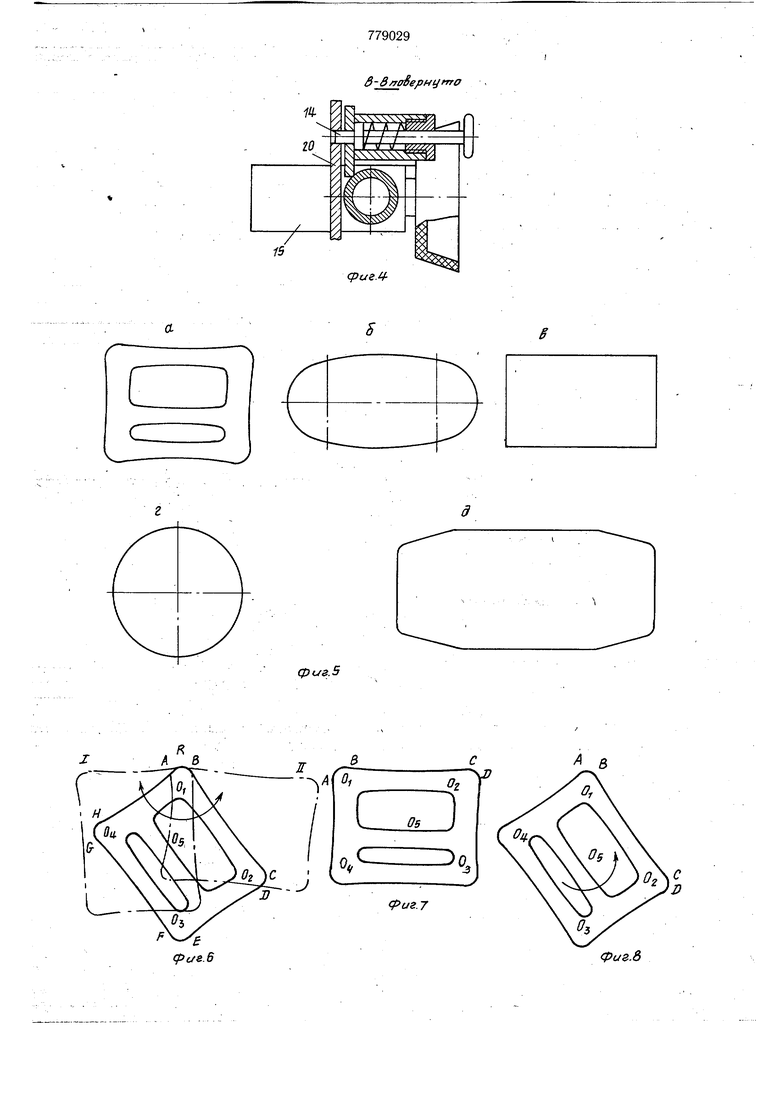
Известен станок для обработки овальных стекол, который обеспечивает возможность обработки криволинейной кромки изделия (стекла, шита, рамки и т. д) по периметру за один цикл, когда центры дуг, составляюших периметр изделия, образуют ромб. Привод станка обеспечивает поворот изделия поочередно вокруг центров дуг 1.
Недостатком этого станка является его Ограниченное применение из-за обязательного условия образования кромки изделия дугами, центры которых находятся в вершинах- ромба. На нем невозможно обработать изделия, имеюплие форму несимметричной фигуры, нерадиусные кривые, кривые большого радиуса кривизны, прямолинейные кромки.
Цель изобретения - обеспечить возможность обработки изделия (щита) криволинейного периметра в течение одного цикла, содержащего прямолинейные, выпусклые и вогнутые радиусные и нерадиусные кривые.
Указанная цель достигается тем, что к вспомогательному столу известного ленточно-шлифовального станка на качающейся подвеске подвешен присосный стол с возможностью качания вместе с подвеской, вращения относительно подвески и фиксации углового положения относительно подвески, а на присосном столе установлены регулируемые в радиальном направлении относительно центра вращения присосного стола язычки, обеспечивающие с помощью управляе мой рычагом собачки фиксацию взаимного положения кромок щита относительно шлифовальной ленты.
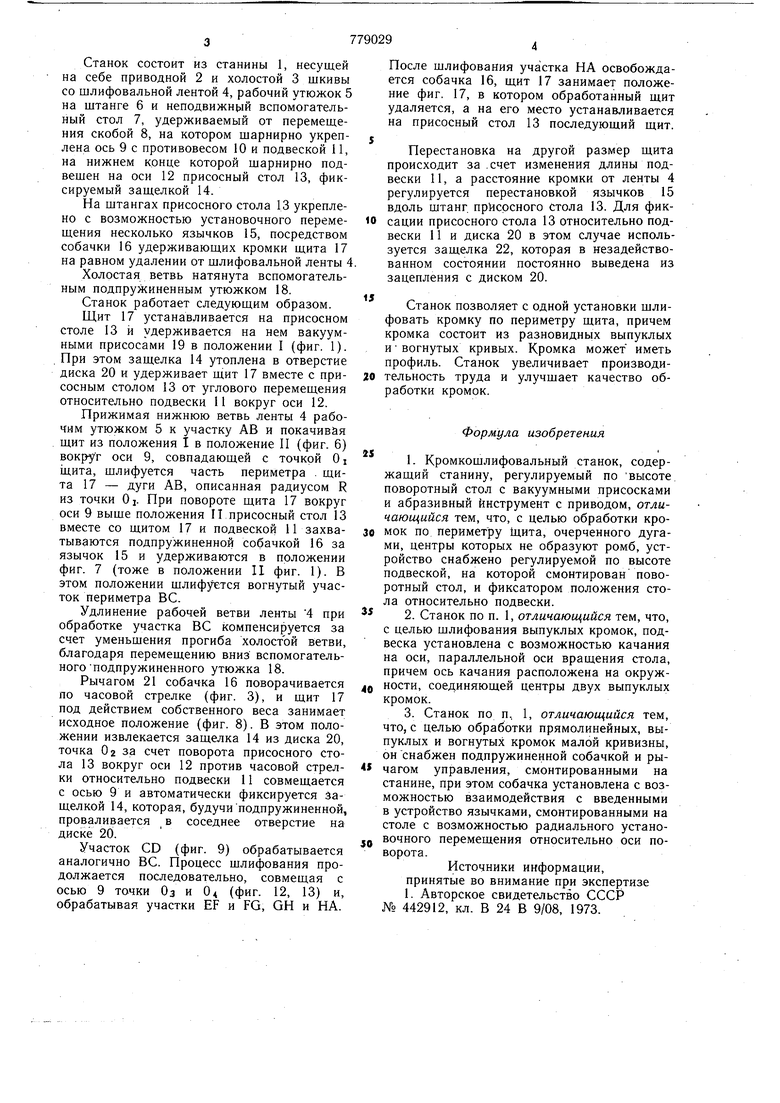
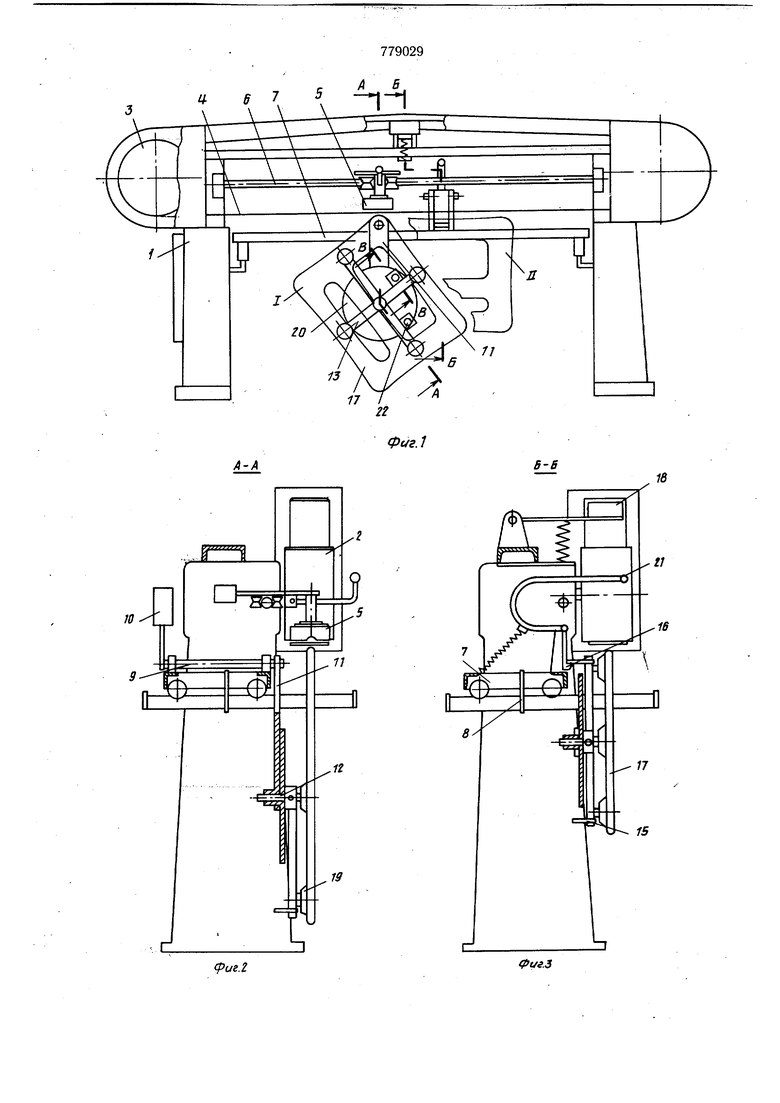
На фиг. 1 представлен станок, общий 5 вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; нафиг. 4 - разрез В-В на фиг. 1; на фиг. 5а 5д - варианты конфигураций щитов, кромки которых возможно обработать на предлагаемом станке; на фиг. 6-17 - последо20 вательность -операций по обработке кромок :- шита.
Обрабатываемое изделие на фиг. 1 условно показано прозрачным, трубопроводы вакуумной системы условно не показаны.
Станок состоит из станины 1, несущей на себе приводной 2 и холостой 3 шкивы со шлифовальной лентой 4, рабочий утюжок 5 на штанге 6 и неподвижный вспомогательный стол 7, удерживаемый от перемеш;ения скобой 8, на котором шарнирно укреплена ось 9 с противовесом 10 и подвеской 11, на нижнем конце которой шарнирно подвешен на оси 12 присосный стол 13, фиксируемый зашелкой 14.
На штангах присосного стола 13 укреплено с возможностью установочного перемешения несколько язычков 15, посредством собачки 16 удерживающих кромки щита 17 на равном удалении от шлифовальной ленты 4
Холостая ветвь натянута вспомогательным подпружиненным утюжком 18.
Станок работает следующим образом.
Щит 17 устанавливается на присосном столе 13 и удерживается на нем вакуумными присосами 19 в положении I (фиг. 1). При этом защелка 14 утоплена в отверстие диска 20 и удерживает шит 17 вместе с присосным столом 13 от углового перемещения относительно подвески 11 вокруг оси 12.
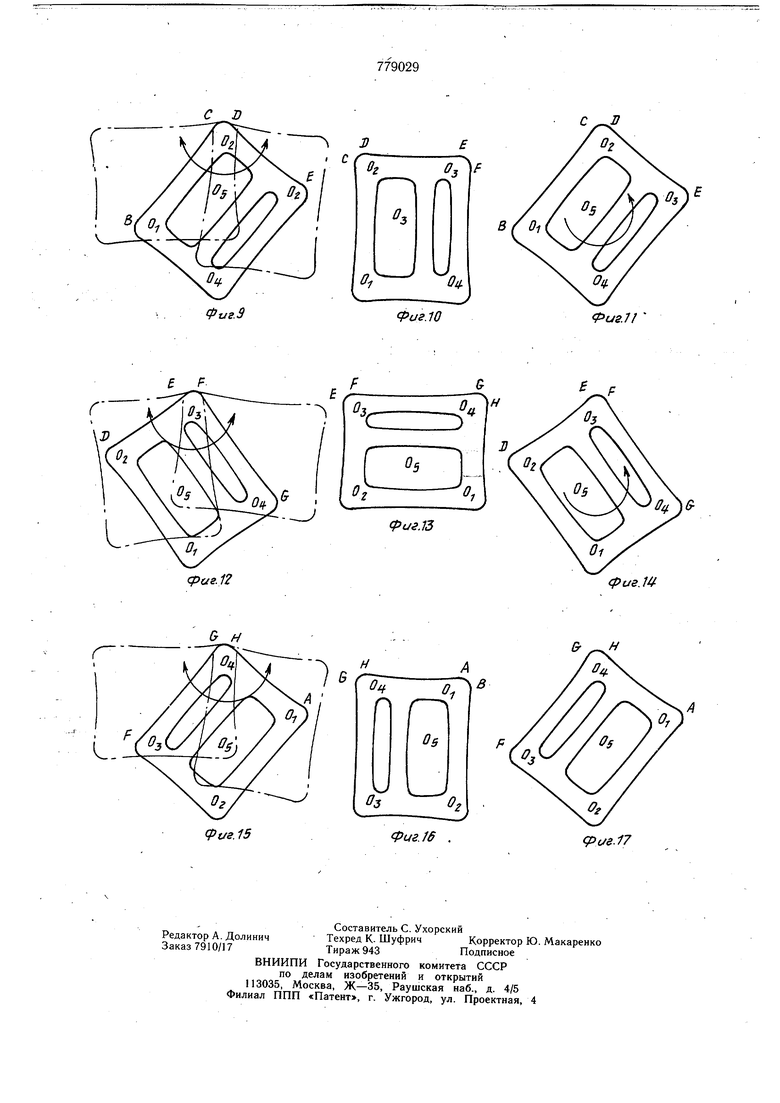
Прижимая нижнюю ветвь ленты 4 рабочим утюжком 5 к участку АВ и покачивая щит из положения I в положение II (фиг. 6) вокруг оси 9, совпадающей с точкой О j щита, шлифуется часть периметра . щита 17 - дуги АВ, описанная радиусом R из точки Oj. При повороте щита 17 вокруг оси 9 выше положения II присосный стол 13 вместе со щитом 17 и подвеской 1Г захватываются подпружиненной собачкой 16 за язычок 15 и удерживаются в положении фиг. 7 (тоже в положении II фиг. 1). В этом положении щлифуется вогнутый участок периметра ВС.
Удлинение рабочей ветви ленты 4 при обработке участка ВС компенсируется за счет уменьшения прогиба холостой ветви, благодаря перемещению вниз вспомогательногоподпружиненного утюжка 18.
Рычагом 21 собачка 16 поворачивается по часовой стрелке (фиг. 3), и щит 17 под действием собственного веса занимает исходное положение (фиг. 8). В этом положении извлекается защелка 14 из диска 20, точка О 2 за счет поворота присосного стола 13 вокруг оси 12 против часовой стрелки относительно подвески 11 совмещается с осью 9 и автоматически фиксируется Защелкой 14, которая, будучиподпружиненной, проваливается в соседнее отверстие на диске 20.
Участок CD (фиг. 9) обрабатывается аналогично ВС. Процесс шлифования продолжается последовательно, совмещая с осью 9 точки Оз и 0 (фиг. 12, 13) и, обрабатывая участки EF и FG, GH и НА.
После шлифования участка НА освобождается собачка 16, щит 17 занимает положение фиг. 17, в котором обработанный щит удаляется, а на его место устанавливается на присосный стол 13 последующий щит.
Перестановка на другой размер щита происходит за .счет изменения длины подвески 11, а расстояние кромки от ленты 4 регулируется перестановкой язычков 15 вдоль штанг, присосного Стола 13. Для фиксации присосного стола 13 относительно подвески 11 и диска 20 в этом случае используется защелка 22, которая в незадействованном состоянии постоянно выведена из зацепления с диском 20.
Станок позволяет с одной установки шлифовать кромку по периметру шита, причем кромка состоит из разновидных выпуклых и вогнутых кривых. Кромка может иметь профиль. Станок увеличивает производио тельность труда и улучшает качество обработки кромок.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 442912, кл. В 24 В 9/08, 1973.
1ИS-S/raSepHtjfTTO
{ л A
- / / / ll. 1
gJue.
фиг. 5
A В
.7
Фиг.8
С и
Фиг.З
С и
О,
0
Риг. 10
.7/
f
L.
сриг.12
срс/гЛЗ
фиг.Ш
& И
(риг. 15
& Н
p(/e.f7
