4
to ел
о
СП
4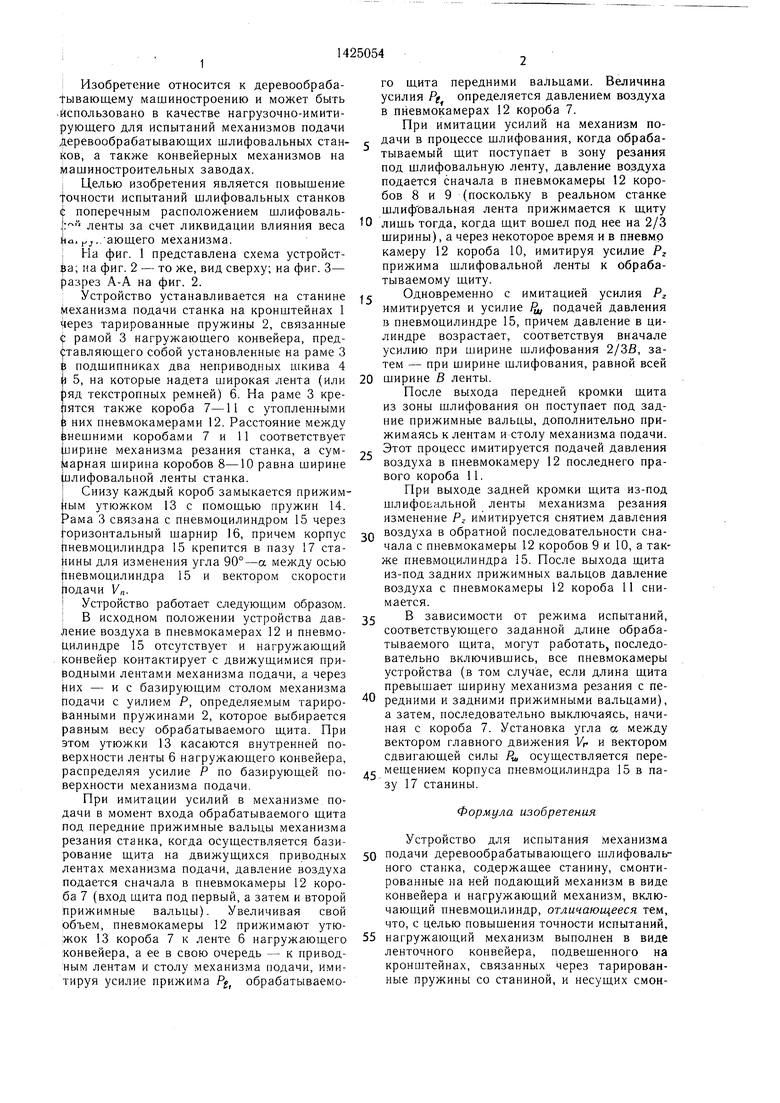
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для испытания механизма подачи шлифовального станка | 1984 |
|
SU1268380A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Стенд для испытания цепных конвейеров деревообрабатывающих станков | 1986 |
|
SU1348697A1 |
| Устройство для испытания механизма резания | 1986 |
|
SU1404289A1 |
| Устройство для испытания деревообрабатывающих станков | 1986 |
|
SU1395464A2 |
| Устройство для прижима шлифовальной ленты | 1987 |
|
SU1516320A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Устройство для испытаний деревообрабатывающих станков | 1988 |
|
SU1523307A1 |
| УЗКОЛЕНТОЧНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU327040A1 |
| Устройство для испытания деревообрабатывающих станков | 1985 |
|
SU1265517A1 |
Изобретение относится к деревообрабатывающему машиностроению и может быть использовано для испытаний на надежность механизмов подачи деревообрабатывающих шлифовальных станков, а также конвейерных механизмов на машиностроительных заводах. Целью изобретения является повышение точности испытаний за счет ликвидации влияния веса нагружающего механизма. Для этого в качестве нагружающего механизма использован ленточный конвейер. 6, который подвешен на кронштейнах 1 и тарированных пружинах над испытуемым механизмом подачи, а внутри конвейера между верхней и нижними ветвями ленты на его раме 3 смонтирован ряд коробов 7-11 с пневматическими камерами, запертых подпружиненными прижимными утюжками. Рама 3 конвейера связана с испытуемым механизмом подачи через шар- нирно установленный нневмоцилиндр 15, корпус которого имеет возможность перемещения Б пазу 17 станины. Подавая давление в те или иные короба, а также в цилиндр 15, имитируют нагрузки на подающий механизм, встречающиеся при обработке. 3 ил. CQ (Я
Фиг.7
Изобретение относится к деревообраба- -Гывающему машиностроению и может быть использовано в качестве нагрузочно-имити- рующего для испытаний механизмов подачи деревообрабатывающих шлифовальных станков, а также конвейерных механизмов на машиностроительных заводах.
Целью изобретения является повышение Точности испытаний шлифовальных станков (t поперечным расположением шлифоваль- ленты за счет ликвидации влияния веса jid. .,./ающего механизма. I На фиг. 1 представлена схема устройства; па фиг. 2 - то же, вид сверху; на фиг. 3- |за:фез А-А на фиг. 2.
Устройство устанавливается на станине Механизма подачи станка на кронштейнах 1 тарированные пружины 2, связанные (р рамой 3 нагружаюш,его конвейера, пред- бтавляюшего собой установленные на раме 3 1 подшипниках два неприводных шкива 4 и 5, на которые надета широкая лента (или ряд текстропных ремней) 6. На раме 3 крепятся также короба 7-11 с утопленными I них пневмокамерами 12. Расстояние между 5нешними коробами 7 и 11 соответствует ширине механизма резания станка, а сум- 1ларная ширина коробов 8-10 равна ширине лифовальной ленты станка.
Снизу каждый короб замыкается прижим- hbiM утюжком 13 с помошью пружин 14. Рама 3 связана с пневмоцилиндром 15 через Горизонтальный шарнир 16, причем корпус |тневмоцилиндра 15 крепится в пазу 17 ста- jiHHbi для изменения угла 90°-а между осью Ьневмоцилиндра 15 и вектором скорости юдачи Vп. Устройство работает следуюшим образом.
В исходном положении устройства давление воздуха в пневмокамерах 12 и пневмо- Цилиндре 15 отсутствует и нагружающий Конвейер контактирует с ДБИжуш,имися природными лентами механизма подачи, а через Них - и с базирующим столом механизма Подачи с уилием Я, определяемым тариро- банными пружинами 2, которое выбирается равным весу обрабатываемого щита. При этом утюжки 13 касаются внутренней поверхности ленты 6 нагружаюшего конвейера.
h
15
го щита передними ваЛьцами. Величина усилия Pt определяется давлением воздуха в пневмокамерах 12 короба 7.
При имитации усилий на механизм подачи в процессе щлифования, когда обрабатываемый щит поступает в зону резания под шлифовальную ленту, давление воздуха подается сначала в пневмокамеры 12 коробов 8 и 9 (поскольку в реальном станке щлиф овальная лента прижимается к щиту
10 лишь тогда, когда щит вошел под нее на 2/3 ширины), а через некоторое время и в пневмр камеру 12 короба 10, имитируя усилие Р прижима шлифовальной ленты к обрабатываемому щиту.
Одновременно с имитацией усилия Р имитируется и усилие подачей давления в пневмоцилиндре 15, причем давление в цилиндре возрастает, соответствуя вначале усилию при ширине шлифования 2/ЗВ, затем - при ширине шлифования, равной всей
20 ширине S ленты.
После выхода передней кромки щита из зоны шлифования он поступает под задние прижимные вальцы, дополнительно прижимаясь к лентам и столу механизма подачи. Этот процесс имитируется подачей давления воздуха в пневмокамеру 12 последнего правого короба 11.
При выходе задней кромки щита из-под шлифовальной ленты механизма резания изменение Р имитируется снятием давления
Q воздуха в обратной последовательности сначала с пневмокамеры 12 коробов 9 и 10, а также пневмоцилиндра 15. После выхода щита из-под задних прижимных вальцов давление воздуха с пневмокамеры 12 короба 11 снимается.
В зависимости от режима испытаний, соответствующего заданной длине обрабатываемого щита, могут работать, последовательно включившись, все пневмокамеры устройства (в том случае, если длина щита превышает ширину механизма резания с пе40 редними и задними прижимными вальцами), а затем, последовательно выключаясь, начиная с короба 7. Установка угла а между вектором главного движения 1/г и вектором сдвигающей силы Р-ш осуществляется пере25
35
распределяя усилие Р по базирующей по- корпуса пневмоцилиндра 15 в паверхности механизма подачи.
При имитации усилий в механизме подачи в момент входа обрабатываемого щита под передние прижимные вальцы механизма резания станка, когда осуществляется базирование щита на движущихся приводных лентах механизма подачи, давление воздуха подается сначала в пневмокамеры 12 короба 7 (вход щита под первый, а затем и второй прижимные вальцы). Увеличивая свой объем, пневмокамеры 12 прижимают утюжок 13 короба 7 к ленте 6 нагружающего конвейера, а ее в свою очередь - к приводным лентам и столу механизма подачи, имитируя усилие прижима Pj, обрабатываемозу 17 станины.
Формула изобретения
Устройство для испытания механизма 50 подачи деревообрабатывающего шлифовального станка, содержащее станину, смонтированные на ней подающий механизм в виде конвейера и нагружающий механизм, включающий пневмоцилиндр, отличающееся тем, что, с целью повышения точности испытаний, 55 нагружаюший механизм выполнен в виде ленточного конвейера, подвешенного на кронштейнах, связанных через тарированные пружины со станиной, и несущих смон5
го щита передними ваЛьцами. Величина усилия Pt определяется давлением воздуха в пневмокамерах 12 короба 7.
При имитации усилий на механизм подачи в процессе щлифования, когда обрабатываемый щит поступает в зону резания под шлифовальную ленту, давление воздуха подается сначала в пневмокамеры 12 коробов 8 и 9 (поскольку в реальном станке щлиф овальная лента прижимается к щиту
лишь тогда, когда щит вошел под нее на 2/3 ширины), а через некоторое время и в пневмр камеру 12 короба 10, имитируя усилие Р прижима шлифовальной ленты к обрабатываемому щиту.
Одновременно с имитацией усилия Р имитируется и усилие подачей давления в пневмоцилиндре 15, причем давление в цилиндре возрастает, соответствуя вначале усилию при ширине шлифования 2/ЗВ, затем - при ширине шлифования, равной всей
0 ширине S ленты.
После выхода передней кромки щита из зоны шлифования он поступает под задние прижимные вальцы, дополнительно прижимаясь к лентам и столу механизма подачи. Этот процесс имитируется подачей давления воздуха в пневмокамеру 12 последнего правого короба 11.
При выходе задней кромки щита из-под шлифовальной ленты механизма резания изменение Р имитируется снятием давления
Q воздуха в обратной последовательности сначала с пневмокамеры 12 коробов 9 и 10, а также пневмоцилиндра 15. После выхода щита из-под задних прижимных вальцов давление воздуха с пневмокамеры 12 короба 11 снимается.
В зависимости от режима испытаний, соответствующего заданной длине обрабатываемого щита, могут работать, последовательно включившись, все пневмокамеры устройства (в том случае, если длина щита превышает ширину механизма резания с пе0 редними и задними прижимными вальцами), а затем, последовательно выключаясь, начиная с короба 7. Установка угла а между вектором главного движения 1/г и вектором сдвигающей силы Р-ш осуществляется пере5
5
корпуса пневмоцилиндра 15 в пазу 17 станины.
Формула изобретения
Устройство для испытания механизма 50 подачи деревообрабатывающего шлифовального станка, содержащее станину, смонтированные на ней подающий механизм в виде конвейера и нагружающий механизм, включающий пневмоцилиндр, отличающееся тем, что, с целью повышения точности испытаний, 55 нагружаюший механизм выполнен в виде ленточного конвейера, подвешенного на кронштейнах, связанных через тарированные пружины со станиной, и несущих смон1425054.
34
тированную между верхней и нижней вет-жимные утюжки с лентой подающего конвями ленты раму с коробами, в которыхвейера, при этом рама шарнирно соединена
размещены пневматические камеры, уста-с пневмоцилиндром, установленным с возновленные с возможностью независимогоможностью продольного перемещения в пазу,
взаимодействия через подпружиненные при-выполненном в станине.
Г7 А. 8 9 W 11
3 7(,WJ1)
| Устройство для испытания механизма подачи шлифовального станка | 1984 |
|
SU1268380A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
