Изобретение относится к струйно-абра- зивной обработке изделий, преимущественно тел вращения, требующих высокого качества обработки при сохранении исход ной круглости, например поршневых колец двшателей внутреннего сгорания.
Целью изобретения является повыше- ни.е npo ji Sffe lWRTbHoctn и качества обра6oTK W -Г ЧЭ1 1
ffa Фи, представлена схема стенда
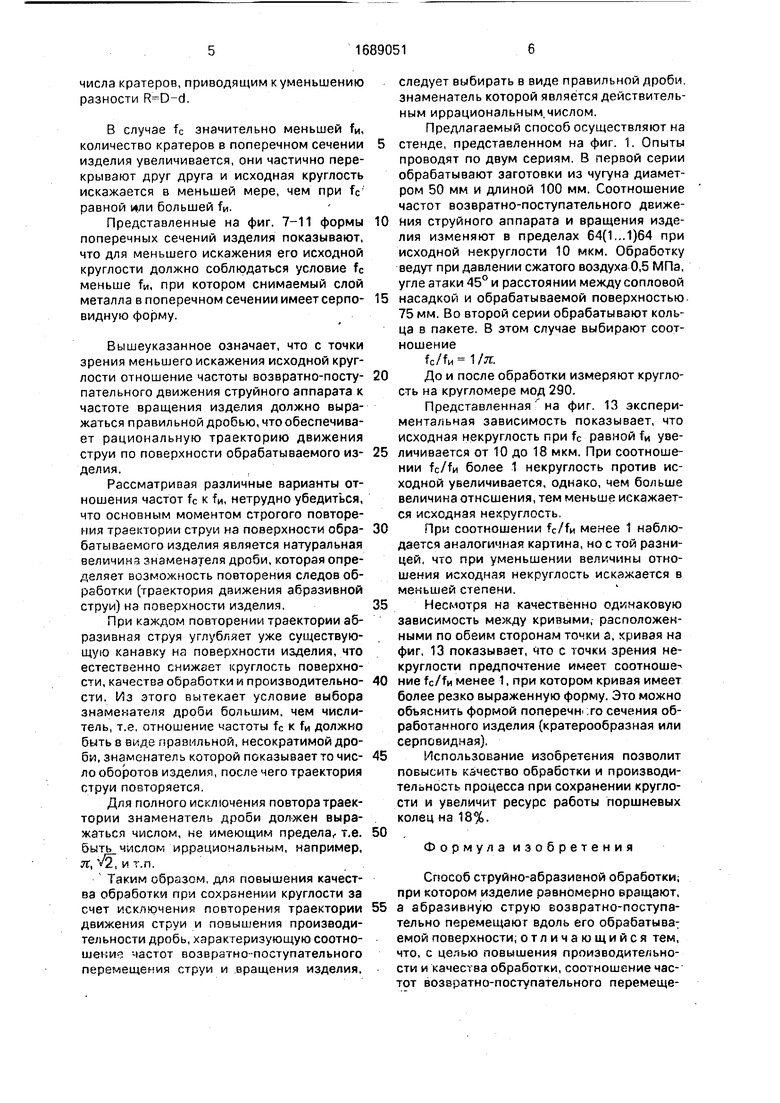
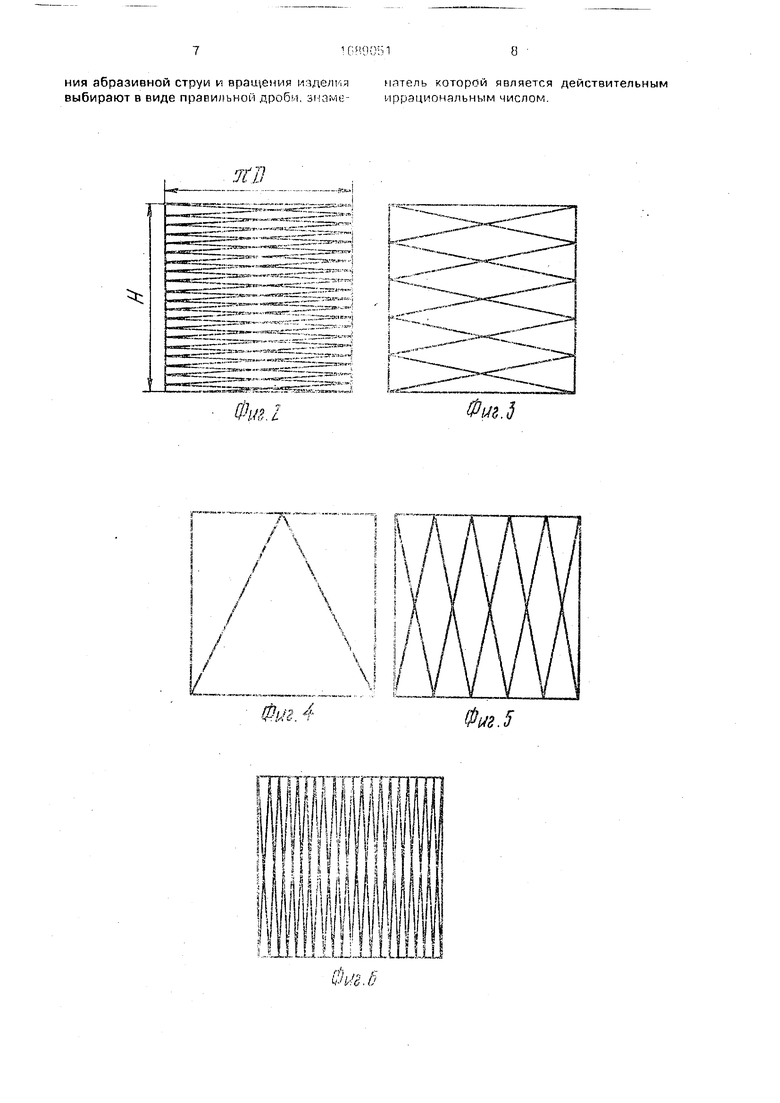
для обработки пакета поршневых колец абразивной струей, на фиг 2 - траектория дпижения абразивной струи на поверхности изделия при частоте возвратно-поступательных перемещений струи fe, значительно меньшей частотой вращения ИЗДРТИЯ (и; на фиг 3 го же, при fc менео на фи. 4 - то же, при fc, равной (и на фиг. 5 - то же, при fc более f, на {чт б - то же, при fc значительно больше Ти, на фиг. 7 - форма поперечного сечения изделия при fc значительно меньше ти; на фиг. 8 - то же, при fc менее fM: на фиг 9 - тс .е. при fc равной fM; на фиг 10 - то же, при fc более fn; на фиг. 11 - то же, при fc значительно больше fnl на фиг. 12 - график экспериментальной зависимости некруглости изделия от величины (.«отношения частот fc/fni.
Предлагаемый способ обработки реализуется на стенде (фиг Ч содержащем пово- ротный стол 1 дтя установки обрабатываемого изделич 2 (например, пакета поршневых колец)
Обрабатываемое изделие может быть тткже подвешено на шпинделе станка (при применении станка с вертикальным распо- псжением стола) Струйный аппарат 3 имеет каналы /1 и 5 для подвода соответственно абразивной суспензии и сжатого воздуха. Струйный аппарат 3 закреплен на штанге 6. установленной в направляющих 7, 8, которая своим нижним концом контактирует с кулачком 9, связанным со столом 1 посредством плоскоременной передачи 10 с силь- нонагянутым широким ремнем Ременная передача 10 снабжена набором сменных шкивов, у масти из которых диаметральные размеры представляют собой действительно иррациональные числа Привод стола 1 стенда и кулачка 9 осуществляется от элек- тродвигагеля 11 Обработка изделий 2 производится гидрсабразивнои струей 12, формируемой струйным аппаратом 3.
Для осуществления предлагаемого способа изделию 2, закрепленному на столе 1 стенда, сообщают равномерное вращение вокруг собственной оси с частотой fw от зпектродпигателя 11 посредством ремен- иои передачи 10 При этом струйному аппарату 3, закрепленному ич .игаиге 6, от
кулачка 9 сообщают возвратно-поступательные перемещения вдоль образу-ищ й обрабатываемого изделия 2 с частотой fc Причем соотношение частот возоратно поступательного перемещения струи 12 и вращения изделия 2 выбирают в виде правильной дроби, знаменатель которой является действительным иррациональным числом
Гидроабразивная струя 12, состоящая из абразива и технической воды с концентрацией 1:4 (по весу) и антикоррозийной добавки (хромпик калия) перемещаясь вдоль изделия, обрабатывает ее поверлность
Траектория движения струи 12 по по верхности изделия 2 зависит or соотношения частот f-/fn.
Мри отношениях fc к ти в ьиде дроби m/n, при условии л D К. рисуник траектории аналогичен рисунку, полученному при дроби л/т. повернутому на 90°
Несмотря на аналогичное рисунков траектории при fc/fM m/n и fc/fu n/m, они существенно отличаются с точки зрения сохранения исходной круглости изделия.
Теоретически условия сохранения исходной точности могут быть одинаковы в двух случаях, когда fw бесконечно велика, а fc близка к нулю и когда fc бесконечно велика, a fM близка к нулю что практически неосуществимо. В остальных случаях отношения FC к fn формируют поперечные сечения изделия совершенно отличающимися дру от друга (фиг. 7-11).
В случае fc, значительно меньшей fn (фиг. 7). обработка в поперечном сечении изделия происходит по всему периметру течения, и образуется новое сечение, тоже круглое, со смещенным центром. Искажение поперечного сечения изделия с точки пения круглости в данном случае не проис- А ди, так как , где R - некруглость зделий, D, d макс и мин - диаметральные размеры поперечного сечении.
В случае fc меньшей fM, сьем в поперечном сечении изделия происходи г по серповидному сечению (заштрихованная область), что может уменьшить исходную круглое ть на величину R d (фиг. С; В случае fc равной f на обрабатываемой поверхности образуются две канавки и исходная некруг- лость снижается до максимального зчаче- ния искажения, и чем больше воемл обработки, тем больше пекруглость после обработки (фиг 9).
В случае fr бомьше fn, в поперечном сечении изделия образуется ряд граверов и некру(лость увеличивается по сгаьнению с исходной, однако ъ меньшей , чем при fc рааной fn связать, уьуп/чп ием
числа кратеров, приводящим к уменьшению разности d.
В случае fc значительно меньшей ги, количество кратеров в поперечном сечении изделия увеличивается, они частично перекрывают друг друга и исходная круглость искажается в меньшей мере, чем при fc равной или большей .
Представленные на фиг. 7-11 формы поперечных сечений изделия показывают, что для меньшего искажения его исходной круглости должно соблюдаться условие fc меньше fn, при котором снимаемый слой металла в поперечном сечении имеет серповидную форму.
Вышеуказанное означает, что с точки зрения меньшего искажения исходной круглости отношение частоты возвратно-поступательного движения струйного аппарата к частоте вращения изделия должно выражаться правильной дробью, что обеспечивает рациональную траекторию движения струи по поверхности обрабатываемого изделия.
Рассматривая различные варианты отношения частот fc к ти, нетрудно убедиться, что основным моментом строгого повторения траектории струи на поверхности обрабатываемого изделия является натуральная величина знаменэуеля дроби, которая определяет возможность повторения следов обработки (траектория движения абразивной струи) на поверхности изделич.
При каждом повторении траектории абразивная струя углубляет уже существующую канавку на поверхности изделия, что естественно снижает круглость поверхности, качества обработки и производительности. Из этого вытекает условие выбора знаменателя дроби большим, чем числитель, т.е. отношение частоты fc к fM должно быть в виде правильной, несократимой дроби, знаменатель которой показывает то число оборотов изделия, после чего траектория струи повторяется.
Для полного исключения повтора траектории знаменатель дроби должен выражаться числом, не имеющим предела, т.е. оыть числом иррациональным, например, тг, V2, и т.п.
Таким образом, для повышения качества обработки при сохранении круглости за счет исключения повторения траектории движения струи и повышения производительности дробь, харак геризующую соотно- шемио частот Bosepdrno поступательного перемещения струи и вращения изделия,
следует выбирать в виде правильной дроби знаменатель которой является действительным иррациональным числом.
Предлагаемый способ осуществляют на
5 стенде, представленном на фиг. 1. Опыты проводят по двум сериям. В первой серии обрабатывают заготовки из чугуна диаметром 50 мм и длиной 100 мм. Соотношение частот возвратно-поступательного движе10 ния струйного аппарата и вращения изделия изменяют в пределах 64(1...1)64 при исходной некруглости 10 мкм. Обработку ведут при давлении сжатого воздуха 0,5 МПа, угле атаки 45° и расстоянии между сопловой
5 насадкой и обрабатываемой поверхностью 75 мм. Во второй серии обрабатывают кольца в пакете. В этом случае выбирают соотношение
Тс/Ти 1/Я.
0 До и после обработки измеряют круглость на кругломере мод 290.
Представленная на фиг. 13 экспериментальная зависимость показывает, что исходная некруглость при fc равной уве5 личивается от 10 до 18 мкм. При соотношении fc/ти более 1 некруглость против исходной увеличивается, однако, чем больше величина отношения, тем меньше искажается исходная нехруглость.
0 При соотношении fc/ти менее 1 наблюдается аналогичная картина, но с той разницей, что при уменьшении величины отношения исходная некруглость искажается в меньшей степени.
5Несмотря на качественно одинаковую
зависимость между кривыми, расположенными по обеим сторонам точки а, кривая на фиг. 13 показывает, что с точки зрения некруглости предпочтение имеет соотноше
0 ние fc/ти менее 1, при котором кривая имеет более резко выраженную форму. Это можно объяснить формой поперечн. го сечения обработанного изделия (кратерообразная или серповидная),
5 Использование изобретения позволит повысить качество обработки и производи- телоность процесса при сохранении круглости и увеличит ресурс работы поршневых колец на 18%.
0
Формула изобретения
Способ струйно-абразивной обработки, при котором изделие равномерно вращают, 5 а абразивную струю возвратно-поступательно перемещают вдоль его обрабатыва: емой поверхности, отличающийся тем, что, с целью повышения производительности и качества обработки, соотношение частот возвратно-поступательного перемещения абразивной струи и вращения итделияНЛТРПЬ которой является действительным
выбирают в виде правильной дроби, знзмеиррациональным числом
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПРИТИРА К РАБОТЕ | 2003 |
|
RU2287421C2 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБЫ | 1996 |
|
RU2098260C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Устройство для абразивной обработки внутренней поверхности труб | 1987 |
|
SU1511093A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| АБРАЗИВНЫЙ КОЛЬЦЕОБРАЗНЫЙ ОХВАТЫВАЮЩИЙ КРУГ | 1999 |
|
RU2179503C2 |
| КОНУСНЫЙ УДАРНЫЙ ИСТИРАЮЩИЙ ИЗМЕЛЬЧИТЕЛЬ | 2011 |
|
RU2489211C1 |
| Способ механической обработки изделий | 1988 |
|
SU1563955A1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ПРИТОКА УГЛЕВОДОРОДОВ ИЗ ПРОДУКТИВНЫХ ПЛАСТОВ СКВАЖИН И КАВИТИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448242C1 |
Изобретение относится к струйно-абра- зивной обработке изделий, преимущественно тел вращения. Цель изобретения - повышение производительности и качества обработки. Для осуществления способа изделие 2 равномерно вращают вокруг собственной оси с частотой fM, а абразивную струю 12 возвратно-поступательно перемещают вдоль обрабатываемой поверхности изделия с частотой fc, причем соотношение частот fc/Ти выбирают в виде правильной дроби, знаменатель которой является действительным иррациональным числом. Такой режим обработки обеспечивает сохранение исходной круглое™ издепия после его струйно-абразивной обработки 12 ил. О 00 ю о ся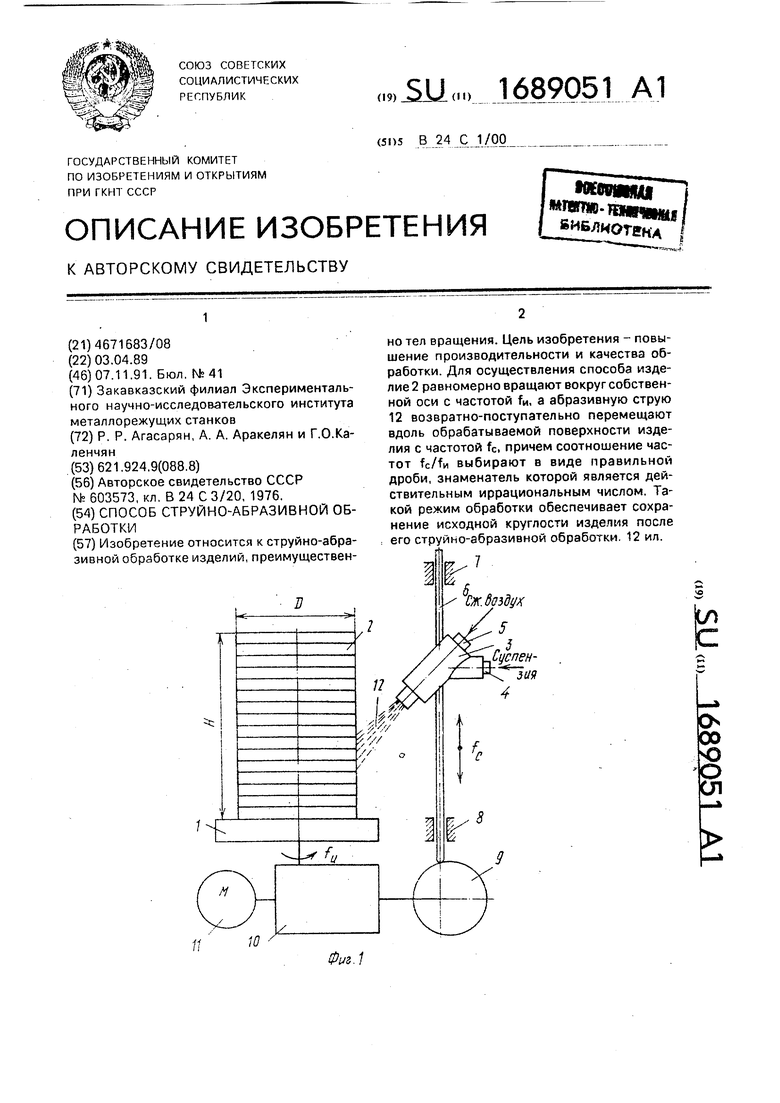
Фиг 4
Фиг 5
Фм.З
Фм.5
Фив. 9
1 L|
Ј о 8 H5t5iA.%. fliL
-JL-I,-I
Г Л u .t-« 15 -
S 4 iE 16 8 г 1 : 4H 8м 16 К бА С00тнршение / //u .
Фм.Ю
Фм. 11
АЈ
m b Re JQ мкы
; , ;
Г Л u .t-« 15
: 4H 8м 16 К бА ршение / //u .
| Установка для гидропескострубной обработки деталей | 1976 |
|
SU603573A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
