(54) СИСТЕМА АВТОМАТИЧЕСКОГО ОТВОДА И ПРИЖАТИЯ ОПОРНЫХ РОЛИКОВ ИГЛОФРЕЗ И ВЫРЕЗКИ СВАРНОГО ШВА К АГРЕГг ТУ ОБРАБОТКИ полосы ЙГЛ6Ф1 ЕЗАМИ Изобретение относится к системам автоматизации металлургических агрегатов, а именно агрегатов обработки полосы иглофрезами в цехах холодного проката заводов черной и цветной мета ллургии. Наиболее близким к предлагаемсму по технической сущности и достигаемому результату является устройство для обнаружения и вырезки сварного шва при бесконечной прокатке, в котором для обнаружения сварного шв использованы фрточувствительные элементы. Оно - одержит блоки информации о-положени сварного шва,. соединенные с фоточувствительиыми элементами, датчик скорости (пути) проката, блок управления поиске сварного шва и систему управления летучими ножницами 1. Всл.едст: ие того, что для Обнаружения сварного шва используются фоточувствительные элементы, реагирую щие на разницу в температурах полосы и сварного шва, устройстве может применяться для обнаружения сварно шва только в том случае, когда свар ной шов имеет более высокую темпера туру, чем полоса. В случае же, когда полоса и сварной шов имеют одинаковую температуру, как например на агрегатах обработки полосы иглофрезами, данное устройство не может быть использовано для обнаружения сварного шва. Цель изобретения - разработка системы автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва, поэволякяцей определять координаты сварного шва независимо от температурного состояния полосы и сварного nma, Исключить повреждение иглофрез при прохождении сварного шва в зоне их осей, экономить обрабатываемую полосу замечет получения минимальной величины необработанной зоны около сварного шва, производить автоматическую вырезку сварного шва с созданием запроса . обработанного участка полосы, необходимого для заправки в моталку при дальнейшей обработке, после вырезки сварного шва, снизить трудоемкость обслуживания агрегата, для избежания брака исключить обработку полосы при скорости движения ее меньше минимально допустимой.
Поставленная цель достигается тем, что в систему автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва, содержащую схему информа:ции положении шва, включающую счетчик координат сварного ва и датчик пути, и схему автоматиеской вырезки сварного шва,-введены датчики положения опорных ропиков, формирователи импульсов, селекторы координат, соединенные с выходом счётчика координат сварного шва и управляемые датчиками положения сЗпбрйыйроликов через соответствуювще форЖлирователи. импульсов ,управляемый формирователями импульсов блок контроля исполнения команд, соединенный с выходом счетчика координат сварного шва, блок контроля минимально допустимой скорости,вход которого соединен с датчиком пути, а выход с блоком контроля исполнения команд, исполнительные блоки отвода опорных роликов, соединенные входами с блоком контроля минимально допустимой скорости и селекторами координат, исполнительный блок останова агрегата, управляемый ,блоком контроля исполнения команд.
Схема информации положения сварного шва, кроме счетчика координат tSETapHofo шва и датчика пути, ддполнительно содержит датчик сварочной машины, соединенный через ключ с входом счетчика координат сварного шва, и индикатор координат сварного шва, связанный с выходам того же счетчика. Вследствие того, что технология вырезки сварного шва и срзданйя запаса обработанного участка полосы, необходимого для заправки в моталку, предполагает реверс, в качестве счетчика координат сварного -ИВia использован десятичный реверсивнь1й счетчик.
Схема автоматической вырезки сварного аша отличается тем, что содержит датчик реза ножниц, блок последовательности технологических операций, соединенный с блоком контроля исполнения команд, а через фор«1ирователи импульсов с датчиками реза ножниц, блоки реза ножниц и движения полосы, управляемые блоком последоватёльности технологических операций. .
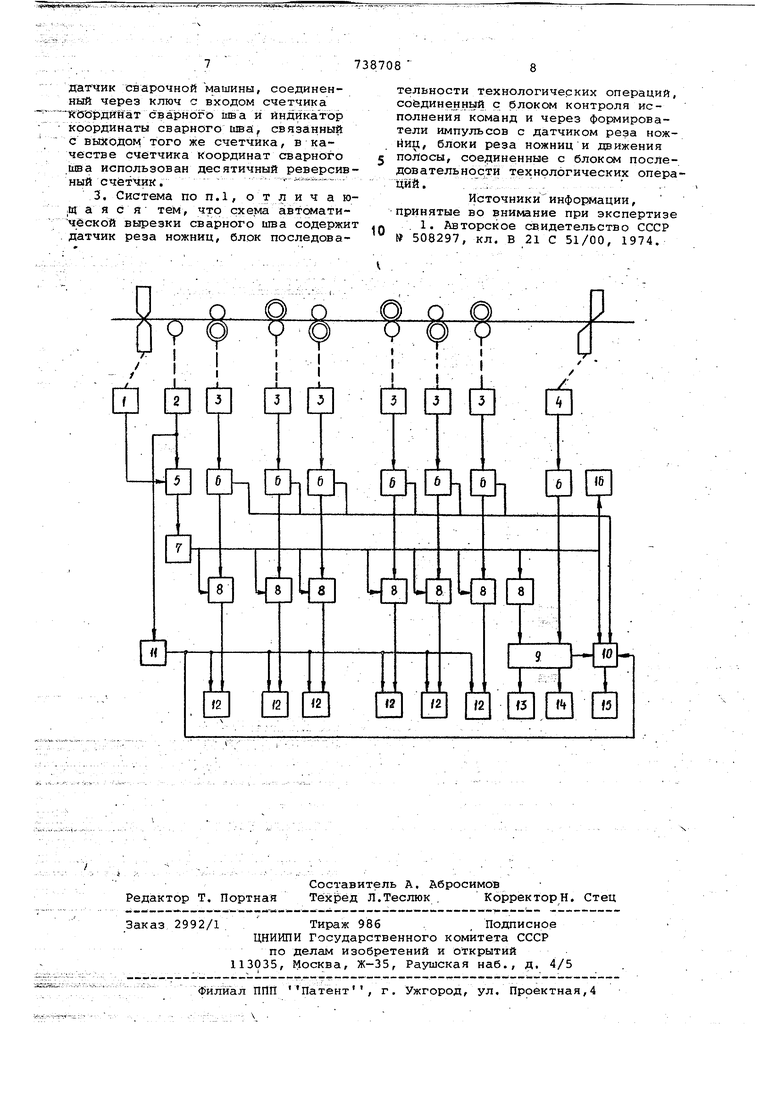
На чертеже изображена блок-схема системы автоматического отвода и прижатия опорных, роликов иглофрез и вворезкй. сварного шва.
Система автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва содержит датчик Г сварочной машины, датчик 2 пути, датчики 3 положения опорных, иглофрез, датчик 4 реза ножниц, ключ 5, формирователи б импульсов, счетчик 7 координат сварного шва, селекторы 8 координат, блок 9
дойательности технологических операций, блок 10 контроля исполнения команд, блок 11 контроля минимально допустимой скорости, исполнительные блоки 12 отвода опорных роликов, исполнительный блок 13 реза ножниц, исполнительный блок 14 движения полосы, исполнительный блок 15 останора агрегата, индикатор 16 координат сварного шва.
По окончании последней операции сварки концов полос сигналом датчика 1 сварной машины открывается ключ 5, фуксируя начало отсчета координаты сварного шва. При движении полосы импульсы датчика 2 пути поступают на вход блока 11 контроля минимально допустимой скорости, а через открытый ключ 5 на вход счетчика 7. Счетчик 7 определяет текущее значение координаты сварного шва и выдает его на индикатор 16 координаты сварного шва, селекторы координат 8 и блок 10 контроля исполнения комавд. В блоке 11 контроля минимально допустимой скорости осуществляется контроль минимально допустимого значения скорости движения полосы,
ПРИ скорости движения полосы меньше минимально допустимой блок 11 выдает сигнал в исполнительные блоки 1 на отвод опорных роликов и в блок 10 контроля исполнения команд. Блок 10 выдает сигнал в исполнительный блок 15 на останов агрегат. При подходе сварного шва к зоне иглофрез или выходе из нее селекторы 8 координат выдают с запоминанием сигналы в исполнительные блоки 12 на отвод или прижатие соответствующих опорных роликов. При отводе или прижатии опорных роликов датчики 3 положения опорных роликов выдают сигналы в формирователи б импульсов. Формирователи б импульсов формируют импульсы положения опорных роликов, которые поступают в селекторы 8 координат и блок 10 котроля исполнения команд. В селекторах 8 координат происходит стирание информации, выданной в соответствующие; исполнительные блоки 12, 3 блоке 10 KOHTpoJjH исполнения ксжанд происходит сравнение истинного положения опорных роликов с заданньлл. Если по каким-либо причинам опорный ролик не занял заданного положения, блок 10 контроля исполнений команд выдает сигнал в исполнительныйблок 15 на аварийный останов агрегата.
Дальнейшее функционирование системы определяется блоком 9 последовательности технологических операций. При образовании на моталке нескольких витков полосы со сварным швом по команде селектора 8 координат блок 9 последовательности технологических операций выдаеТ сигнал в блок 10 контроля исполнения команд, который формирует сигнал, поступающий в исполнительный блок 15, на останов агрегата. После останова агрегата блок 9 по.следовательности технологических операций выдает сигнал на реверс полосы в исполнительный блок 14 движения полосы. Реверс полосы осуществляется до тех пор, пока сварной шов не минует ножницы h передйяя необработанй я зона сварного шва не окажется у режущей кромки ножниц. По сигналам блоков 9, 10 и 15 происходит останов агрегата. Направление реза ножниц блок 9 последовательности технологических операций определяют по импульсам, сформированным формирователем б импульсов по сигналу датчика 3 реза . ножниц. В исполнительный блок 13 блок 9 последовательности технологических операций выдает сигнал на рез полосн, а после реза блок 9 выдает сигнал в исполнительный блс« 14 на движение полосы вперед. По сигналу селектора 8 координат и далее блоков 9, 10, 15, когда задняя необработанная зона сварного шва окажется у режущей кромки ножниц, происходит останов агрегата. После останова агрегата блок 9 выдает сигнал в исполнительный блок 13 на повторный рез полосы. После реза полосы блок 10 контроля исполнения команд переводит систему в исходное состояние. Агрегат обработки полосы иглофрезами предназначен для обработки полосы из нержавеющих сталей аустенитногоj ферритного, ферритно-мартенситного клг ссов, спецсталей и сталей из прёЦК ионных сплавов шириной 300-420 NW толщиной 14 мм. Скорость обработки полосы 0,4-12 м/мин.
Процесс производства на агрегате Обработки полосы иглофрезами закры.тый. Поэтому своевременный отвод опорных роликов от иглофрез при прохождении сварного шва в их,зоне и автоматическая вырезка сварного шва с созданием запаса участка обработанной полосы, необходимого для дальнейшей заправки в моталку при бесконечной обработке полосы, требуют определенного навыка обслуживающего персонала. При этом не исключены случаи нахлеста концов полос при сварке и попаданде сварного шва между иглофрезами, что ведет ких поломке и авариному ремонту.
Применение си.ствмы автоматиче.ског отвода и прижатия опорных роликов иглофрез и вырезки сварного шва для управления агрегатом обработки полосы иглофрезами позволит снизить трудоемкость обслуживания агрегата при прохождении через него сварного шва, так как по сравнению с неавтоматизированным агрегатом появляется возможность обойтись без визуального контроля положения сварного швакоторый должен .проводить специально поставленный опытный работник, исключить аварийные ситуации и снизить затраты на ремонт агрегата и расход иглофрез , получить экономию за счет обесреченйячеткого контроля и постоян;тва границ необработанного, участка вырезаемого сварного шва.
Формула изобретения
0
1.Система автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва к агрегату обработки полосы иглофрезами, содержаSщая схему информации положения сварного шва, включ шцую счетчик координат сварного lima и датчик пути, и схему автоматической вырезки сварного шва, отличающаяся тем,
0 ,ЧТЬ, с целью определения координат Сварного шва независимо от те швратурного состояния полосы и сварного шва, исключения повреждения иглйфрез при прохождении сварного шва в
5 зоне их осей, экономии обрабатывав мой .полосы за счет полупения минимальной величины fieo6pai ботанной зоны около сварного шва-, автоматической вырезки
0 сварного шва с созданием запаса обработанного участка полосы, необходимого для заправки в моталку, снижения трудоемкости обслуживания агрегата, избежания брака исключением обработки полосы при скорости движе5ния ее меньше минимально допустимой, система дополнительно содержит датчики положения опорных роликов, формирователи импульсов, селекторал координат, блок контроля исполнения
0 команд, блок контроля минимально допустимой скорости, исполнительные блоки отвода опорных роликов, исполнительный блок остановки агрегата, причем селекторы координат соединены
5 с выходом счетчика координат сварного шва и с датчиками положения опорных роликов через соответствующие формирователи импульсов, которые соединены также с
0 блоком контроля исполнения команд, который соединен с выходом счетчика координат сварного шва, входблока контроля минимальвогс допустимой скорости соединен с датчиком пути, а
5 выход с блоком контроля исполнения команд, который соединен также с исполнительным блоком осг новкй агрегата , исполнительные блоки отвода опорных роликов соединены входами с блоками контроля минимально допу0стимой скорости и селекторами координат,
2.Система по п.1, отличающ а я с я тем, что схема информации положения сварнЬго шва содержит
5
датчик сварочной машины, соединенный через ключ с входом счетчика 1йЪСГрдййат сварнозго шва и индикатор координаты сварного шва связанный с выходом того же счетчика, в качестве счетчика координат сварного шва использован десятичный реверсивный счётчик. .-.-,- -V.A.,i.--..
3. Система по п.1, отличаю,щ а я с я тем, что схема автоматической вырезки сварного шва содержит датчик реза ножниц, блок последова8
телвности технологических операций, соединенный с блоком контроля исполнения команд и через формирователи импульсов с датчиком реэа ножЙИ11, блоки реза ножниц и движения полосы, соединенные с блоком последовательности технологических операций. , . - - .
Источники информации, принятые во внимание при экспертизе
. 1. Авторское свидетельство СССР № 508297, кл. В 21 С 51/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство автоматического пореза передних и задних концов полосы | 1973 |
|
SU500978A1 |
| Система мерного реза изделия | 1988 |
|
SU1542705A1 |
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для управления летучими ножницами при резе полосы в конце смотки рулона на стане бесконечной прокатки | 1981 |
|
SU1237330A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
