Изобретение относится к обработке металлов давлением, а именно к формированию кольцевых заготовок, и может быть применено для изготовления колец, фланцев и т.д.
Цель изобретения - повышение надежности работы штампа за счет исключения взаимодействия калибровочного инструмента с готовым изделием при обратном ходе.
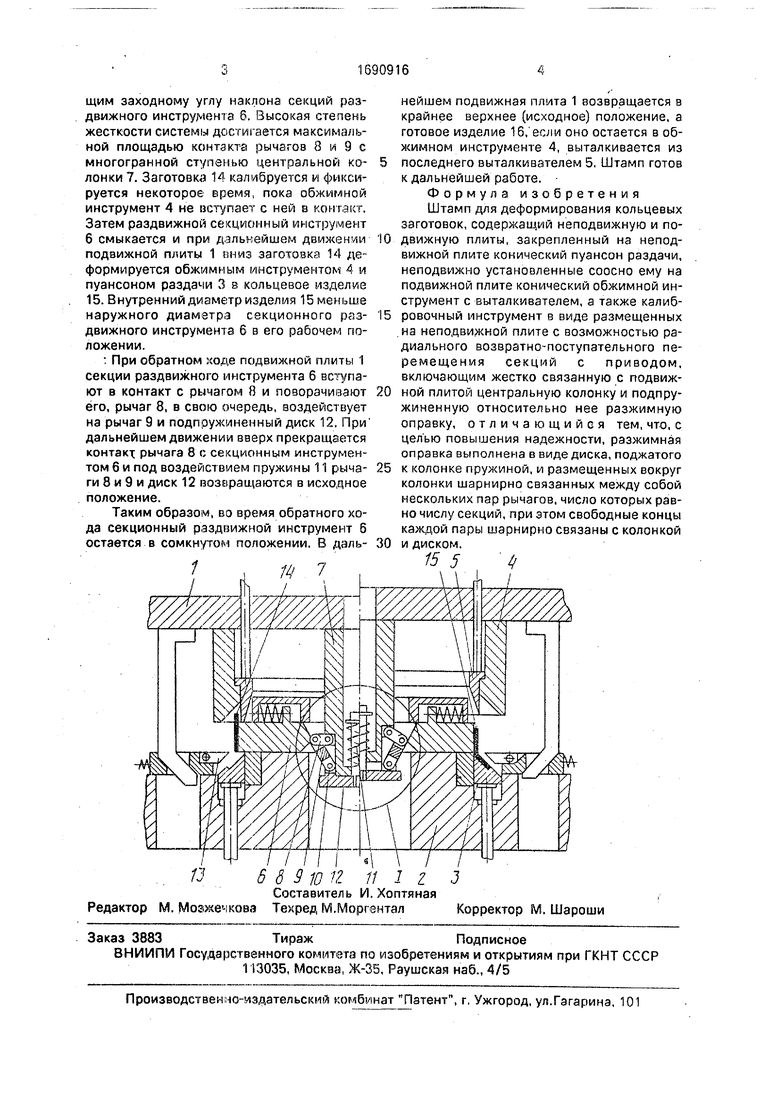
На чертеже представлено вертикальное сечение штампа (слева при движении подвижной плиты вниз, а справа - вверх).
Штамп содержит подвижную плиту 1 и неподвижную плиту 2, размещенный на неподвижной плите 2 конический пуансон раздачи 3, установленный на подвижной плите 1 конический обжимной инструмент 4 с выталкивателем 5, калибровочный инструмент 6 с приводом его раздвижения, выполненным в виде равномерно расположенных по
периметру ступенчатой центральной колонки 7 пар шарнирно связанных между собой рычагов 8 и 9, свободные концы рычагов 9 закреплены посредством осей 10 на подпружиненном пружиной 11 в осевом направлении диске 12, а рычаги 8 шарнирно закреплены на многограненой ступени центральной колонки 7. Штамп снабжен поворотными планками 13 для размещения кольцевой заготовки 14.
Штамп работает следующим образом, Кольцевая заготовка 14 устанавливается на поворотные планки 13, включается пресс (на черт, не показан) начинается движение подвижной плиты 1 вниз. В это время привод раздвижения секций инструмента 6, выполненной в виде равномерно расположенных по периметру ступенчатой центральной колонки 7 пар рычагов 8 и 9 является жесткой системой, и рычаг 9 наклонен к оси штампа под углом, соответствуюС Ю
О
ю сЈ
щим заходному углу наклона секций раздвижного инструмента б. Высокая степень жесткости системы досшизется максимальной площадью контакта рычагов 8 и 9 с многогранной ступенью центральной ко- лонки 7. Заготовка 14 калибруется и фиксируется некоторое время, пока обжимной инструмент 4 не вступает с ней в контакт. Затем раздвижной секционный инструмент 6 смыкается и при дальнейшем движении подвижной плиты 1 вниз заготовка 14 деформируется обжимным инструментом А и пуансоном раздачи 3 в кольцевое изделие 15. Внутренний диаметр изделия 15 меньше наружного диаметра секционного раз- движного инструмента 6 в его рабочем положении.
При обратном ходе подвижной плиты 1 секции раздвижного инструмента 6 ют в контакт с рычагом 8 и поворачивают его, рычаг 8, в свою очередь, воздействует на рычаг 9 и подпоужиненный диск 12. При дальнейшем движении ваерх прекращается контакт, рычага 8 с секционным инструментом б и под воздействием пружины 11 рыча- ги 8 и 9 и диск 12 возвращаются в исходное положение.
Таким образом, во время обратного хода секционный раздиижной инструмент 6 остается в сомкнутом положении. В даль-
6 в 9 ю 11 1 г J
Составитель И. Хоптяная Редактор М. Мозжечкова Техред М.МоргенталКорректор М. Шароши
нейшем подвижная плита 1 возвращается в крайнее верхнее (исходное) положение, а готовое изделие 16, если оно остается в обжимном инструменте 4, выталкивается из последнего выталкивателем 5. Штамп готов к дальнейшей работе.
Формула изобретения Штамп для деформирования кольцевых заготовок, содержащий неподвижную и подвижную плиты, закрепленный на неподвижной плите конический пуансон раздачи, неподвижно установленные соосно ему на подвижной плите конический обжимной инструмент с выталкивателем, а также калибровочный инструмент в виде размещенных на неподвижной плите с возможностью радиального возвратно-поступательного перемещения секций с приводом, включающим жестко связанную с подвижной плитой центральную колонку и подпружиненную относительно нее разжимную оправку, отличающийся тем, что, с целью повышения надежности, разжимная оправка выполнена в виде диска, поджатого к колонке пружиной, и размещенных вокруг колонки шарнирно связанных между собой нескольких пар рычагов, число которых равно числу секций, при этом свободные концы каждой пары шарнирно связаны с колонкой и диском.
15 5 ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для раздачи полых изделий | 1990 |
|
SU1801682A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
Изобретение относится к обработке металлов давлением, а именно к формоизменению кольцевых заголовок. Цель изобретения - повышение надежности работы штампа за счет исключения взаимодействия калибровочного инструмента с готовым изделием при обработке хода. При ходе подвижной плиты 1 вниз привод в виде колонки 7, рычагов 8 и 9 и диска 12с пружиной 11 раздвигает секции калибровочного инструмента 6, калибруя заготовку 14. При дальнейшем перемещении плиты 1 заготовка деформируется между пуансоном раздачи 3 и обжимным инструментом 4 При перемещении плиты 1 вверх рычаги 8 и 9 под действием секций инструмента 6 разворачиваются, оставляя секции в сомкнутом положении. 1 ил.
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
