Предлагаемое техническое решение относится к обработке металлов давлением и может быть использовано в устройствах для раздачи диаметра.
Целью предлагаемого штампа является повышение качества изделий путем уменьшения степени огранки за счет уменьшения радиального хода пуансонов.
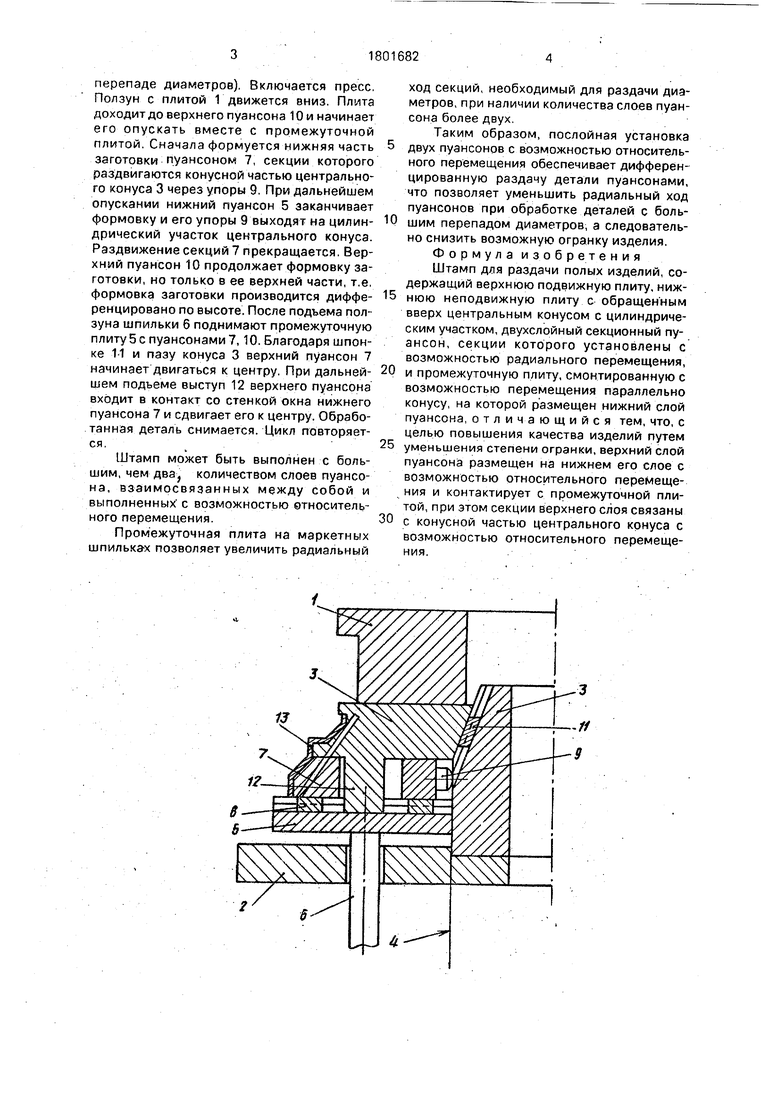
На приложенном чертеже изображен предлагаемый штамп в осевом разрезе для раздачи изделий с большим перепадом диаметров между формируемыми поверхно-. стями.
Штамп содержит верхнюю плиту 1, нижнюю плиту 2, на которой смонтирован центральный конус 3. Коническая часть корпуса сопряжена внизу с цилиндрической частью 4. Кроме того, штамп содержит промежуточную плиту 5, установленную на маркетных шпильках 6 пресса. На промежуточной плите смонтированы секции 7 нижнего пуансона с шпонкой 8, размещенной в радиальном
пазу плиты 5. Кроме того, в каждой секции 7 установлено по упору 9, контактирующему с направляющей поверхностью центрального конуса 3. Сверху секций 7 нижнего пуансона установлены секции 10 верхнего пуансона, связанные каждая шпонкой 11 с конусной поверхностью центрального конуса и снабженные нижним выступом 12, размещенным в предусмотренном окне большего размера нижней секции 7,
Предлагаемый штамп работает следующим образом.
В исходном положении плита 1, закрепленная на ползуне пресса, поднята. Также поднята с помощью маркетных шпилек промежуточная плита 5. При этом секции 10 и 7 верхнего и нижнего пуансонов сдвинуты к центру. Заготовка 13 одевается на сдвинутый к центру пуансон до упора в торец про- межуточной плиты 5 (заготовку проще одеть на пуансон сверху, чем последний ввести в заготовку сверху, особенно при большом
(Л
С
00
о
CN 00 Ю
перепаде диаметров). Включается пресс. Ползун с плитой 1 движется вниз. Плита доходит до верхнего пуансона 10 и начинает его опускать вместе с промежуточной плитой. Сначала формуется нижняя часть заготовки пуансоном 7, секции которого раздвигаются конусной частью центрального конуса 3 через упоры 9. При дальнейшем опускании нижний пуансон 5 заканчивает формовку и его упоры 9 выходят на цилиндрический участок центрального конуса. Раздвижение секций 7 прекращается. Верхний пуансон 10 продолжает формовку заготовки, но только в ее верхней части, т.е. формовка заготовки производится дифференцировано по высоте. После подъема ползуна шпильки 6 поднимают промежуточную плиту 5 с пуансонами 7,10. Благодаря шпонке 1-1 и пазу конуса 3 верхний пуансон 7 начинает двигаться к центру. При дальнейшем подъеме выступ 12 верхнего пуансона входит в контакт со стенкой окна нижнего пуансона 7 и сдвигает его к центру. Обработанная деталь снимается. Цикл повторяется.
Штамп может быть выполнен с большим, чем два, количеством слоев пуансона, взаимосвязанных между собой и выполненных с возможностью относительного перемещения.
Промежуточная плита на маркетных шпилька-х позволяет увеличить радиальный
0
5
0
5
0
ход секций, необходимый для раздачи диаметров, при наличии количества слоев пуансона более двух.
Таким образом, послойная установка двух пуансонов с возможностью относительного перемещения обеспечивает дифференцированную раздачу детали пуансонами, что позволяет уменьшить радиальный ход пуансонов при обработке деталей с большим перепадом диаметров, а следовательно снизить возможную огранку изделия. Формула изобретения Штамп для раздачи полых изделий, содержащий верхнюю подвижную плиту, нижнюю неподвижную плиту с обращенным вверх центральным конусом с цилиндрическим участком, двухслойный секционный пуансон, секции которого установлены с возможностью радиального перемещения, и промежуточную плиту, смонтированную с возможностью перемещения параллельно конусу, на которой размещен нижний слой пуансона, отличающийся тем, что, с целью повышения качества изделий путем уменьшения степени огранки, верхний слой пуансона размещен на нижнем его слое с возможностью относительного перемещения и контактирует с промежуточной плитой, при этом секции верхнего слоя связаны с конусной частью центрального конуса с возможностью относительного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| ШТАМП ДЛЯ ПРОБИВКИ В БОКОВЫХ СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ ОТВЕРСТИЙ | 1985 |
|
SU1332636A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
Сущность изобретения: заготовка 13 надевается на сдвинутые к центру секции пуансона до упора .в торец промежуточной плиты 5. Верхняя плита 1,опускаясь, доходит до пуансона 10 и начинает его опускать вместе с промежуточной плитой 5. При этом секции пуансона раздвигаются конусной частью центрального конуса в радиальном направлении и деформируют заготовку. При дальнейшем опускании упоры 9 выходят на цилиндрический участок центрального конуса 3 и деформация заготовки секциями 7 прекращается. Верхний слой пуансона 10 продолжает формовку, но только в ее верхней части. Таким образом формовка производится дифференцирование по высоте. 1 ил.
| Штамп | 1978 |
|
SU738719A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
