чоь,о (К чаге -3
ipH i|jil i I34p3ti
На счо5ор)|0г/ ,n посредс всм подвел о с лен захв ir 5
Оба ,зла имеь-н nb яр j jtiui и та, выпо/iiit пньП а At , i ij a раме 1 силового пнснмсн н-к-др / L дну
СТОрОННИ. Ч UITQKOM 8 I 3Vf) О/ S.p Uh 1J
концам в виде зубчатой р,й- и, us: ::iCMi-ion с ведущие повороши iniic rP 3 каждсгэ узла пои помощи «е ч /KOEI леч-шгс па каждом ведущем пов pui ш г эьиагс; 3 e/v щего зубчатого колес а 9
Устройство снабжен. дьуцтупонча rjft зубчатой передачей :iyb i юе юлесс 10 ки торой жестко закреплено на стойка i рамы 1, а шестерня 11 жес ко ичзанас ведомым поворотным рычагом 4 зубчатое колесо 10 и шестерня 11 обоих узя зэ взачмодеистзу юг между собой пос ецоиом фомежуточ- ной шестерни 1, а передаточное отношение шестерни И . зубчатое колесо 10 принято равным 1 2
Захват б дпмннильрп лержиевнх и трубчатых заготовок ш . шиеь со аинэ-м из двух связанных тнь.ой прухмисй 13 цилиндрических г/о К 1 ч м 15, поп этом цилиндрическая i,fci J 14 есгчо свчэ,ана с подвесками 5, а ис.ллнднмческая цбка 15 выполнена поворотной, чак как посредством двух соосно размещенных шарниров 16 прикреплена к цишитр1 lecuo1 lyb ce 14 с
ВОЗМОЖНОСТЬЮ ГОЗСрО В BL P ||чЭПь1(Й ПЛОСКОСТИ
Одна из повсг -tfi ь цг.лчпдрмчьскик губок 15 имеет отверст it. 11 ля ш, нирио- го соединения с Оььиьч .зтыреп 18, том- надлежащим поворот DII/ на чарнире 19 двуплечему рычагу О, г чЬ) шаргшр 19 соосен шарниру ИЗ
На раме 1 тзкжэ ш чирно укреплен силовой пневмо1, 1 саскритмл ч линдрической губки .Ь з i ;оатэ 6, v i ею1цип кинема ическую ;вя:,ь про noi ощг цвупле чего рычага 20 со ил ipei i 18
Устройство работает спедчощп 1 обра зом.
Длинномерная овка 22 нехан з мом подачи вводится в шпиндель пеханиз- ма резкм (не показани) ч попадает в передвижной 5 д-i заготовок, который по предварительно пор команде захватывает ее с вомми цилиндри ческими губками (4 и
В положении выколч из зоны ме).Јниз ма резки заготовка удерживав я цилмнд- рическпмм г/бкам 14 п 1зесчет npwvciiMo их одна к другой кптчпо пружиной 13.
После обрезкп лзгпт зки 22 по i пмачце сжатый воздух пост тше в смповой пневою цилиндр привода . обоих ,
узлов, происходит осевое перемещение двустороннего штока 8 с зубчатой нарезкой, которая посредством ведущих зубчатых колес 9 осуществляет поворот ведущих рычагов 3 обоих узлов вокруг соответствующих жестко закрепленных на стойках 2 валов, причем колеса 10 остаются неподвижными.
Шестерни 11 и 12 поворачиваются вокO руг зубчатого колеса 10, при этом зубчатая шестерня 11 осуществляет поворот ведомого поворотного рычага 4, с которой он жес- гко связан, обкатывая зубчатое колесо 10 посредством промежуточной шестерни 12,
5 при этом вращение зубчатой шестерни 11 противоположно направлению поворота ведущего поворотного рычага 3
В рез/льтате заданного передаточного о ношения 1 2 шестерни 11 и зубчатого ко0 леса 10 ведомый рычаг 4 принудительно поворачивается на угол больший в два раза угла поворота ведущего рычага 3, что обеспечивает с учетом одинаковых длин поворотных рычагов 3 и 4 каждого узла
5 перемещения крайних шарниров неприводных ведомых рычагов 4 в плоскости, проходящей через оси поворота ведущих рычагов 3, а следовательно, и плоско-параллельное перемещение захвата 6 совместно с пере0 мещаемой заготовкой. Максимальное пере- мещение захвата с заютовкой определяется исходным и конечным положением поворотных рычагов 3 и 4 обоих узлов и составляет учетверенную длину равных друг другу по5 воротных рычагов 3 и 4.
Переход ведущих поворотных рычагов 3 в горизонтальное положение обеспечивает замедление перемещения захвата б, исключая жесткую ударную работу узлов и меха0 низмов устройства.
При переносе длинномерной заготовки 22 в зону ее сброса цилиндрическая губка 15 захвата 6 своим отверстием 17 находит на штырь 18 и включением силового пневмоци5 линдра21 через двуплечий рычаг 20 преодолевает усилие стяжной пружины 13, производит сброс длинномерной заготовки 22 на приемный рольганг 23, которая, освободившись из захвата, перемещается на
О следующую позицию обработки в соответствии с принятым технологическим процессом.
Затем цилиндрическая губка 15 стяж- иой пружиной 13 возвращается назад, а заь хват 6 возвращается в исходное положение а зону механизма резки.
Далее цикл работы повторяется Применение предлагаемого устройства обеспечивает снижение возникающих удар- r-ibix нагрузок при возвратно-поступательном перемещении передвижного захвата за счет его плавного торможения в своих конечных положениях, а следовательно, повышение надежности и эффективности его работы при автоматизации технологического процесса обработки длинномерных заготовок различных диаметров без применения дополнительных средств и трудозатрат.
Формула изобретения Устройство для перемещения длинномерного материала, содержащее раму, средство переноса с захватом и привод средства переноса, отличающееся тем, что, с целью повышения производительности и надежности, средство переноса выполнено в виде двух узлов, каждый из которых состоит из ведущего рычага, ведомого рычага, связанного с последним поj г1 ft S
ik.
средством двуступенчатой зубчатой передачи, включающей в себя жестко закрепленное на раме зубчатое колесо, промежуточную шестерню, смонтированную на ведущем рычаге и шестерню, жестко закрепленную на ведомом рычаге с возможностью вращения относительно неподвижного зубчатого колеса через промежуточную шестерню с передаточным отношением 1:2, при
этом захват шарнирно закреплен на конце ведомого рычага, а привод средства переноса выполнен в виде силового цилиндра с двусторонним штоком и реечной передачи, включающей в себя ведущее зубчатое колесо, жестко закрепленное на ведущем рычаге и зубчатую рейку, выполненную на концах двустороннего штока с возможностью одновременного взаимодействия с ведущими зубчатыми колесами обоих узлов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для перемещения длинномерного материала | 1988 |
|
SU1581437A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для резки труб | 1986 |
|
SU1375414A1 |
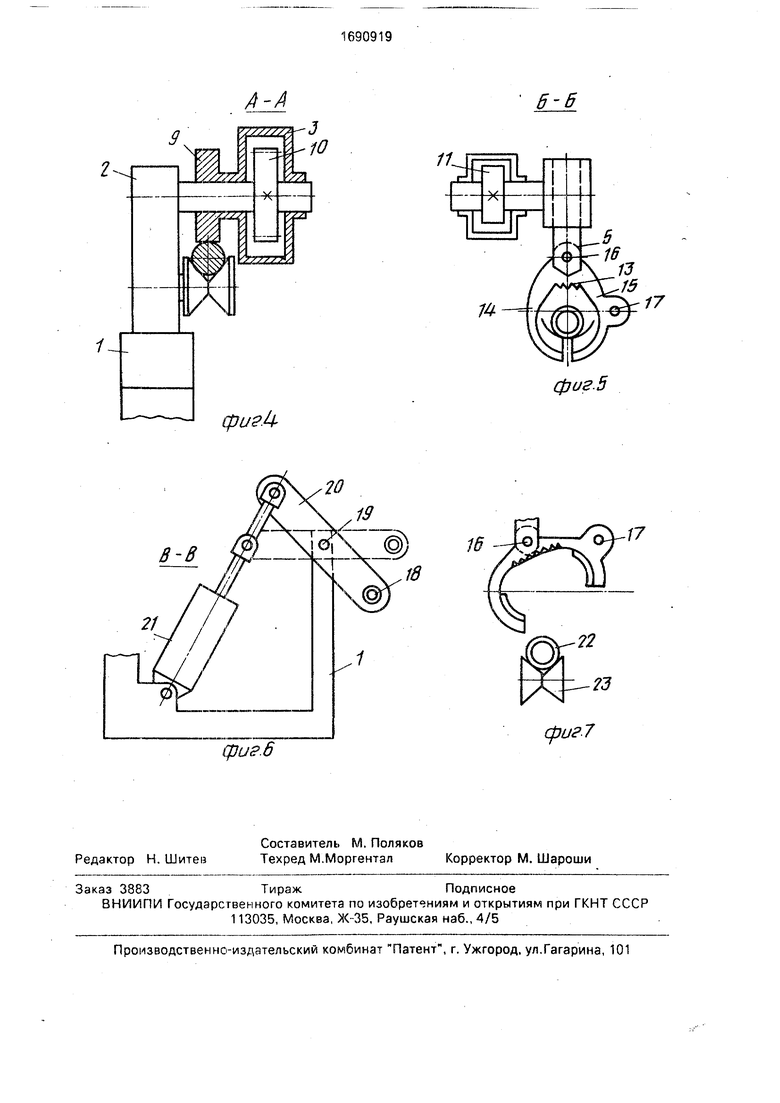
Изобретение относится к обработке металлов давлением и может быть использова- но для удаления заготовок из зоны обработки металлообрабатывающего оборудования. Цель изобретения - повышение производительности и надежности. Из зоны обработки заготовка поступает в цилиндрические губки захвата средства переноса, выполненного в виде двух узлов с общим приводом. При включении привода двухсторонний шток силового цилиндра взаимодействует с ведущими зубчатыми колесами Изобретение относится к обработке металлов давлением и может быть использовано для удаления заготовок из зоны обработки металлообрабатывающего оборудования. Цель изобретения - повышение производительности и надежности. На фиг. 1 представлено устройство для перемещения длинномерного материала; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел средства переноса, на фиг. 4 - разрез А-А (ВЗК) обоих узлов посредством зубчатых реек, выполненных на концах штока. ВЗК каждого узла поворачивает ведущий рычаг с двумя шестернями вокруг зубчатого колеса (ЗК), жестко закрепленного на раме. Шестерня, жестко связанная с ведомым рычагом вращается вокруг ЗК посредством второй шестерни, которая является промежуточной шестерней (ПШ). В результате заданного передаточного отношения 1:2 шестерни и ЗК ведомый рычаг принудительно поворачивается на угол, больший в два раза угла поворота ведущего рычага, что обеспечивает с учетом одинаковых длин рычагов плоско-параллельное перемещение захвата с заготовкой. При переносе заготовки в зону сброса поворотная цилиндрическая губка (ПЦГ) взаимодействует с приводом поворота, который, преодолевая усилие пружины сжимающей губки, отводит ПЦГ и заготовка сбрасывается на приемный рольганг. Рольганг перемещает заготовку на позицию последующей обработки. ПЦГ и захват возвращаются в исходное положение и далее цикл работы повторяется. 7 ил. на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 - устройство в момент выдачи заготовки. Устройство для перемещения длинномерного материала содержит раму 1, на стойках 2 которой с возможностью поворота в вертикальной плоскости смонтированы два узла, каждый из которых представляет собой ведущий рычаг 3, ведомый рычаг 4, имеющие одинаковую длину и связанные двуступенчатой зубчатой передачей. ё О чэ о чэ ч
фиг.З
А-А
20
(puff. 6
т
фиг.5
23
ери г.7
| Устройство для перемещения длинномерного материала | 1988 |
|
SU1581437A1 |
