Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для деформационного упрочнения заготовок.
Целью изобретения является снижение трудоемкости за счет исключения операции нанесения смазки на поверхность заготовок и повышение стойкости инструмента.
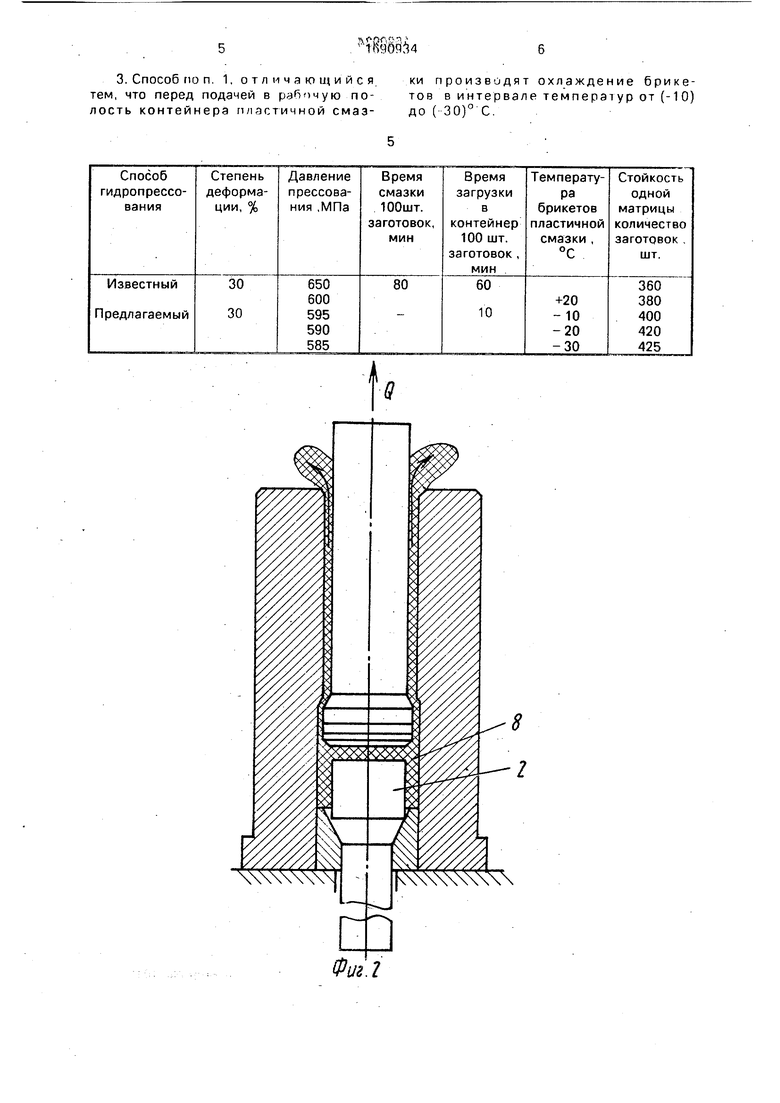
На фиг. 1 и 2 изображена схема осуществления способа.
Пластичную смазку, например петрола- тум, являющуюся одновременно передающей средой и обеспечивающей эффективную смазку заготовки в зоне деформации и уплот- нительного кольца, подают в виде охлажденных брикетов совместно с заготовками, в результате чего упрощается подготовка и загрузка заготовок в контейнер, при этом снижается трудоемкость и усилие прессования и повышается герметичность рабочей полости контейнера.
Охлаждение брикетов до (-10) - (-30)° С повышает вязкость пластичной смазки, что снижает потери на трение в результате обеспечения более эффективного смазочного слоя в зоне деформации.
Пластичная смазка - мазеобразные смазочные материалы, получаемые введением в жидкие нефтяные масла твердого загустителя (парафина, мыла, силикогеля и
др.)В полость контейнера 1 помещалась заготовка 2 диаметром 48 мм и длиной 85 мм, изготовленная из стали 45, после чего загружался цилиндрический охлажденный брикет 3 пластичной смазки из петролатума. При сжатии плунжером 4 брикета 3 в полости контейнера 1 пластичная смазка брикета 3 и находящаяся между заготовками 5 и 6 продавливалась в кольцевой зазор между заготовкой 2 и контейнером 1 и поверхность заготовки 2 покрывалась пластичной смазкой. При дальнейшем сжатии брикета 3 заготовки 2 и 6 деформировались в матрице 7, После выхода из матрицы 7 первой заготовки 6 вторая заготовка 2 частично деформировалась и процесс прекращался. При дальнейшем движении плунжера 4 около 90% высоты столба пластичной смазки 8, находящейся над заготовкой 2, выдавливалось наружу через кольцевой зазор между плунжером 4 и контейнером 1 (фиг, 2). При обратном ходе плунжера 4 канал контейнера 1 полностью освобождался от пластичной смазки и загрузка последующей заготовки совместно с брикетом пластичной смазки в рабочую полость контейнера проводилась беспрепятственно Д-жные сведены в таблицу.
Как видно из таблицы, упраздняется процесс нанесения смазки на поверхность заготовок и сокращается время загрузки их в рабочую полость контейнера, при этом снижается давление прессования на 8% и повышается стойкость матриц.
Петролатум - смесь парафинов и церезинов с остаточным маслом, выделяемая при депарафинизации нефтяных масел.
При температуре 5° С и ниже петрола- тум твердеет, его коэффициент трения снижается, но при этом сохраняется его
пластичность при высоких гидростатических давлениях, что обеспечивает передачу давления от плунжера к торцу заготовки и ее радиальную поддержку. В результате этого снижается усилие прессования - процесс идет более стабильно из-за отсутствия пиков давления в момент начала деформации заготовки.
Охлаждение брикетов до-30° С пластичной смазки существенно повышает стойкость матриц. Охлаждение брикетов до более низкой температуры из-за технических трудностей нецелесообразно. Использование предлагаемого способа гидропрессования заготовок обеспечивает
стабилизацию процесса; надежную герметичность; возможность производить прессование без предварительного нанесения на поверхность заготовок смазочного слоя; снижение расхода смазочных материалов,
снижение трудоемкости и продолжительности операций, что повышает качество изделий, стойкость установки и инструмента (матриц).
Формула изобретения
1.Способ гидропрессования заготовок, при котором в контейнере с рабочей средой осуществляют деформирование с пресс-остатком заготовка за заготовкой, о т л и ч аю щ и и с я тем, что, с целью снижения трудоемкости за счет исключения операции нанесения смазки на поверхность заготовок и повышения стойкости инструмента, в качестве рабочей среды используют пластичную смазку, которую в виде цилиндрического брикета подают перед прессованием каждой последующей заготовки, а после окончания процесса деформирования оставшуюся над торцом
предыдущей заготовки смазку удаляют из контейнера.
2.Способ поп, 1, отличающийся тем, что в качестве рабочей среды используют петролатум.
3. Способ по п. 1, отличающийся тем, что перед подачей в полость контейнера пластичной смазки производят охлаждение брикетов в интервале температ ур от (-1 0) до (-30)° С.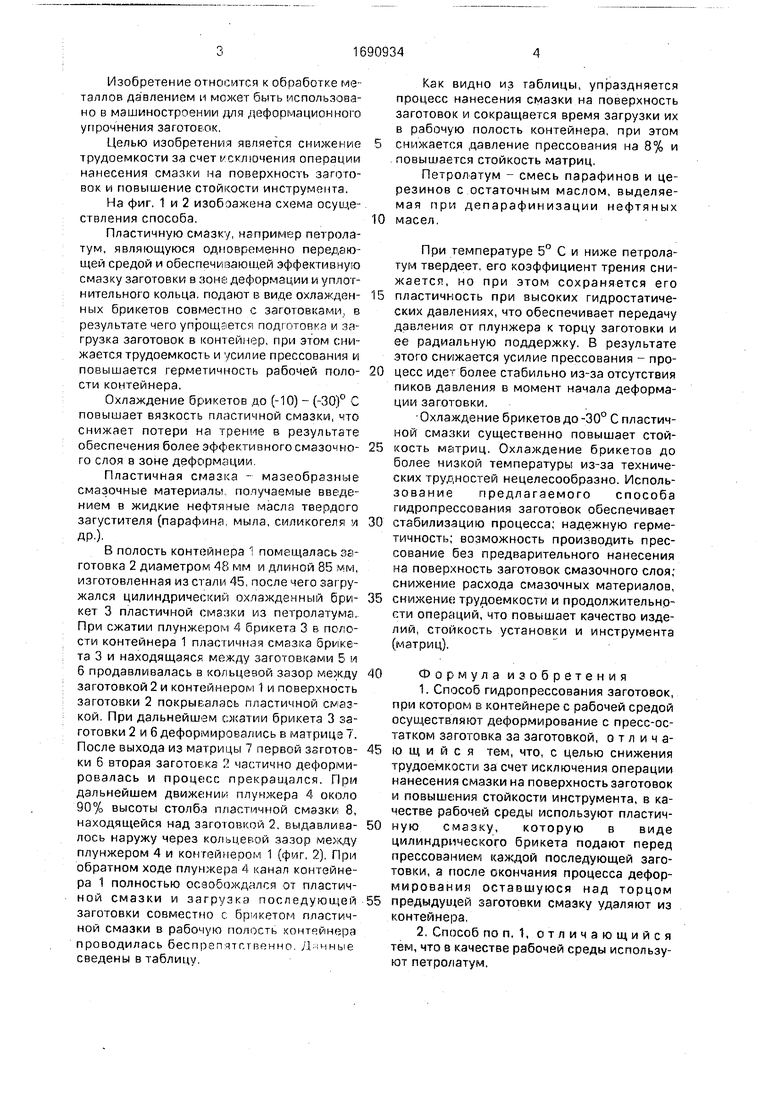
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
| Способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе | 1973 |
|
SU473538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| Устройство для гидростатическогопРЕССОВАНия зАгОТОВОК бОльшОй длиНы | 1978 |
|
SU804045A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Устройство для гидростатического прессования | 1978 |
|
SU791441A2 |
| Способ гидростатического деформирования профильных изделий из трубных заготовок | 1988 |
|
SU1655589A1 |
| Устройство для гидростатического прессования длинномерных заготовок | 1980 |
|
SU946767A1 |
| Способ изготовления концевого режущего инструмента | 1978 |
|
SU887076A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для деформационного упрочнения заготовок. Целью изобретения является снижение, трудоемкости за счет исключения операции нанесения смазки на поверхность заготовок и повышения стойкости инструмента. Пластичную смазку, например петролатум, подают в виде охлажденного от (:10) до (-30) С брикета 3 совместно с заготовкой 2. При сжатии плунжером 4 брикета 3 пластичная смазка продавливалась в кольцевой зазор между заготовкой 2 и контейнером 1и поверхность заготовки 2 покрывалась смазкой. При дальнейшем движении плунжера 4 столб пластичной смазки, находящийся над заготовкой 2, выдавливался наружу через кольцевой зазор между плунжером и контейнером 1. Во время обратного хода плунжера 4 канал контейнера 1 полностью освобождался от пластичной смазки, после чего производится загрузка последующей заготовки совместно с брикетом 3. 2 з. п. ф-лы, 2ил., 1 табл. у Ј
| Береснев Б.И | |||
| и др | |||
| Физические основы и практическое применение гидроэкструзии | |||
| М.: Наука, 1981, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
