Изобретение относится к обработке металлов давлением и может быть использовано в металлообрабатывающих отраслях промышленности при изготовлении полых изделий обратным выдавливанием.
Цель изобретения - повышение надежности штампа.
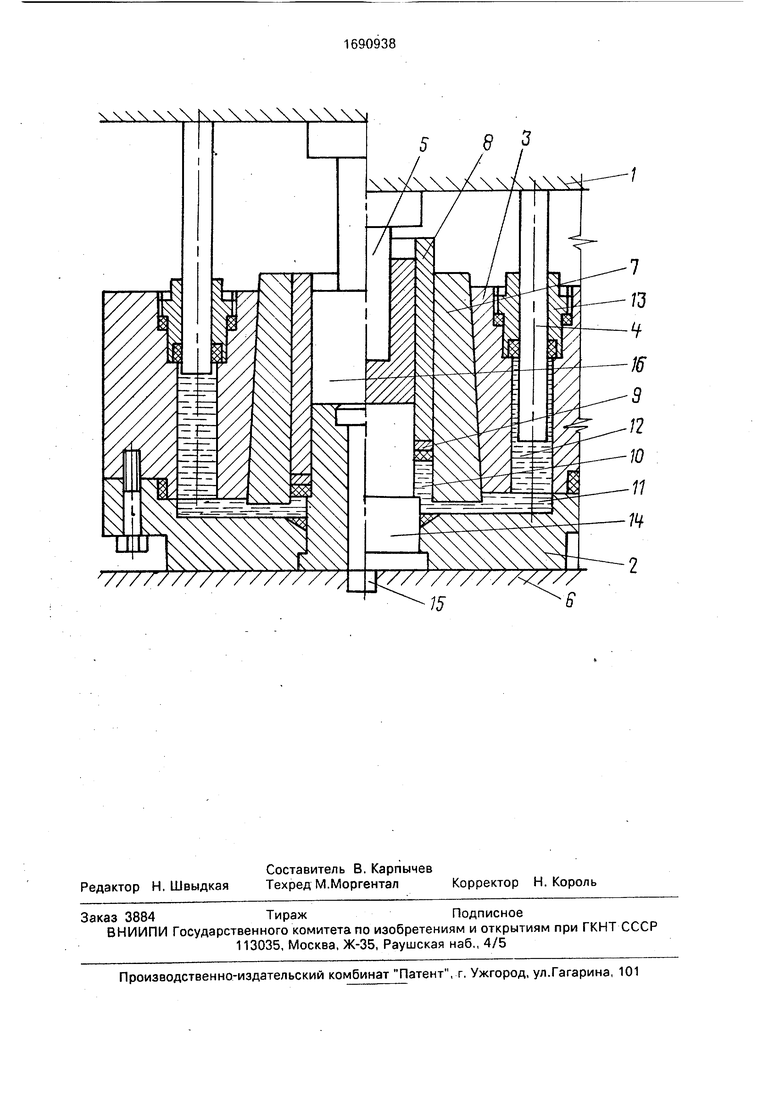
На чертеже изображен штамп в начале и конце рабочего хода , продольный разрез.
Штамп содержит верхнюю 1 и нижнюю 2 плиты, соединенные между собой посредством направляющей втулки 3, являющейся гидроцилиндром и направляющей колонки (плунжера) 4. На верхней плите 1 жестко закреплен пуансон 5. К нижней плите 2, установленной на столе пресса 6, прикреплена бандажированная обойма 7 с размещенной в ней матрицей 8, состоящей из трех частей и имеющей возможность осевого перемещения в отверстии бандажированной обоймы 7. Над нижней плитой 2, под матрицей 8 и нажимным кольцом 9,уплотненными кольцами, образована кольцеобразная полость 10, наполненная рабочей жидкостью и посредством канала 11 сообщена с полостями гидроцилиндров 12, выполненными в направляющей втулке 3. В верхней части над полостями гидроцилиндров направляющая втулка 3 имеет резьбовые отверстия, в которых смонтирован регулятор скорости перемещения матрицы, выполненный б виде сменных узлов гайки 13 и плунжера 4. В
Os
ю о ю
00
со
матрице 8 на подставке 14, размещенной Е; центральном отверстии в нижней плите 2 сооснос выталкивателем 15, устанавливается заготовка 16.
Штамп работает следующим образом.
Заготовку 16 устанавливают в разрезной матрице 8 на подставку 14. При рабочем ходе верхняя плита с жестко закрепленными на ней пуансоном Б и плунжерами 4 опускается , в результате чего пуансон 5 внедряется в заготовку 16, а плунжер 4 выдавливает рабочую жидкость из полости гидроцилиндров 12 мере. каналы 11 в кольцевую полость 10 под разрезной матрицей 8. Обьем рабочей жидкости, вытесненный плунжерами 4, воздействуя через нажимное кольцо 9 на нижний торец разрезной матрицы 8, заставляет ее перемещаться противоположно движению пуансона 5 и плунжера 4. Готовое изделие выталкивается выталкивателем 15. При обратном ходе все рабочие части штампа возвращаются в исходное положение.
При переналадке штампа для выдавливания деталей другой конфигурации, требу- ющей иной скорорти перемещения разрезной матрицы 8, меняют комплект направляющих гаек 13 и плунжеров 4.
Объем цилиндров и диаметр плунжеров выбираются таким образом, чтобы величина превышения скорости перемещения матрицы относительно скорости истечения материала заготовки превышала на 25-30%,
Конструктивные параметры исполнительных органов штампа исходя из этого
требования можно определить согласно следующему выражению
Р 1.3(F3-Fn) Рг.
где Рг.пл. - поперечное сечение гидравлического плунжера;
Рз- площадь рабочей поверхности заготовки;
РЦ - площадь рабочего торца мастер-пу- ансона;
п - количество гидроцилиндров, Таким образом, предлагаемая конструкция штампа обеспечивает регулировку движения матрицы, сохраняя простоту кон- струкции.
Формула изоб ретения
Штамп для выдавливания с применением активных сил трения, содержащий верхнюю плиту, несущую пуансон, нижнюю плиту, соединенную с верхней плитой посредством направляющих элементов и колонок, выполненных в виде плунжеров и
силовых цилиндров, заполненных рабочей жидкостью и соединенных каналами с полостью под нижним торцом матрицы, а также регулятор скорости перемещения матрицы, отличающийся тем, что, с целью
повышения надежности работы, направляющие элементы выполнены в виде гаек, а регулятор скорости перемещения матрицы выполнен в виде сменных узлов, образованных комплектами указанных гаек и плунжеров с разными поперечными сечениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1986 |
|
SU1400753A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для получения изделий типа цилиндрических стаканов | 1977 |
|
SU759190A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Штамп для выдавливания изделийКОРОбчАТОй фОРМы | 1978 |
|
SU816653A1 |
| Штамп для выдавливания | 1979 |
|
SU837542A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке для осуществления обратного выдавливания с- использованием активного действия сил трения. Цель - повышение надежности работы штампа. Штамп содержит верхнюю и нижнюю плиты, которые между собой соединены направляющей втулкой, в которой размещены силовые цилиндры, плунжеры которых являются направляющими колонками. Внутри втулки установлена бандажированная обойма с размещенной в ней матрицей, имеющей возможность осевого перемещения. Над нижней плитой под матрицей образована кольцеобразная полость, сообщающаяся с полостями гидроцилиндров, выполненных в направляющей втулке. В верхней части гидроцилиндров в резьбовых отверстиях установлен регулятор скорости перемещения матрицы, выпол- ненный в виде сменных узлов гайка-плунжер с разными сечениями плунжеров. При переналадке штампа для получения деталей другой конфигурации, требующей иной скорости перемещения матрицы, производят замены гаек и плунжеров на комплект с иными размерами поперечного сечения. 1 ил. SP- fe
////////////////
8
2
| Штамп для выдавливания | 1986 |
|
SU1400753A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
