(54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания панелей с односторонним оребрением | 1976 |
|
SU596349A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| Штамп для изготовления изделий коробчатой формы | 1982 |
|
SU1057159A2 |
| Штамп для обратного выдавливания полных деталей с наружными утолщениями | 1976 |
|
SU651882A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для вытяжки с противодавлением | 1982 |
|
SU1050777A1 |
| Штамп для выдавливания инструментов | 1978 |
|
SU749532A2 |
| Штамп для изготовления деталей типа втулок | 1976 |
|
SU656729A1 |

1
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для выдавливания.
Известен штамп для выдавливания изделий коробчатой формы, содержащий нижнюю, верхнюю и промежуточную плиты, со смонтированными на них соответственно матрицей, формуюш,им и прижимным пуансонами и снабженный устройством для создания противодавления с плунжерами, контактируюшими с промежуточной плитой 1.
Недостатком известного штампа является невысокое качество получаемых изделий, особенно в случае наличия в них стенок переменной толш,иньг по периметру.
Цель изобретения - повышение качества изделий, изготавливаемых со стенками переменной толщины по периметру.
Поставленная цель достигается тем; что штамп для выдавливания изделий коробчатой формы, содержащий нижнюю, верхнюю и промежуточную плиты со смонтированными в них соответственно матрицей, формуюши-м и прижимным пуансоном, и снабженный устройством для создания противодавления с плунжерами, контактирующими с промежуточной плитой, снабжен устройством для подъема промежуточной плиты в процессе выдавливания, выполненным в виде силовых цилиндров, размещенных в нижней плите и соединенных между собой каналами, при этом штоки поршней одних из указанных цилиндров установлены с возможностью взаимодействия с верхней плитой, а других - с промежуточной, а прижимной пуансон выполнен в виде вставки, расположенной в зоне формовки стенки дета1,яи, максимальной толщины.
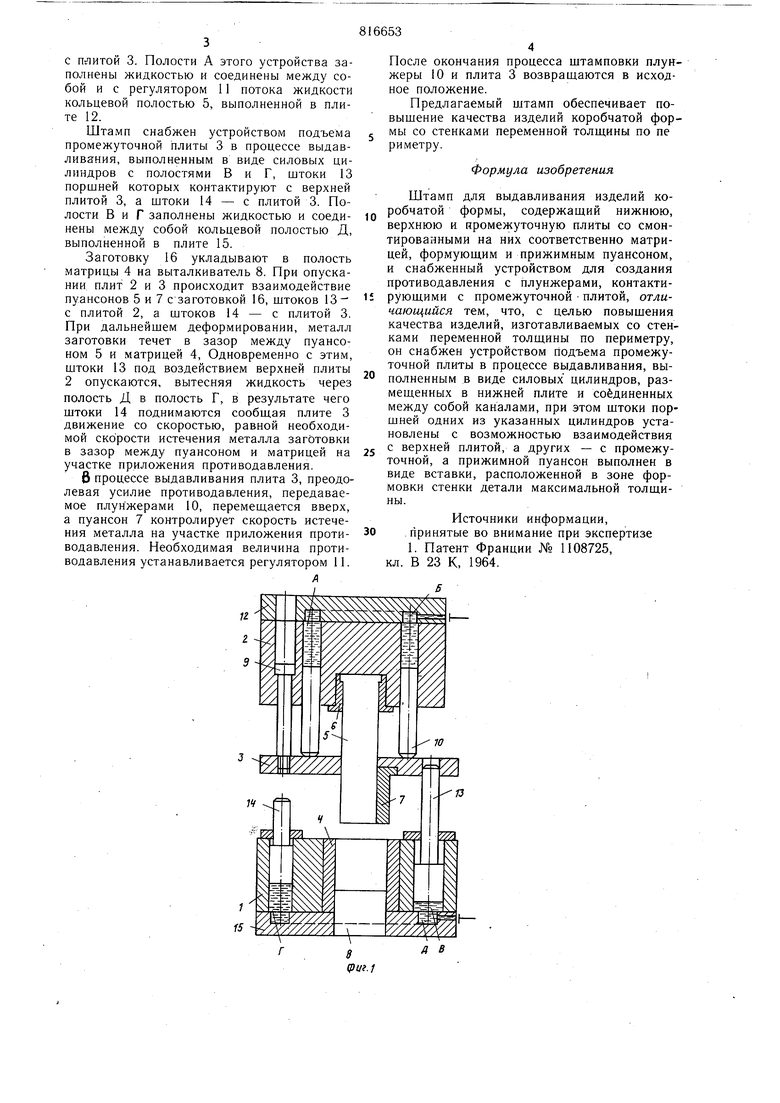
На фиг. Ь представлен штамп, исходное положение; на фиг. 2 - то же, перед началом работы; на фиг. 3 - то же, в конце работы.
Штамп содержит нижнюю Г, верхнюю 2 и промежуточную 3 плиты, соединенные направляющими колонками. На плите 1
5 смонтирована матрица 4, на верхней плите 2 формующий пуансон 5 в держателе 6, на промежуточной плите - прижимной пуансон 7. Штамп снабжен выталкивателем 8. Плиты 2 и 3 соединены винтами 9 с возможностью их совместного и относительного перемещения. В верхней плите размещено устройство для создания противодавления, имеющее плунжеры 10, взаимодействующие с плитой 3. Полости А этого устройства заполнены жидкостью и соединены между собой и с регулятором 11 потока жидкости кольцевой полостью 5, выполненной в плите 12. Штамп снабжен устройством подъема промежуточной плиты 3 в процессе выдавливания, выполненным в виде силовых цилиндров с полостями В и Г, штоки 13 поршней которых контактируют с верхней плитой 3, а штоки 14 - с плитой 3. Полости В и Г заполнены жидкостью и соединены между собой кольцевой полостью Д, выполненной в плите 15. Заготовку 16 укладывают в полость матрицы 4 на выталкиватель 8. При опускании плит 2 и 3 происходит взаимодействие ™„-:.| I f t f-t(О. wrsJe«L:T Utp..n заготовки течет в зазор между пуансоном 5 и матрицей 4, Одновременно с этим, штоки 13 под воздействием верхней плиты 2 опускаются, вытесняя жидкость через полость Д в полость Г, в результате чего штоки 14 поднимаются сообщая плите 3 движение со скоростью, равной необходимой скорости истечения металла заготовки iviKvri .,i.. ,iv,v,-х-.-. .... ---в зазор между пуансоном и матрицей на участке приложения противодавления. vuarTi P ППИ.ПОЖРНИЯ ППОТИВОЛаВЛеНИЯ. 6 процессе выдавливания плита 3, преодолевая усилие противодавления, передаваемое плунжерами 10, перемещается вверх, а пуансон 7 контролирует скорость истечения металла на участке приложения противодавления. Необходимая величина противодавления устанавливается регулятором И. После окончания процесса штамповки плунжеры 10 и плита 3 возвращаются в исходное положение. Предлагаемый штамп обеспечивает повышение качества изделий коробчатой формы со стенками переменной толшины по пе риметру. Формула изобретения Штамп для выдавливания изделий коробчатой формы, содержащий нижнюю, р, промежуточную плиты со смонтированными на них соответственно матрицей, формующим и прижимным пуансоном, и снабженный устройством для создания противодавления с плунжерами, контакти« еГ ™-г;1Г ±. - -он снабжен устройством подъема промежуточной плиты в процессе выдавливания, выполненным в виде силовых цилиндров, размещенных в нижней плите и соединенных между собой каналами, при этом щтоки поршней одних из указанных цилиндров уставозможностью взаимодействия новлены с (, верхней плитой, а других - с промежу ц Qf прижимной пуансон выполнен в виде вставки, расположенной в зоне фор „-„„„„„,„,,„„.. „ o,r,Q /f.r мовки стенки детали максимальной толщины. Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 1108725, кл. В 23 К, 1964.
