22
19
(Л
о о
ел
ОО
Изобретение касается обработки металлов давлением и относится к штампам для выдавливания.
Цель изобретения - повышение производительности за счет сокраш,ения времени переналадки штампа при выдавливании разных деталей.
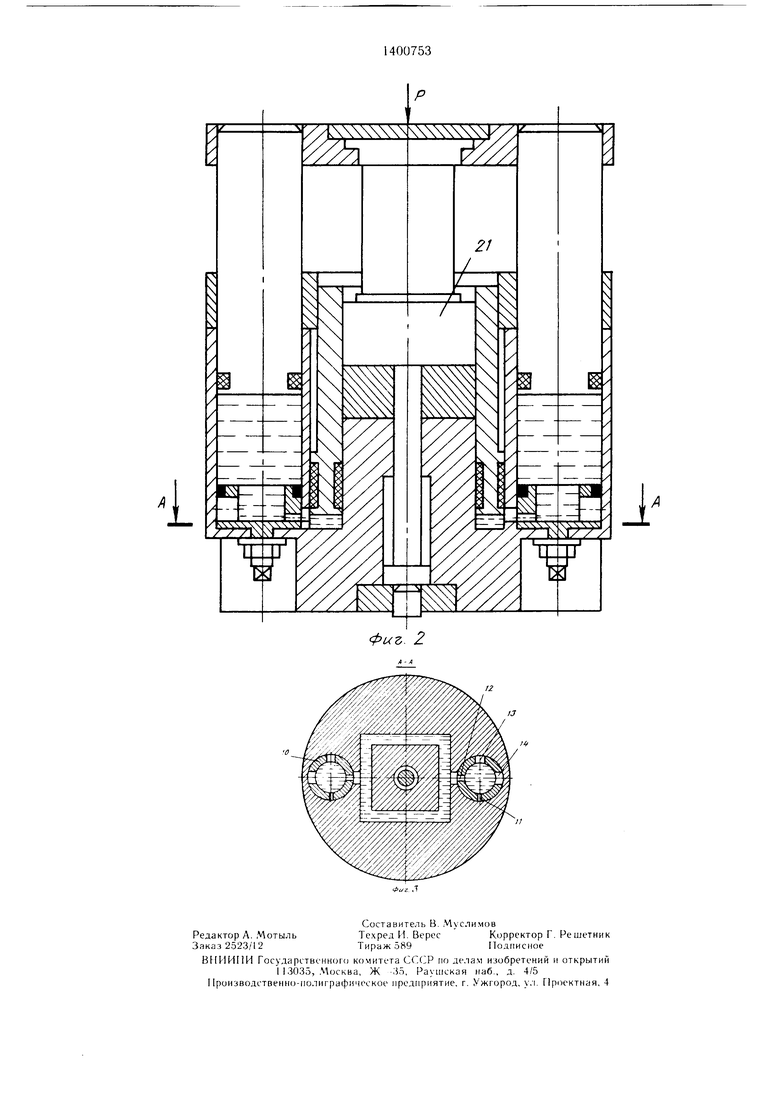
На фиг. 1 изображен штамп, продольный разрез, в конце рабочего хода; на фиг. 2 - то же, в начале рабочего хода; на фиг. 3 - сечение А-А на фиг. 2.
Штамп содержит верхнюю 1 и нижнюю 2 плиты, соединенные между собой посредством направляющей втулки 3, являющейся гидроцилиндром и направляюш,ей колонки 4, являющейся плунжером. На верхней плите 1 жестко закреплен пуансон 5. На нижней плите 2 установлена матрица 6, имеюш,ая возможность осевого перемещения.
Нижняя плита 2 выполнена с расположенной под матрицей 6 кольцевой полостью 7, заполненной рабочей жидкостью и сообщенной посредством каналов 8 с полостями 9 гидроцилиндров 3. Полость 7 выполняет функцию гидроцилиндра перемещения матрицы 6.
В полости 9 гидроцилиндров 3 размещены регуляторы скорости перемещения матрицы 6, выполненные в виде втулок 10 с радиальными отверстиями 11 -14 разного диаметра, расположенными на одном уровне с с каналами 8.
Втулки 10 выполнены с хвостовиком 15. Полости 7 и 9 уплотнены уплотнителями 16-18.
В рабочей нолости матрицы 6 на нижней плите 2 жестко закреплена вставка 19. В осевом отверстии нижней плиты 2 установлен выталкиватель 20. Позицией 21 обозначена исходная заготовка позицией 22 - готовая деталь.
Штамп работает следующим образом.
Заготовку 21 устанавливают на вставку 19. При рабочем ходе верхняя плита 1 вместе с пуансоном 5 опускаются вниз, в результате чего последний внедряется в заго
5
0
0
0
5
0
5
товку 20. Одновременно плунжеры 4, двигаясь вниз, заставляют перетекать рабочую жидкость из полости 9 через одно из отверстий 11 -14 втулки 10 и канал 8 в полость 7. Рабочая жидкость, объем которой определен диаметром одного из отверстий 11 -14, воздействуя на нерабочий торец матрицы 6 перемещает ее вверх с нужной для выдавливания скоростью.
При обратном ходе все рабочие части штампа возвращаются в исходное положение. Готовая деталь 22 выталкивается из матрицы 6 выталкивателем 20.
При переналадке штампа для выдавливания с иной скоростью перемещения матрицы 6 хвостовиком 15 поворачивают втулку 10 до совмещения одного из отверстий II -14 требуемого диаметра с каналом 8 и фиксируют ее.
Простая и быстрая переналадка предлагаемого щтампа обеспечивает повышение производительности труда.
Формула изобретения
Штамп для выдавливания, содержащий верхнюю плиту, несущую пуансон, нижнюю плиту, соединенную с верхней плитой посредством направляющих втулок и колонок, выполненных соответственно в виде силовых цилиндров и плунжеров, а также матрицу с гидроцилиндром ее перемещения, отличающийся тем, что, с целью повышения производительности за счет сокращения времени переналадки штампа, гидроцилиндр перемещения матрицы выполнен в виде кольцевой полости в нижней плите, сообщенной посредством каналов с полостями силовых цилиндров направляющих втулок, а щтамп снабжен регуляторами скорости перемещения матрицы, герметично установленными в полостях гидроцилиндров направляющих втулок с возможностью осевого поворота и выполненными в виде втулок с радиальными отверстиями разного диаметра на боковой поверхности, расположенными на одном уровне с каналами.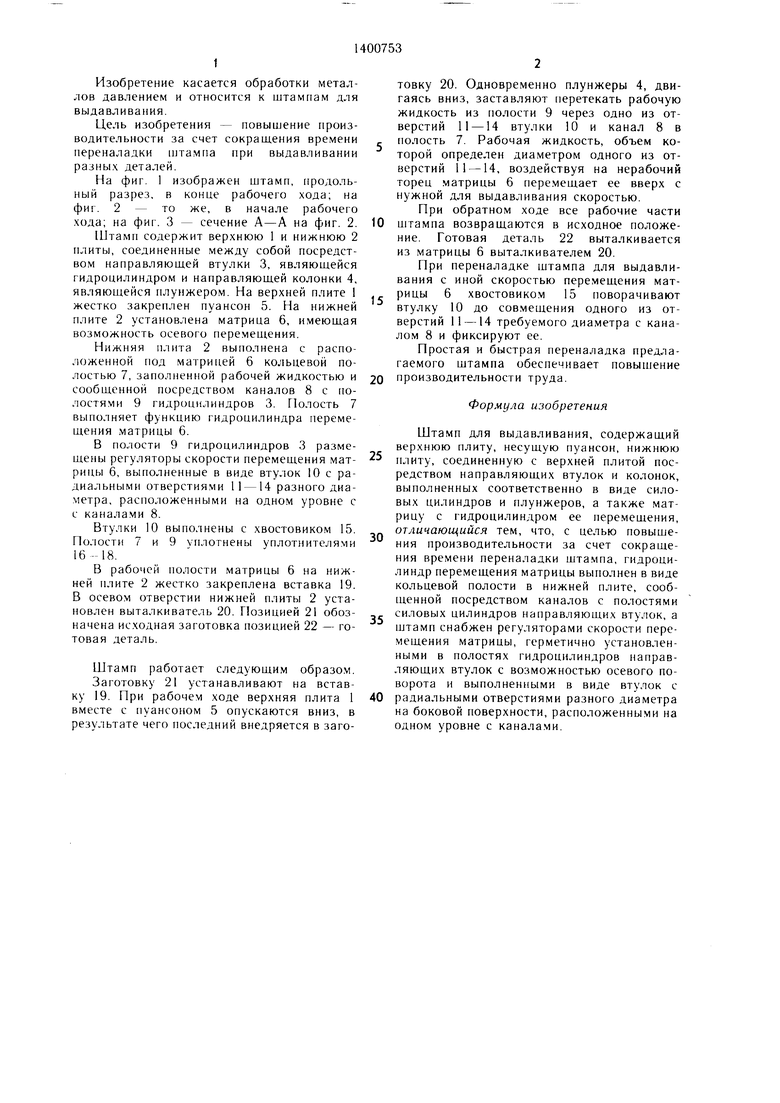
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1989 |
|
SU1690938A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп для выдавливания инструментов спиральной формы | 1977 |
|
SU656732A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для выдавливания инструментов | 1978 |
|
SU749532A2 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для выдавливания и пробивки | 1978 |
|
SU694272A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Устройство для гидромеханической вытяжки | 1981 |
|
SU1015972A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей выдавливанием. Цель - повышение производительности за счет сокрашения времени переналадки штампа. Гидроцилиндр перемещения матрицы 6 выполнен в виде кольцевой полости, расположенной в нижней плите 2 под матрицей 6, сообщенной посредством каналов 8 с полостями 9 гидроцилиндров 3. В полостях 9 герметично установлены с возможностью осевого поворота втулки 10 с радиальными отверстиями разного диаметра на боковой поверхности, расположенными на одном уровне с каналами 8. При переналадке штампа для выдавливания с другой скоростью перемещения матрицы 6 осуществляют осевой поворот втулок 10, сов.мещая отверстия требуемого диаметра с каналом 8. Это сокращает время перена- . 1адки. 3 ил.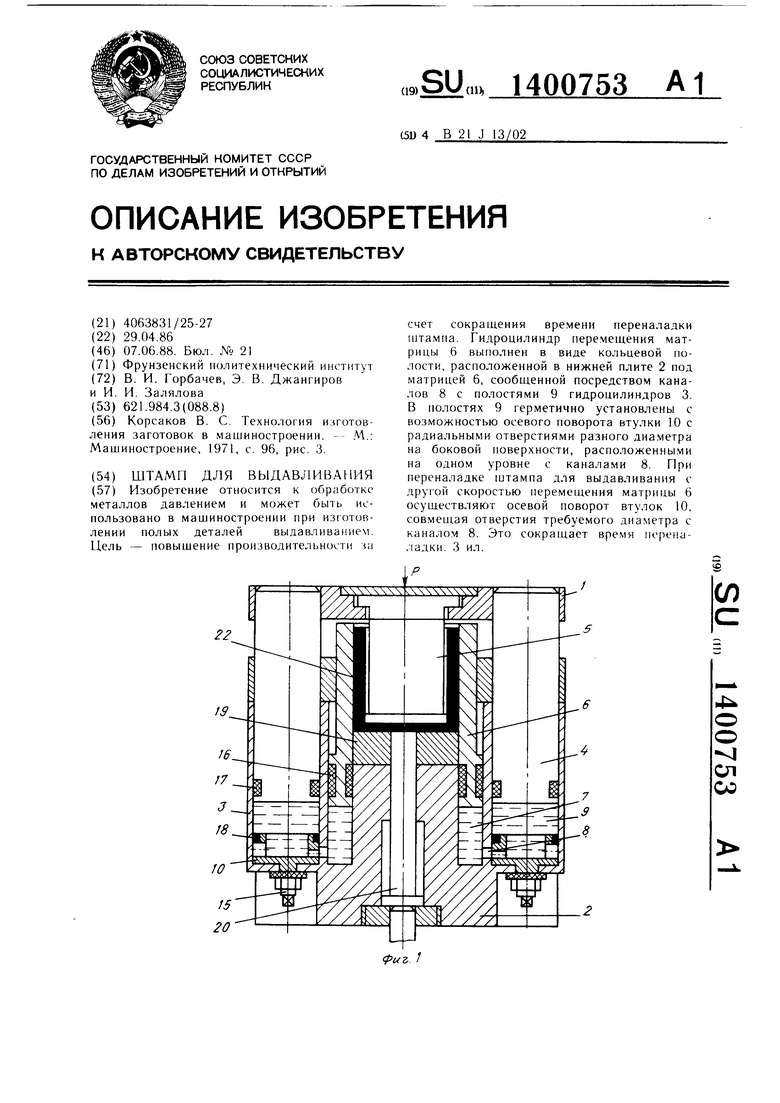
фиг. 2
и
| Корсаков В | |||
| С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| -- AV: Машиностроение, 1971, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
