Изобретение относится к станкостроению и может быть использовано при разработке суппортов тяжелых токарных станков.
Целью изобретения является расширение технологических возможностей за счет создания возможности контролируемого перемещения резцедержателя при позиционировании инструмента.
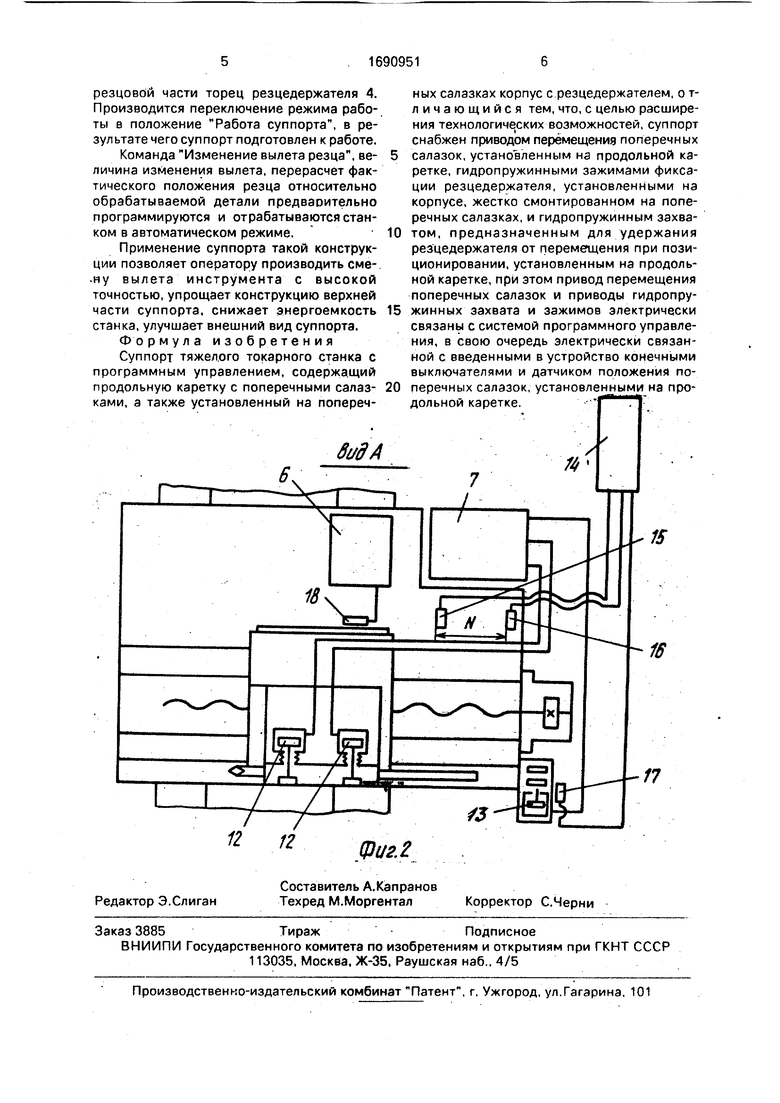
На фиг.1 изображен суппорт; на фиг.2 - вид А на фиг.1.
Суппорт тяжелого токарного станка с программным управлением содержит продольную каретку 1 с поперечными салазка- ми 2, несущими корпус 3 с резцедержателем 4, перемещающимся в корпусе в пределах хода L и обеспечивающий резцу необходимый вылет резца 5 относительно корпуса 3 на величину К + Li.
На каретке 1 смонтированы устройство ЧПУ 6, гидростанция 7 и редуктор 8 перемещения поперечных салазок 2 с приводом от электродвигателя 9. Перемещение поперечных салазок 2 осуществляется от винта 10 через гайку 11, закрепленную на поперечных салазках 2. Зажим резцедержателя 4 в корпусе 3 выполняется гидропружинными зажимами 12. Удержание резцедержателя 4 при его позиционировании производится захватом 13, установленным на каретке 1. Подача давления на гидропружинные зажимы 12 и захват 13 осуществляется от гидростанции 7. Управление работой гидростанции и электродвигателя 9 выполняется от станции 14 управления по сигна- лам конечных выключателей 15-17 датчика 18 положения поперечного перемещения и устройства ЧПУ 6.
Расстояние N между конечными выключателями 15 и 16 равно ходу резцедержателя 4. Конечный выключатель 16 является ограничителем хода М поперечных салазок 2 назад (от обрабатываемой детали). Нормальное состояние гидропружинных зажимов 12 - резцедержак зажат. Нормальное состояние гидропружинного захвата 13 - разжатое. К мм - постоянный наименьший вылет вершины резца от корпуса, устанавливается конструкцией суппорта. LI мм - переменная составляющая вылета, назначаемая в пределах хода L резцедержателя 4. Суппорт тяжелого токарного станка работает следующим образом.
При поступлении команды от системы ЧПУ 6 на перемещение поперечных салазок 2 включается электродвигатель 9 через редуктор 8, вращающий винт 10 и приводящий в движение гайку 11с поперечными салазками 2. При выполнении перемещения поперечных салазок на заданную величину Mt датчик 18 посылает соответствующую информацию в систему ЧПУ 6, которая дает команду на останов электродвигателя 9.
При необходимости изменения вылета резцедержателя 4 с резцом 5 относительно
корпуса 3 и установки ее в размер К + U порядок работы следующий.
По команде Изменение вылета резца резцедержателя с пульта системы ЧПУ 6 станция 14 управления включает гидростан0 цию 7, от которой давление подается на разжим гидропружинных зажимов 12 резцедержателя 4 и приведение в действие механизма захвата резцедержателя.
Затем включается электродвигатель 9,
5 передающий движение через редуктор 8 на винт 10. приводящ 1Й в движение гайку 11 с поперечными салазками 2, корпус 3 с резцедержателем 4.
Возможны два направления первона0 чального перемещения поперечных салазок в зависимости от предшествующего положения заднего (противоположного резцовой части) торца резцедержателя 4 относительно конечного выключателя 17.
51. Перемещение поперечных салазок 2
к обрабатываемой детали в случае перекрытия противоположным резцовой части торцом резцедержателя 4 конечного выключателя 17 до его срабатывания.
0 . 2.Перемещениепоперечныхсалазок2отобра- батываемой детали до включения конечного выключателя 17 противо.положен ым резцовой части торцом резцедержателя 4.
После срабатывания конечного выклю5 чателя 17 давление от гидростанции 7 подается на питание захвата 13. который фиксирует противоположный резцовой части торец резцедержателя 4 и удерживает его от дальнейшего перемещения.
0 Далее поперечные салазки 2 перемещаются от детали в крайнее положение до срабатывания конечного выключателя 16. Это состояние механизма служит для установки резцедержателя 4 в положение начала от5 счета или соответствует наибольшему вылету резцедержателя K+L На планируемую величину вылета резцедержателя 4 задание от системы ЧПУ 6 на величину LI отрабатывается механизмом поперечного перемеще0 ния: поперечные салазки 2 с корпусом 3 перемещаются к обрабатываемой детали до регистрации пройденного пути U датчиком 18. Конечный выключатель 15 служит блокирующим звеном от перемещения попереч5 ных салазок свыше величины Далее сбрасывается давление с зажимов 12,, что приводит к фиксации резцедержателя 4 в положении с заданным вылетом К+Li. Сбрасывается давление с захвата 13, в результа- те чего освобождается противоположный
резцовой части торец резцедержателя 4. Производится переключение режима работы в положение Работа суппорта, в результате чего суппорт подготовлен к работе.
Команда Изменение вылета резца, ве- личина изменения вылета, перерасчет фактического положения резца относительно обрабатываемой детали предварительно программируются и отрабатываются станком в автоматическом режиме.
Применение суппорта такой конструкции позволяет оператору производить сме- -ну вылета инструмента с высокой точностью, упрощает конструкцию верхней части суппорта, снижает энергоемкость станка, улучшает внешний вид суппорта.
Формула изобретения
Суппорт тяжелого токарного станка с программным управлением, содержащий продольную каретку с поперечными салаз- хами, а также установленный на поперечных салазках корпус с резцедержателем, о т- личающийся тем, что, с целью расширения технологических возможностей, суппорт снабжен приводом перемещения поперечных салазок, установленным на продольной каретке, гидропружинными зажимами фиксации резцедержателя, установленными на корпусе, жестко смонтированном на поперечных салазках, и гидропружинным захватом, предназначенным для удержания резцедержателя от перемещения при позиционировании, установленным на продольной каретке, при этом привод перемещения поперечных салазок и приводы гидропружинных захвата и зажимов электрически связаны с системой программного управления, в свою очередь электрически связанной с введенными в устройство конечными выключателями и датчиком положения поперечных салазок, установленными на продольной каретке.
Фиг. 2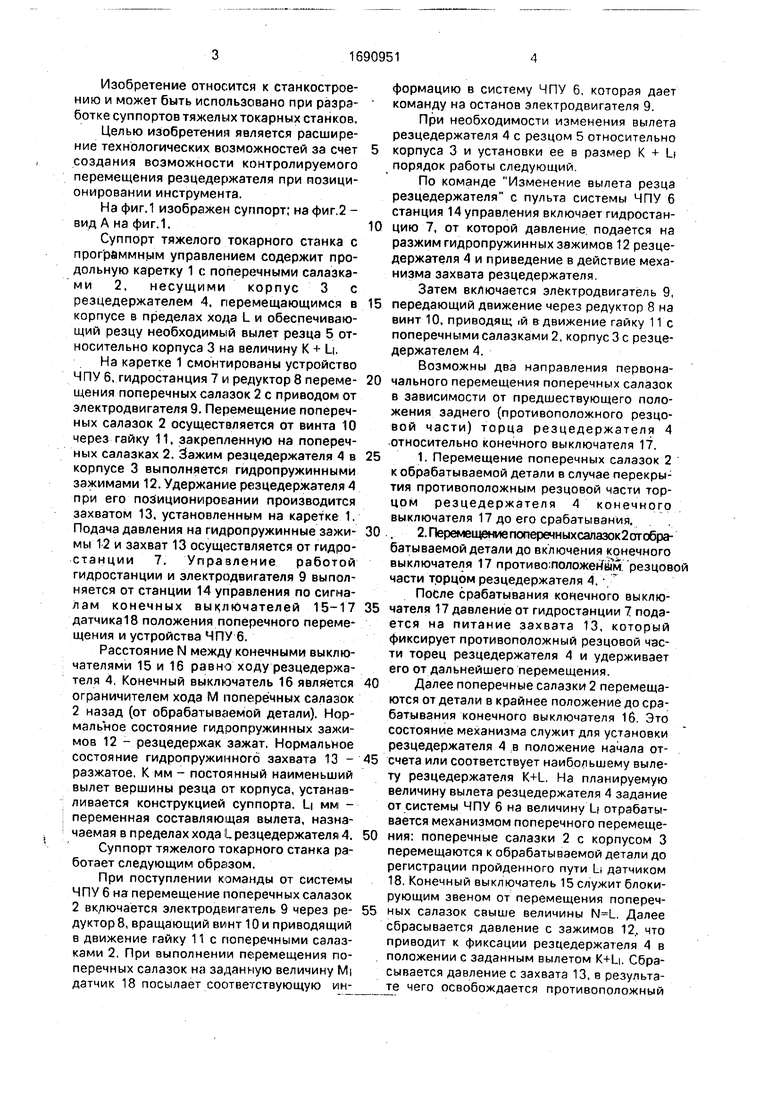
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1984 |
|
SU1172642A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Рабочий орган станка | 1983 |
|
SU1144832A1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
Изобретение относится к станкостроению и может быть использовано при разработке суппортов тяжелых токарных станков. Целью изобретения является расширение технологических возможностей за счет создания возможности контролируемого перемещения резцедержателя при позиционировании инструмента Суппорт содержит продольную каретку 1 с поперечными салазками 2, а также установленный на поперечных салазках 2 корпус 3 с резцедержателем 4. Перемещение поперечных салазок 2 осуществляется посредством привода, состоящего из электродвигателя 9. редуктора 8 и винтовой пары 10 и 11 Фиксация резцедержателя 4 в процессе обработки осуществляется установленными в корпусе 3 гидропружинными зажимами, а удержание его при позиционировании - гидропружинным захватом, установленным на продольной каретке 1. Управление работой приводного и фиксирующих механизмов осуществляется посредством системы программного управления, электрически связанной с конечными выключателями и датчиком положения. 2 ил. (Л С Os Ч) о ю ел Фиг1
| ПОПЕРЕЧНЫЙ СУППОРТ | 0 |
|
SU257260A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
