Известны поперечные суппорты к токарному станку с программным управлением, в которых подача инструмента, закрепленного в резцовом блоке, осуществляется с помощью гидроцилиндров.
В предложенном суппорте с целью автоматизации «астройки резцов по программе гидроцилилдры связаны с золотниками, получающими команды от программоносителя н гидравлически связанными с насосом и электрически - с главным двигателем, приводящим во вращение ходовой вал, с которым взаимодействует жестко связанная с блоком коробка подач.
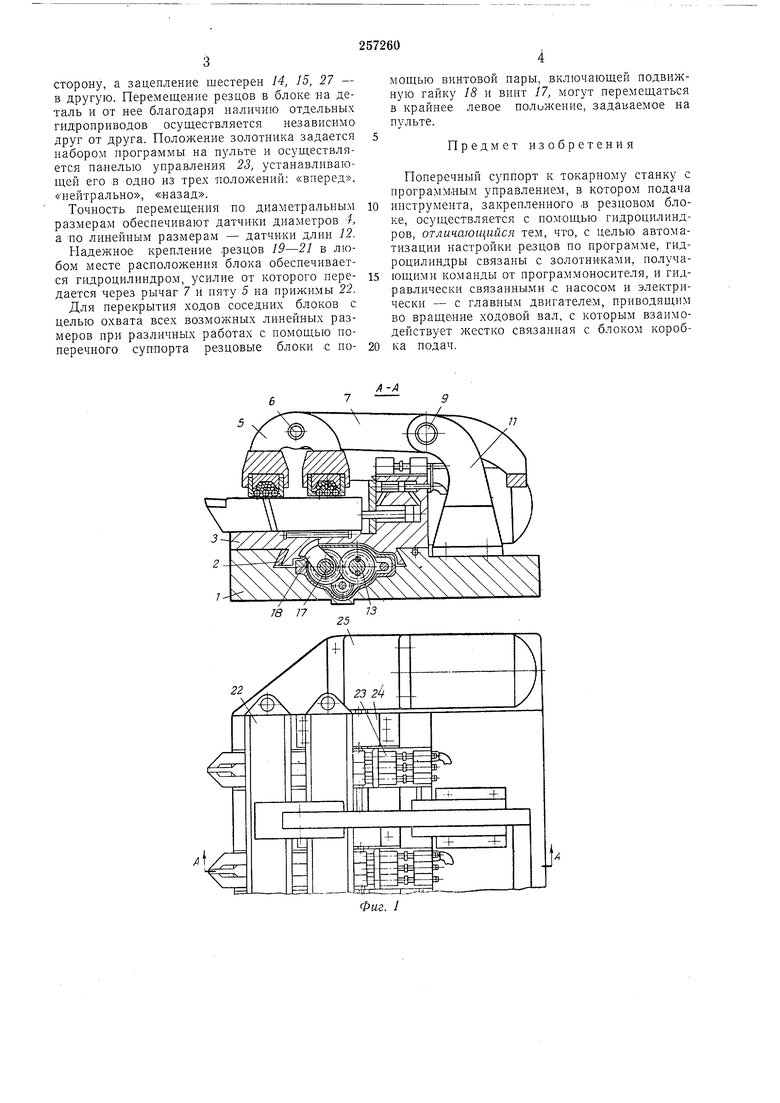
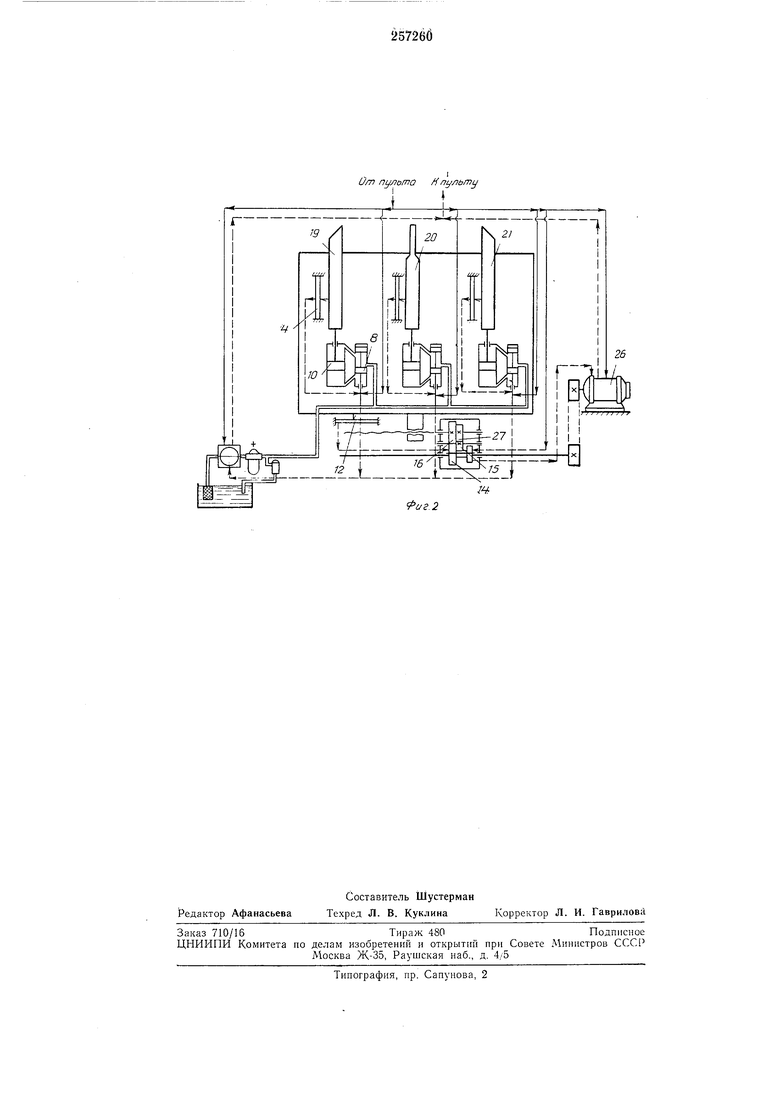
Па фиг. 1 - предлагаемый суппорт, вид в плане; на фиг. 2 - принципиальная схема управления.
Предлагаемый суппорт содержит основание , регулировочный клин 2, резцовые блоки 3, датчики диаметров 4, пяту 5, ось 6 пяты, рычаг 7, золотник 8, ось 9 рычага, поршень 10, стойку 11, датчики длин 12, ведущий вал 1, передаточные щестерни 14, 15, 16 и 27, винтовую пару 17 и 18, резцы 19, 20 и 21, шариковые прижимы 22, панель управления 23, коробку подач 24, редуктор 25 и электромотор 26.
Па основание / установлены резцовые блоки 3 с резцами 19, 20 -и 21 и соответственно такое же количество коробок подач 24. Через
все коробки подач проходит ведущий вал 13, одним концом опирающийся на втулку последней коробки. Другой конец вала входит в редуктор 25, к которому присоединен электромотор 26. Резцовые блоки регулируются на легкость перемещения клином 2. Па резцовые блоки установлены панели управления 23. Закрепление резцов в блоках осуществляется двумя шариковыми прижимами 22. Па прижимы опирается пята 5, соединенная с осью 6 рычагом 7, который, в свою очередь, осью 9 соединен со стойкой //. В основании размещаются датчики длин 12, а в корпусе блока 3 - датчики диаметров 4.
Описанное устройство работает следующим образом.
Размеры, по которым доллша быть обработана деталь, набираются на пульте управления непосредственно с чертежа. С пульта
управления команда подается на электромотор 26 и гидронасос. От электромотора движение передается через редуктор 25 на ведущий вал 13 и далее - резцовому блоку 3, а от гидронасоса через золотники 8 поршню 10
и далее - резцам 19, 20 и 21. Резцовые блоки перемещаются по направляющим основания как в одну, так .и в другую стороны благодаря зубчатой передаче коробки подач 24 и паре винт - гайка 17, 18. Зацепление шестесторону, а зацепление шестерен 14, 15, 27 - в другую. Перемещение резцов в блоке на деталь и от нее благодаря наличию отдельных гидроприводов осуществляется независимо друг от друга. Положение золотника задается набором программы на пульте и осуществляется паиелью управления 23, устанавливающей его в одно из трех положений: «вперед, «нейтрально, «-назад. Точность перемещения по диаметральным размерам обеспечивают датчики диаметров 4, а по линейным размерам - датчики длин 12. Падежное крепление резцов 19-21 в любом месте расположения блока обеспечивается гидроцилиндром, усилие от которого передается через рычаг 7 и пяту 5 на прижимы 22. Для перекрытия ходов соседних блоков с целью охвата всех возможных линейных размеров при различных работах с помощью поперечного суппорта резцовые блоки с помощью винтовой пары, включающей подвижную гайку 18 и винт 17, могут перемещаться в крайнее левое полижение, задаваемое на пульте. Предмет изобретения Поперечный суппорт к токарному станку с программным управлением, в котором подача инструмента, закрепленного ,в резцовом блоке, осуществляется с помощью гидроцилиндров, отличающийся тем, что, с целью автоматизации настройки резцов по программе, гидрощилиндры связаны с золотниками, получающими команды от программоносителя, и гидравлически связанными с насосом и электрически - с главным двигателем, приводящим во вращение ходовой вал, с которым взаимодействует жестко связанная с блоком коробка подач.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| Суппорт тяжелого токарного станка с программным управлением | 1989 |
|
SU1690951A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ | 2012 |
|
RU2504456C2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Универсальный фрезерный станок с программным управлением | 1973 |
|
SU450694A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УНИВЕРСАЛЬНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ КВАДРОКОПТЕРНОГО ТИПА | 2024 |
|
RU2835704C1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ РАБОЧЕГООРГАНА | 1971 |
|
SU413021A1 |
/7
От пуло т а Н пульту
i
Фаг-2
