Изобретение относится к способам сварки плавлением и может быть использовано в судостроительной, авиационной, пищевой, энергетической и других отраслях народного хозяйства.
Цель изобретения - повышение качества соединения путем изменения условий формирования обратной поверхности сварочной ванны и образования лицевой поверхности сварочной ванны.
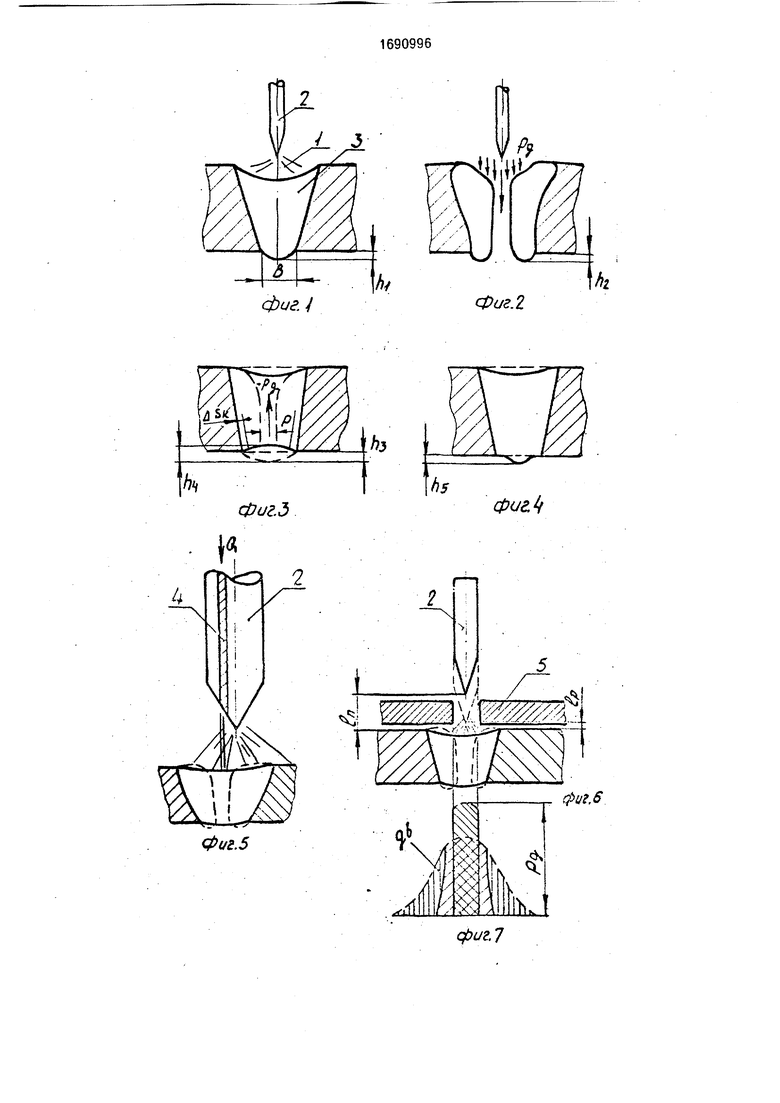
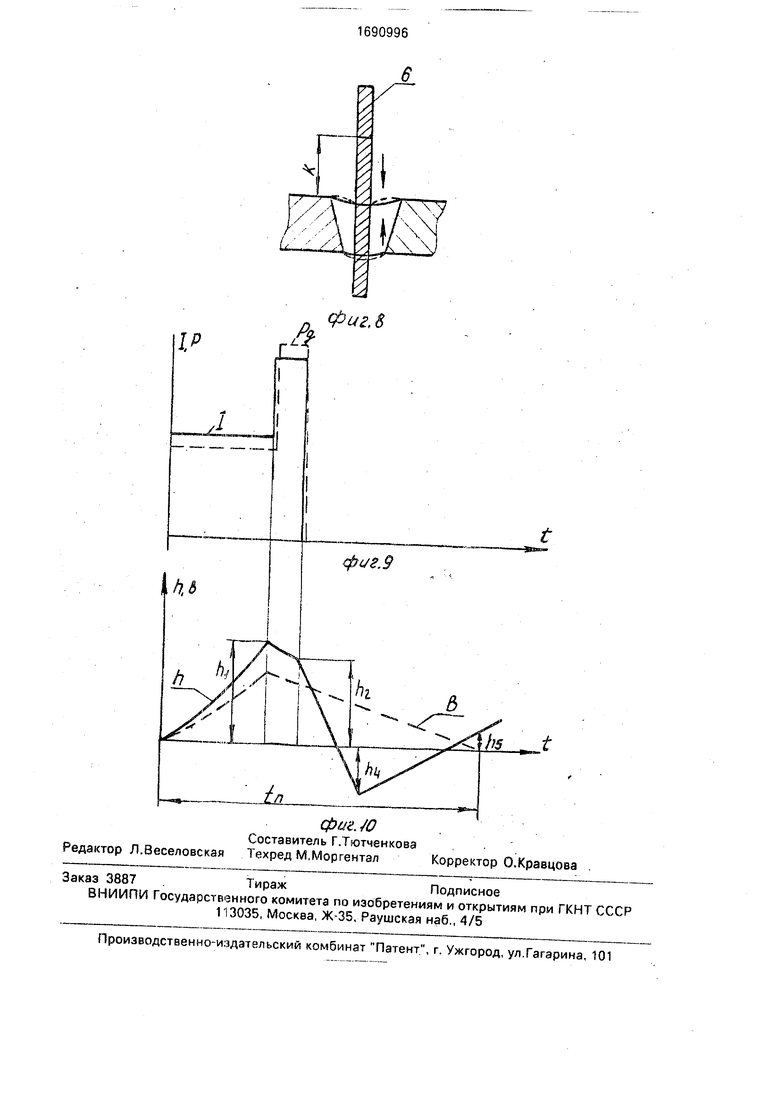
На фиг, 1-4 показаны стадии процесса формирования сварной точки; на фиг, 5 - схема образования сквозного отверстия давлением газа; на фиг, 6 - схема образования сквозного отверстия импульсом тока; на фиг. 7 - распределение газодинамического давления; на фиг. 8 - схема образования сквозного отверстия с помощью твердого стержня; на фиг, 9 - график изменения тока I и газодинамического давления Р дуги; на
фиг. 10 - график изменения диаметра и формы (h, В) сварной точки с обратной стороны. При горении дуги 1 с электрода 2 образуется сварочная ванна 3 (фиг. 1). При сквозном проплавлении под действием силы тяжести поверхность ванны 3 с обратной стороны провисает и образуется выпуклость велйчиной h 1. При изменении условий теп- ловложения (прекращения импульса тока при импульсной сварке или при перемещении источника тепла) давлением Рд образуют сквозное отверстие по толщине сварочной ванны 3. При этом поверхность ванны 3 с обратной стороны преобразуется в часть поверхности шара с выпуклостью h2 hi (фиг. 2). При прекращении действия дополнительного давления Р (фиг. 3) отверстие закрывается за счет сил поверхностного натяжения, что в сочетании с реакцией металла (-РдР) на удаление дополнительного давления,Рд приводит к зависимости от ди(Л
С
о
8
ю ю сь
аметра отверстия и неличины h к образованию выпуклости Нз « ha или вогнутости h4. В дальнейшем поверхность ванны 3 с обратной стороны стремится занять устойчивое положение под действием силы тяжести и сил поверхностного нагяжения. Однако с момента изменения параметров тепловво- да начинается процесс дискретной кристаллизации сварной точки с шагом Д SK (фиг. 3) по периметру ванны в случае импульсной сварки.или в хвостовой Части - при непрерывной сварке. К моменту tn поверхность ванны 3 с обратной шгороны полностью кристаллизуется (В О), но к этому моменту времени выпуклость ванны 3 достигает значения 5 hi,
Дополнительное давление для создания сквозного отверстия в сварочной ванне 3 можно создать газовым потоком Q, подаваемым через отверстие в обойме, охватывающей электрод 2, или через отверстие 4 в электроде 2 (фиг. 5),
Дополнительное давление можно создавать дополнительным импульсом тока (фиг. 6). При этом для исключения вредного влияния периферийной части теплового потока дв во время дополнительного импульса тока (фиг. 7) процесс сварки осуществляют следующим образом.
Вначале электрод 2 устанавливают по отношению к поверхности основного металла на длину 1р и осуществляют проплав- ление. При достижении сквозного проплав- ления (при импульсной сварке) или при расплавлении металла в передней части ванны 3 (при непрерывной сварке) электрод 2 перемещают от основного металла до расстояния 1Л и при замыкании контакта включают дополнительный импульс тока Рд. При этом тепловой поток дв воспринимает пластина 5.
Дополнительное давление можно создать стержнем 6, который при проп л явлении располагаю на расстоянии К от основного металла {фиг. 8), а в момент кристаллизации погружают в металл ванны 3 и затем возвращают в исходное положение.
Пример. Сварку проводили на пластине из стали 1Х18Н10Т толщиной 3 мм
неплавящимся электродом $5 1 мм а среде аргона. Сквозное отверстие в момент кристаллизации сварной точки образовывали импульсом тока. При диаметре отверстия 2 мм имеется частичный выброс металла ванны при подаче импульса тока. При использовании отверстия с диаметром 1,2 мм такого явления не наблюдалось.
Предложенный способ может быть использован для сварки изделий с повышенными требованиями к усилению шва с обратной стороны в разных пространственных положениях изделия без применения специальной оснастки для обеспечения формирования шва.
Фор мула изобретения
1.Способ дуговой сварки неплавящимся электродом, при котором на ванну жидкого металла воздействуют дополнительным давлением, отличающийся
тем, что, с целью повышения качества соединения путем обеспечения заданной формы обратной стороны шва, дополнительное давление создают в момент кристаллизации сварной по центру ванны на площади,
составляющей от 0,1 до 0,2 площади лицевой поверхности сварочной ванны, которую определяют предварительно, при этом величину дополнительного давления выбирают из условия образования сквозного
отверстия а ванне.
2.Способ по п. 1,отличающийся тем, что дополнительное давление создают импульсом тока,
3.Способ поп, 1,отличающийся тем, что дополнительное давление создают
импульсом газа.
4.Способ по п. 1,отличающийся тем. что дополнительное давление создают стержнем из керасплавляемого при температуре сварки материала.
: &&Z5T ж у//// - - -
INS
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки плавлением | 1987 |
|
SU1547991A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
Изобретение относится к способам сварки неплавящимся электродом в среде защитных газов со сквозным проплавлени- ем и может быть использовано во всех отраслях промышленности, где применяют сварку в среде аргона и предъявляют повышенные требования к геометрическим размерам шва. Цель изобретения - повышение качества сварного соединения за счет улучшения формирования обратной стороны сварного шва. Для этого в момент кристаллизации сварной точки образуют сквозное отверстие по толщине сварной ванны. Отверстие создают дополнительным давлением на площади, составляющей от 0,1 до 0,2 площади лицевой поверхности сварочной ванны. Давление создают импульсом тока или газа, а также стержнем из нерасплавляемого при температуре сварки материала. 3 з.п. ф-лы, 10 ил.
| Авторское свидетельство СССР ISfe 1347293, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ДУГОВОЙ СВАРКИР, П | 1971 |
|
SU432991A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
