Изобретение относится к сварочной технике и найдет применение при изготовлении толстолистовых конструкций в машиностроении И других отраслях промышленности.
По основному авт. св. 218349 известен способ сварки дугой, при котором на сварочную ванну позади дуги воздействуют дополнительным газовым потоком.
Однако применение данного способа при сборке Импульсной сжатой дугой не дает положительных результатов из-за одновременного воздействия на сварочную ванну двух потоков, что вызывает появление подрезов и непроплавление металла.
Цель изобретения - создание такого способа сварки, при котором достигается хорошее формирование шва и увеличить производительность сварки.
Это достигается воздействием дополнительного потока газа, давление которого уменьшает в период увеличения концентрации энергии столба дуги и увеличивают -в период уменьшения концентрации энергии столба дуги.
Для того, чтобы дополнительный поток газа не оказывал охлаждаюш,его воздействия на ванну расплавленного металла, дополнительный поток газа подогревают дополнительным источником энергии.
Изменение концентрации энергии столба
может производиться за счет импульсного тока, импульсного изменения давления основного потока газа, илИ за счет совокупности обоих способов.
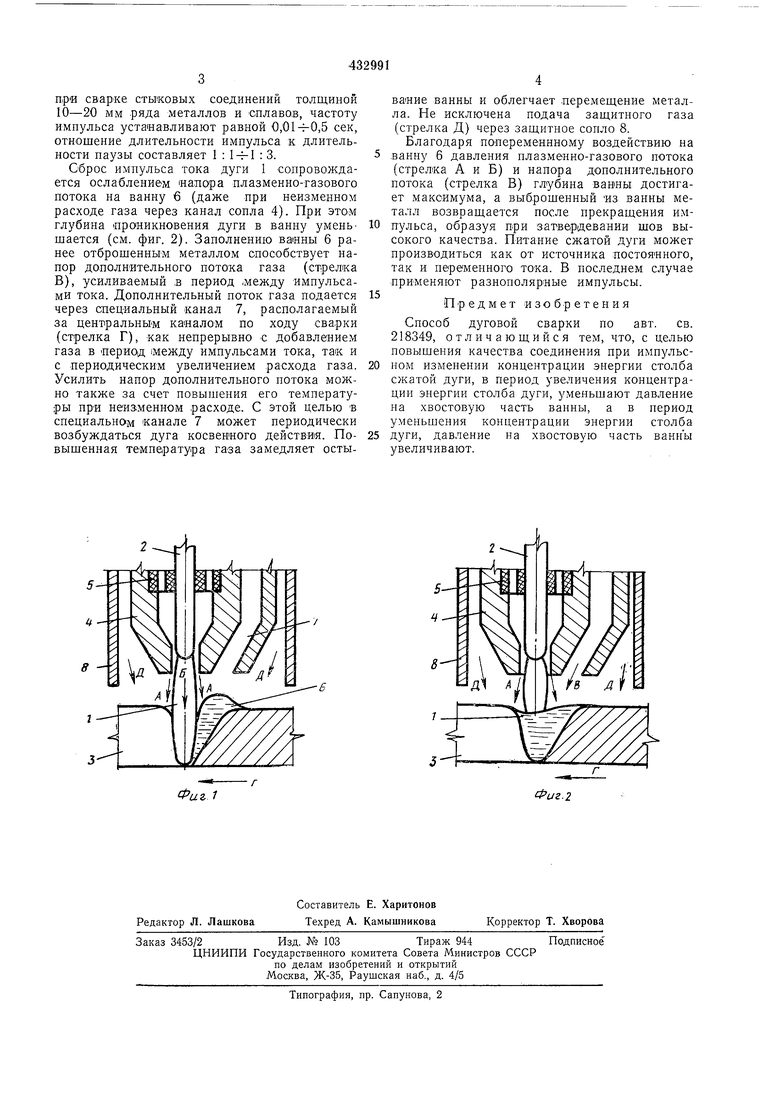
Па фиг. 1 показан момент подачи импульса тока; на фиг. 2 - момент усиления напо ра дополнительного потока газа.
Дуга 1, возбуждаемая с направляюш,егося электрода 2 на изделие 3, горит в канале сопла 4, изолированного от электрода 2 втулкой
5.В канал сонла 4 подают газ (стрелка А), частично преобразующийся в плазму, а также изолирующий столб дуги от стенок канала. Под действием тепла дуги I и давления
плазменно-газового потока образуется ванна
6.Увеличение глубины ванны 6 и проникновения дуги 1 в ванну достигается за счет кратковременного увеличения силы тока в несколько раз по сравнению со средней величиной, расчетной для данного диаметра канала сопла 4, или расхода газа через канал. При этом повышается концентрация тепловой энергНИ столба и возрастает напор плазменно-газового потока (стрелка Б). Проникновение дуги вглубь ванны 6 вызывает выбрэс металла и в хвостовую часть ванны. Длительность, частоту и величину амплитуды имнульса тока устанавливают из условия стойкости сопла и сохранения выброшенного металла ванны в жидком состоянии. Например
при сварке стыковых соединений толщиной 10-20 мм .ряда металлов и сплавов, частоту импульса устаиавливают равной 0,,5 сек, отношение длительности импульса к длительности паузы составляет 1 : 3.
Оброс имнульса тока дуги 1 сопроволадается ослаблением «апара плазменно-газового потока на ванну 6 (даже при неизменном расходе газа через канал сопла 4). При этом глубина Проникновения дуги в ванну уменьшается (см. фиг. 2). Заполнению ваины 6 ранее отброшенным металлом способствует напор дополнительного потока газа (стрелка В), усиливаемый в период .между импульсами тока. Дополнительный поток газа подается через специальный канал 7, располагаемый за центральным каналом по ходу сварки (стрелка Г), как непрерывно с добавлением газа в лериод между импульсами тока, так и с периодическим увеличением расхода газа. Усилить напор дополнительного потока можно также за счет повышения его температуры при неизменном расходе. С этой целью в специальном канале 7 может периодически возбуждаться дуга косвенного действия. Повышенная температура газа замедляет остываиие ванны и облегчает .перемеш,ение металла. Не исключена подача заш,итного газа (стрелка Д) через защитное сопло 8.
Благодаря попеременнному воздействию на 5 ванну 6 давления плазменно-газового потока (стрелка А и Б) и напора дополнительного потока (стрелка В) глубина ванны достигает максимума, а выброшенный из ванны металл возвращается после прекращения импульса, образуя при затвердевании шов высокого качества. Питание сжатой дуги может производиться как от источника постоянного, так и переменного тока. В последнем случае применяют разнополярные импульсы.
Предмет изобретения
Способ дуговой сварки по авт. св. 218349, отличающийся тем, что, с целью повышения качества соединения при импульсном изменении концентрации энергии столба сжатой дуги, в период увеличения концентрации энергии столба дуги, уменьшают давление на хвостовую часть ванны, а в период уменьшения концентрации энергии столба
дуги, давление на хвостовую часть ванны увеличивают.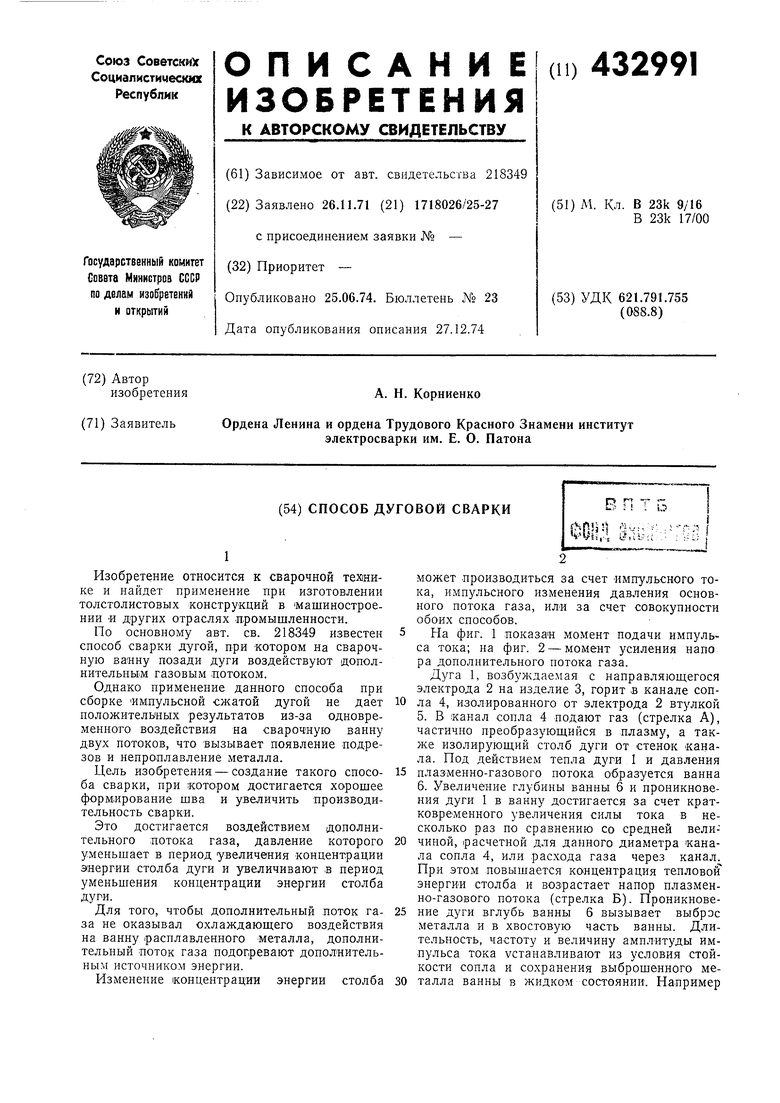
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| Плазменная горелка | 1983 |
|
SU1234104A1 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ обработки плазменной импульсной дугой | 1989 |
|
SU1683927A1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1999 |
|
RU2165831C2 |
