фиг.1
Изобретение относится к машиностроению и может быть использовано на предприятиях по ремонту и изготовлению машин, в частности для сборки транспортеров.
Целью изобретения является повышение производительности и качества сборки
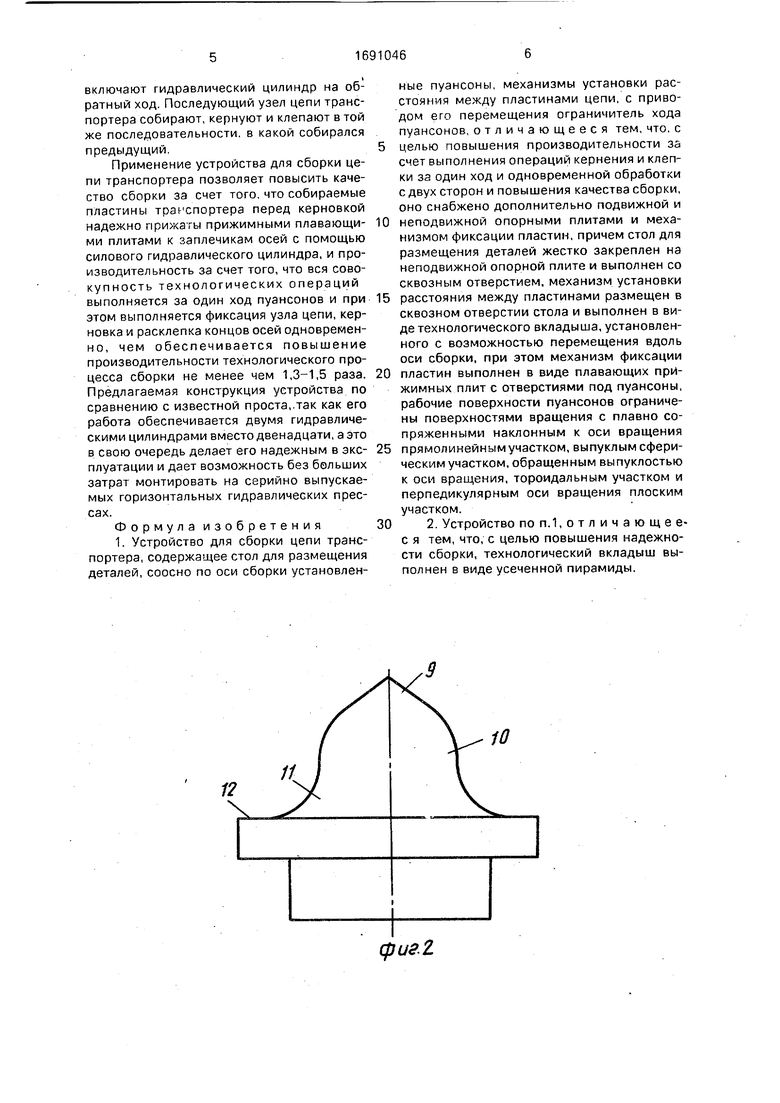
На фиг.1 показано устройство, смонтированное на гидравлическом прессе; на фиг.2 - конструкция рабочей головки пуансона; на фиг.З - устройство в положении окончания расклепки осей, общий вид.
Устройство для сборки цепи транспортера содержит станину 1 и подвижную опорную плиту 2, установленную на силовом гидравлическом цилиндре 3 пресса, на которой в горизонтальной плоскости жестко закреплена одна пара пуансонов 4. На пуансоны 4 надета плавающая прижимная плита 5, содержащая вертикальный паз под скребок транспортера и горизонтальный паз под рабочую плоскость стола 6. Между плавающей прижимной плитой 5 и опорной подвижной плитой 2 установлена упругая пластина 7, которая жестко закреплена на опорной плите 2 и служит для подпружини- вания плавающей прижимной плиты. Пуансоны 4 на своем конце содержат головки 8, рабочая поверхность которых ограничена поверхностями вращения с плавно сопряженными наклонным к оси вращения прямолинейным участком 9, выпуклым сферическим участком 10, обращенным выпуклостью к оси вращения тороидальным участком 11, и перпендикулярным оси вращения плоским участком 12. На заднем упоре пресса смонтированы неподвижная опорная плита 13, на которй аналогично, как и на подвижной плите 2, смонтирована пара пуансонов 14, противоположно направленных пуансонам 4, и на них надеты плавающая прижимная плита 15 с прикрепленным к ней столом 6 и упругая пластина 16. На рабочей поверхности стола выполнено сквозное отверстие, в котором установлен технологический вкладыш 17 в виде усеченной пирамиды, соединенный пальцами 18с гидроцилиндром 19, жестко установленным на станине пресса. Управление работой пресса и устройства осуществляется рукоятками 20 и 21. Продольный ход опорной подвижной плиты 2 ограничен упором 22, снабженный конечным выключателем.
Устройство для сборки цепи работает следующим образом.
На стол 6 устанавливают одну пару планок цепи 23 и пару промежуточных взеньев 24, которые соединены между собой осями 25 с концами, подлежащими керновке и клепке. Планки 23 устанавливают так, чтобы
технологический вкладыш 17s виде усеченной пирамиды находился между планками и промежуточными звеньями, что обеспечивает осевым линиям осей 25 расположение
на осевых линиях пуансонов 4 и 14, так как поверхность стола отдалена от осей пуансонов на расстояние, равное половине ширины планок цепи 23. Рукояткой 20 включают в работу гидроцилиндр 3, который приводит
0 в движение опорную плиту 2 и смонтированные на ней пуансоны 4 ч плавающую прижимную плиту 5. Когда плавающая прижимная плита 5 приближается к планкам цепи 23, концы пальцев 25 входят в ее
5 отверстия, а опорная поверхность стола 6 - в горизонтальный паз этой плиты. При дальнейшем движении штока гидроцилиндра 3 прижимная плавающая плита 5 упирается в планку цепи 23 и начинает толкать цепь в
0 направлении к прижимной плавающей плите 15. После упора второй планки цепи 23 в прижимную плиту 15 прижимные плиты 5 и 15 начинают приближаться соответственно к опорным плитам 2 и 13, опираясь при этом
5 на упругие пластины 7 и 16, на деформацию которых необходимо определенное усилие, которое сжимает между собой пластины цепи. По мере сближения опорных плит 2 и 13 пуансоны 4 и 14 рабочими головками упира0 ются в торцы осей цепи, которые при дальнейшем движении внедряются в тело осей цепи вначале коническими частями 9, керну- ют их, iaT6M тело соей соприкасается с ша- ровыми поверхностями 10, которые
5 раздают оси в диаметральном направлении. После схода тела осей 25 с шаровых поверхностей они попадают на тороидные поверхности 11, где они развальцовываются. И, наконец, тела осей цепи, упершись в пло 0 ские поверхности 12, осаживаются до диаметров, не превышающих размеры меньших отверстий прижимных плит. По окончании процесса керновки и клепки подвижная опорная плита 2 доходит до упора
5 22, который не позволяет ей дальше двигаться, поэтому рукояткой 20 возвращают опорную подвижную плиту 2 в ее исходное положение. При возврате плиты 2 упругие пластины 7 и 16 возвращают в свое перво0 начальное положение прижимные плавающие плиты 5 и 15. Технологический вкладыш 17, служащий для установления расстояния между планками цепи 23, выводят с помощью гидравлического цилиндра 19, кото5 рый включают в работу рукояткой 21 из пространства между планками, где он после расклепки осей находится в зажатом состоянии. Сняв со стола собранный узел цепи, технологический вкладыш 17 возвращают в рабочее положение, для чего рукояткой 21
включают гидравлический цилиндр на обратный ход. Последующий узел цепи транспортера собирают, кернуют и клепают в той же последовательности, в какой собирался предыдущий.
Применение устройства для сборки цепи транспортера позволяет повысить качество сборки за счет того, что собираемые пластины транспортера перед керновкой надежно прижаты прижимными плавающими плитами к заплечикам осей с помощью силового гидравлического цилиндра, и производительность за счет того, что вся совокупность технологических операций выполняется за один ход пуансонов и при этом выполняется фиксация узла цепи, кер- новка и расклепка концов осей одновремен- но, чем обеспечивается повышение производительности технологического процесса сборки не менее чем 1,3-1,5 раза. Предлагаемая конструкция устройства по сравнению с известной проста,.так как его работа обеспечивается двумя гидравлическими цилиндрами вместо двенадцати, а это в свою очередь делает его надежным в эксплуатации и дает возможность без больших затрат монтировать на серийно выпускаемых горизонтальных гидравлических прессах.
Формула изобретения 1. Устройство для сборки цепи транспортера, содержащее стол для размещения деталей, соосно по оси сборки установленные пуансоны, механизмы установки расстояния между пластинами цепи, с приводом его перемещения ограничитель хода пуансонов, отличающееся тем, что, с
целью повышения производительности за счет выполнения операций кернения и клепки за один ход и одновременной обработки с двух сторон и повышения качества сборки, оно снабжено дополнительно подвижной и
неподвижной опорными плитами и механизмом фиксации пластин, причем стол для размещения деталей жестко закреплен на неподвижной опорной плите и выполнен со сквозным отверстием, механизм установки
расстояния между пластинами размещен в сквозном отверстии стола и выполнен в виде технологического вкладыша, установленного с возможностью перемещения вдоль оси сборки, при этом механизм фиксации
пластин выполнен в виде плавающих прижимных плит с отверстиями под пуансоны, рабочие поверхности пуансонов ограничены поверхностями вращения с плавно сопряженными наклонным к оси вращения
прямолинейным участком, выпуклым сферическим участком, обращенным выпуклостью к оси вращения, тороидальным участком и перпедикулярным оси вращения плоским участком.
2. Устройство поп.1,отличающее- с я тем, что, с целью повышения надежности сборки, технологический вкладыш выполнен в виде усеченной пирамиды.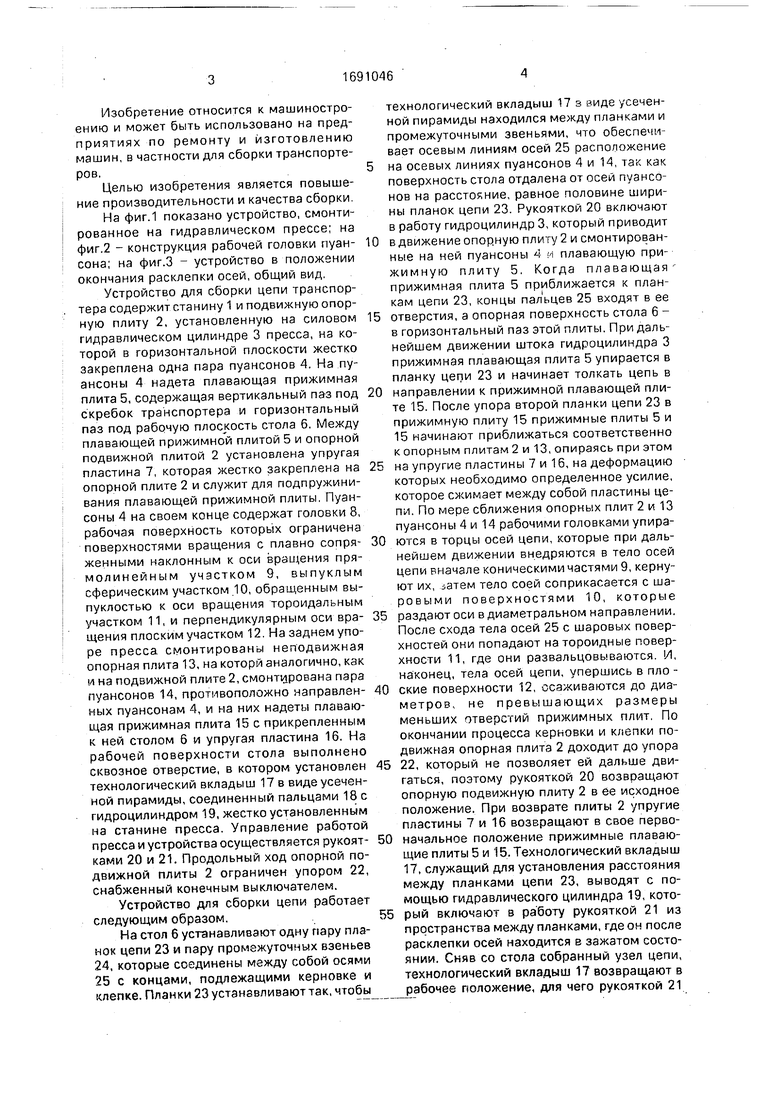
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки прутковых транспортеров | 1980 |
|
SU876351A1 |
| Полуавтомат для сборки цепи с расклепываемыми осями | 1981 |
|
SU994196A1 |
| Устройство для разборки цепи транспортера | 1988 |
|
SU1593882A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Полуавтомат для сборки пластинчатой цепи с расклепываемыми осями | 1978 |
|
SU774766A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| Устройство для установки проволочных контактов на плату | 1983 |
|
SU1176465A1 |
| Клепальный пресс | 1978 |
|
SU759193A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
Изобретение относится к машиностроению и может быть использовано при ремонте и изготовлении транспортеров. Цель изобретения - повышение производительности и качества сборки. Устройство содержит смонтированные на станине 1 подвижную и неподвижную опорные плиты 2 ii 13,на которых установлены противоположно направленные пуансоны (П) 4 и 14 и плавающие прижимные плиты с отверстиями под П 4 и 14. На плавающей прижимной плите, соединенной с неподвижной опорной плитой 13, жестко прикреплен стол для размещения деталей, выполненный со сквозным отверстием под технологический вкладыш. Рабочие поверхности П 4 и 14 образованы плавно сопряженными поверхностями вращения и плоской поверхностью, позволяющими производить керновку и расклепку за один ход. На стол 6 устанавливаются собираемые детали. Расстояние между пластинами устанавливается технологическим -вкладышем. Прижим пластин осуществляется с помощью плавающих прижимных плит, керновка и расклепка осей 25 производится за один ход П 4 и 14. 1 з.п. ф-лы, 3 ил. сл с
10
фигЈ
фие.З
| Полуавтомат для сборки цепи с расклепываемыми осями | 1981 |
|
SU994196A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
