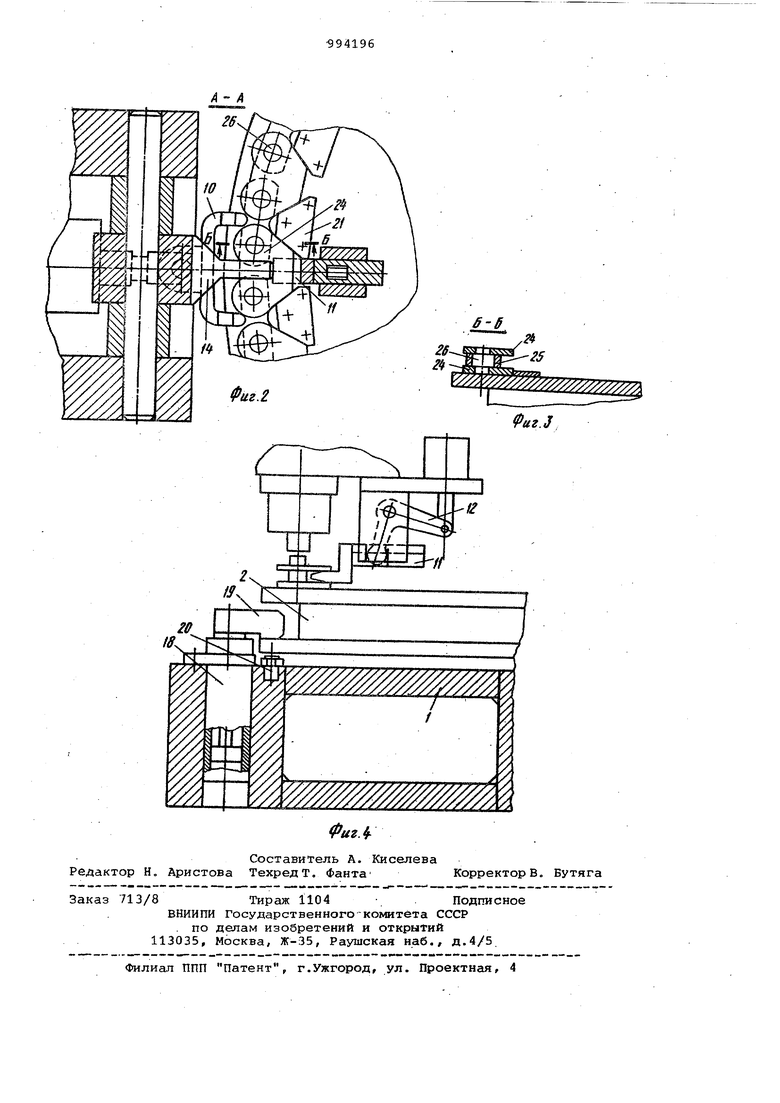
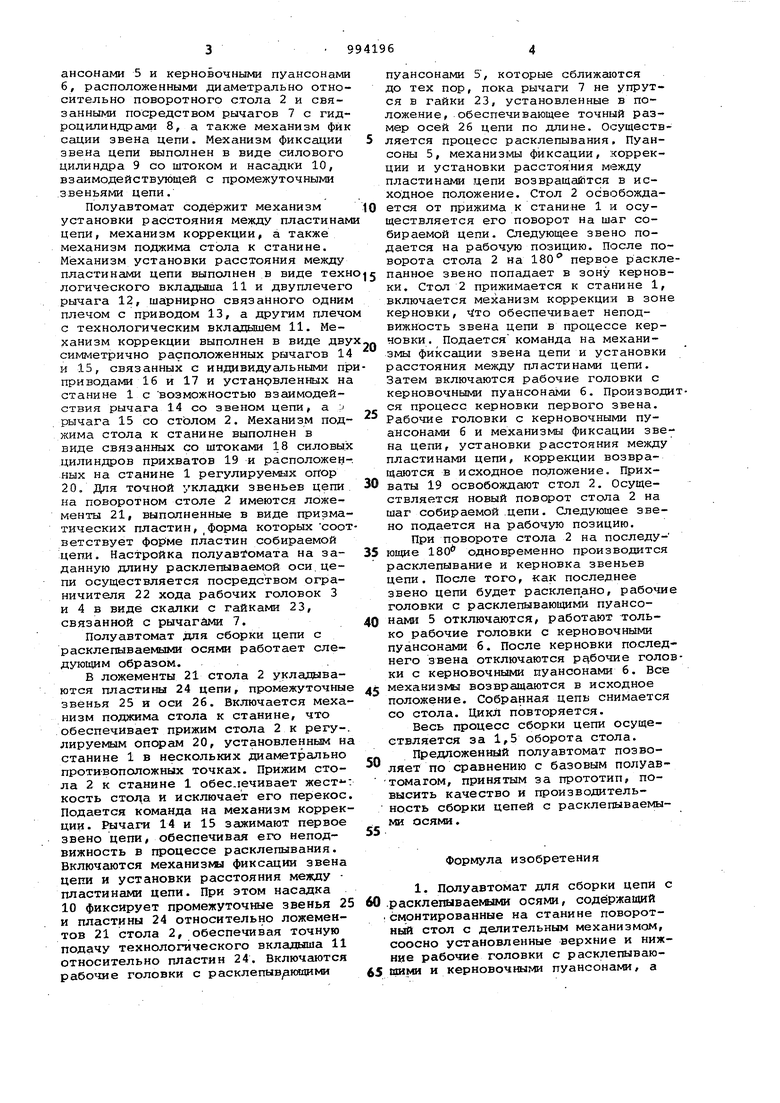
54) ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЦЕПИ С РАСКЛЕПЫВАЕМЫМИ ОСЯМИ Изобретение относится к механосборочному производству, в частности к оборудованию для сборки цепей, например, пильных. Известно устройство для сборки це пей, содержащее стол, гидроцилиндрад и и рабочие головки с пуансонами tl Известен полуавтомат для сборки цепи с расклепываемыми осями, содержащий смонтированные на станине пово ротный стол с делительн|11м механизмом соосно установленные верхние и нижние рабочие головки с расклепывающими и керновочными пуансонами, а та же механизм фиксации звена цепи 2. Однако известный полуавтомат не обеспечивает требуемого качества сборки цепей. Целью изобретения является повышение качества сборки и производител ности. Указанная цель достигается за счет того, что полуавтомат для сборки цепи с расклепываемыми осями, содержащий смонтированные на станине поворотный стол с делительным мезсанизмом, соосно установленшле верхние и нижние рабочие головки с раскле пывающими и керновочными пуансонами, а также механизм фиксации звена цепи снабжен механизмом установки рас- стояния между пластинами Цепи, выполненным в виде технологического вкладыша и двуплечего рычага, шарнирно связанного одним плечом с приводом,, а другим плечом с технологическим вкладышем, и механизмом коррекции) выполненным в виде двух симметрично расположенных приводных рычагов/ установленных на станине с возможностью взаимодействия одного рычага со звеном цепи, а другого рычага со столом. Кроме того, полуавтомат снабжен механизмом поджима стола к станине, выполненным в виде связанных со штоками силовых цилиндров прихватов и расположенных на станине регулируемых опор. На фиг. 1 изображен полуавтомат, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2, на фиг. 4 - механизм поджима стола к станине и механизм установки расстояния между пластинг ми цепи. Полуавтомат содержит смонтированные на станине 1 поворотный стол 2 с делительньм механизмом, соосно установленные нижние 3 и верхние 4 рабочие-головки с расклепываговшми- пуансонами 5 и керновочными пуансонам б, расположенными диаметрально отно сительно поворотного стола 2 и связанными посредством рычагов 7 с гид роцилиндрами 8, а также механизм фй сации звена цепи. Механизм фиксации звена цепи выполнен в виде силового цилиндра 9 со штоком и насадки 10, взаимодействующей с промежуточными звеньями цепи. Полуавтомат содержит механизм установки расстояния между пластина цепи, механизм коррекции, а также механизм поджима стола к станине. Механизм установки расстояния между пластинами цепи выполнен в виде Tex логического вкладыша 11 и двуплечег рычага 12, шарнирно связанного одни плечом с приводом 13, а другим плечо с технологическим вкладышем 11. Механизм коррекции выполнен в виде дв симметрично расположенных рычагов 1 и 15, связанных с индивидуальными пр приводами 16 и 17 и установленных н станине 1 с возможностью взаимодействия рычага 14 со звеном цепи, а ;j рычага 15 со столом 2. Механизм под жима стола к станине выполнен в виде связанных со штоками 18 силовых цилиндров прихватов 19 и расположен ных на станине 1 регулируемых опор 20о Для точной укладки звеньев цепи на поворотном столе 2 имеются ложементы 21, выполненные в виде призматических пластин, форма которых соот ветствует форме пластин собираемой цепи. Настройка полуавтомата на заданную длину расклепываемой оси,цепи осуществляется посредством ограничителя 22 хода рабочих головок 3 и 4 в виде скалки с гайками 23, связанной с рычагйми 7. Полуавтомат для сборки цепи с расклепываемыми осями работает следующим образом. В ложементы 21 стола 2 укладываются пластины 24 цепи, промежуточные звенья 25 и оси 26. Включается механизм поджима стола к станине, что обеспечивает прижим стола 2 к регу-. лируемым опорам 20, установленным на станине 1 в нескольких диаметрально противоположных точках. Прижим стола 2 к станине 1 обеслечивает кость стода и исключает его перекос. Подается команда на механизм коррекции. Рычаги 14 и 15 зажимают первое звено цепи, обеспечивая его неподвижность в процессе расклепывания. Включаются механизмы фиксации звена цепи и установки расстояния меткду пластинами цепи. При этом насадка 10 фиксирует промежуточные звенья 25 и пластины 24 относительно ложементов 21 стола 2, обеспечивая точную подачу технологического вкладыша 11 относительно пластин 24. Включаются рабочие головки с расклепывуакяцими пуансонами 5, которые сближаются до тех пор, пока рычаги 7 не упрутся в гайки 23, установленные в положение, обеспечивающее точный размер осей 26 цепи по длине. Осуществляется процесс расклепывания. Пуансоны 5, механизмы фиксации, коррекции и установки расстояния между пластинами цепи возвращается в исходное положение. Стол 2 освобождается от прижима к станине 1 и осуществляется его поворот на шаг собираемой цепи. Следующее звено подается на рабочую позицию. После поворота стола 2 на 180 первое расклепанное звено попадает в зону керновки. Стол 2 прижимается к станине 1, включается механизм коррекции в зоне керновки. Что обеспечивает неподвижность звена цепи в процессе керчовки. Подается команда на механизмы фиксации звена цепи и установки расстояния между пластинами цепи. Затем включаются рабочие головки с керновочными пуансонами 6. Производится процесс керновки первого звена. Рабочие головки с керновочными пуансонами 6 и механизмы фиксации звена цепи, установки расстояния между пластинами цепи, коррекции возвращаются в исходное положение. Прихваты 19 освобождают стол 2. Осуществляется новый поворот стола 2 на шаг собираемой .цепи. Следующее звено подается на рабочую позицию. При повороте стола 2 на последующие 180 одновременно производится расклепывание и керновка звеньев цепи. После того, как последнее звено цепи будет расклепано, рабочие головки с расклепывающими пуансонами 5 отключаются, работают только рабочие головки с керновочными пуансонами 6. После керновки по.следнего звена отключаются рабочие головки с керновочными пуансонами 6. Все механизмы возвращаются в исходное положение. Собранная цепь снимается со стола. Цикл повторяется. Весь процесс сборки цепи осуществляется за 1,5 оборота стола. Предложенный полуавтомат позволяет по сравнению с базовым полуавтоматом, принятым за прототип, повысить качество и производительность сборки цепей с расклепываемыми осями. Формула изобретения 1. Полуавтомат для сборки цепи с pacKnenuBaeNWMH осями, содержащий смонтированные на станине поворотики стол с делительным механизмом, соосно установленные верхние и нижние рабочие головки с расклепываю1аими и керновочными пуансонами, а
также механизм фиксадии звена цепи/ отличающийся тем, что, с целью повышения качества сборки и производительности, он снабжен механизмом установки расстояния между пластинами цепи, выполненным в виде технологического вкладыша и двуплечего рычага, шарнирно связанного одним плечом с приводом, а другим плечом с технологическим вкладышем, и. механизмом коррекции, выполненным в виде двух симметрично расположенных приводных рычагов, установленны На станине с возможностью взаимодействия одного рычага со звеном цепи , а другого рычага со столом.
2. Полуавтомат по п.1, отличающийся тем, что, он снабжен механизмом поджима стола к станине, выполненным в виде связанных ро штоками силовых цилиндров прих5 ватов и расположенных на станине регулируелих опор.
Источники информации, принятые во внимание при экспертизе
to
1.Авторское свидетельство СССР № 466131, кл. В 30 В 15/00, 1971.
2.Авторское сивдетельство СССР № 774766, кл. -.В 21 L 7/00, 1978
15 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пластинчатой цепи с расклепываемыми осями | 1978 |
|
SU774766A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Устройство для сборки цепи транспортера | 1989 |
|
SU1691046A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1991 |
|
RU2057614C1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
| Устройство для клепки | 1980 |
|
SU904863A1 |
| СТАНОК ДЛЯ КЛЕПКИ ТОРМОЗНЫХ НАКЛАДОК | 1970 |
|
SU261128A1 |
| Машина для автоматической вставки и закрепления в различных изделиях составных заклепок типа "Холнитен" | 1938 |
|
SU56317A1 |