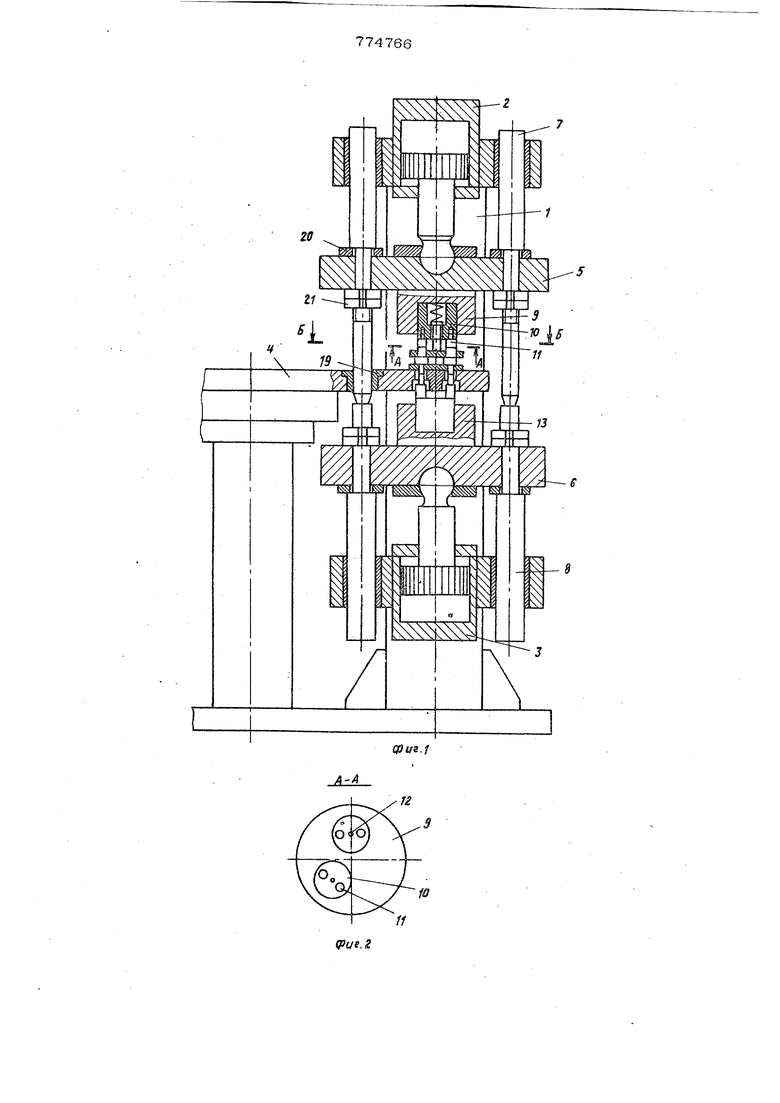
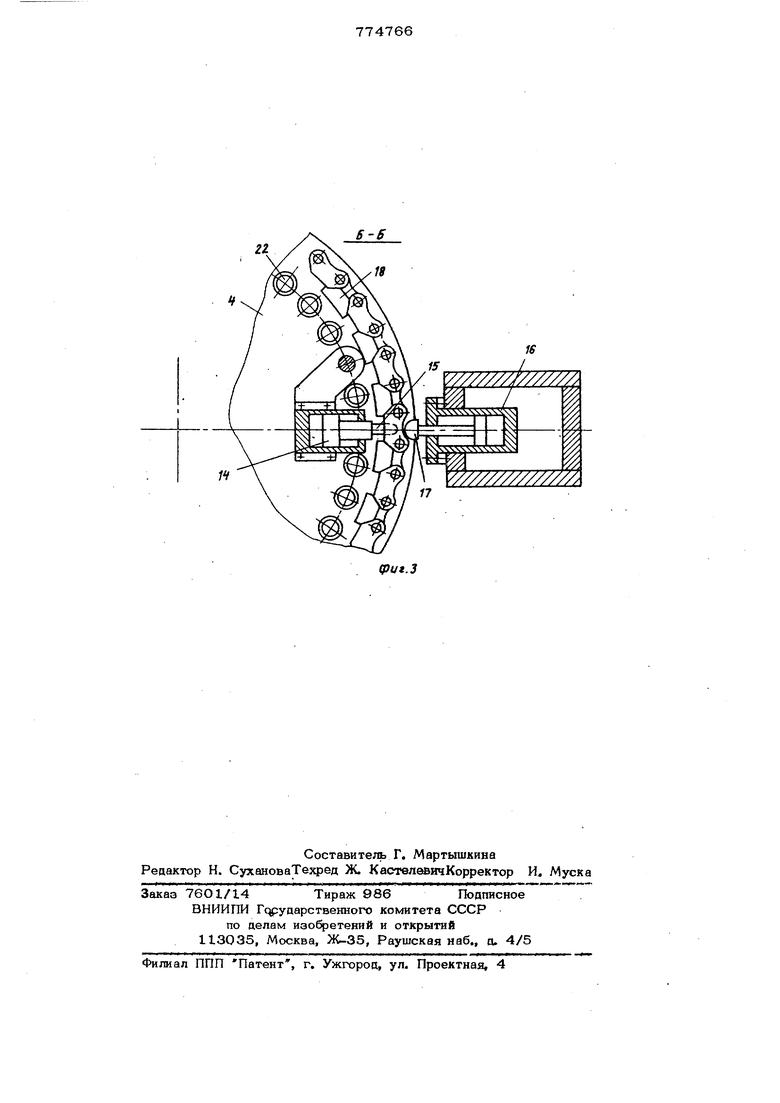
Изобретение относится к области общего машиностроения, в частности к устройст вам для сборки цепей, например пильных. Известно устройство для сборки цепей, выполненное, в вице клепального молота с пневмомашиной Щ. Молотвклю чает в себя станину, горизонтальный пневмоцилиндр, на штоке которого установлены пуансоны цля расклепывания осей цепи, прижимное и передающее устройство в виде зубчатой звездочки. Цеп собирается на столе без замыкания ее крайних звеньев, что необходимо, например, для пильных цепей. Этот молот не позволяет собирать замкнутые пильные цепи, не имеет пово;ротного стола для облегчения труда рабочего-сборщика. Известен полуавтомат для ковки, содержащий станину, верхнюю и нижнюю траверсь со скалками, гипроцилиндры рав ного диаметра, стол и головки гидроци- линдров с пуансонами, а также ограничитель хода ПОДВТ1ЖНОГО стола, выполненный В виде регулируемых упороЕ размещенных симметрично оси пресса . Однако в этом полуавтомате отсут ствует поворотный стол, гюаволяющий сократить трудоемкость клепки цепи и по- повысить производительность труда, снижается точность соединения звеньев; прессование получается односторонним, т.е. ковка (клепка) производится на столе, который является силовым и всю энергию удара пр1шимает на себя, поэтому он должен быть достаточно массивным, что увеличивает металлоемкость конструкции. Цель изобретения - повысить производительность и качество сборки. Поставленная цель достигается тем, что полуавтомат снабжен механизмом фиксации звена цепи, установленным на станине, при этом скалки выполнены в ичде регулируемых упоров, (фиксирующих ход гидроцилиндров, го ловки, штоков гидроцилиндров выполнены в виде поворотных барабанов с оправками, снабженными пуансонами разного типа, а оправка головки штока верхнего гидроцилиндра сна жена центральным подпружиненным штырем для предварительного поджатия звен цепи. На фиJ. 1 изображен полуавтомат, об щий виц;на фиг. 2 - разрез А -А на фиг. фиг. 3 -разрез &-Б на фиг. I Полуавтомат состоит из станины 1, несущей верхний. 2 и нижний 3 гидроцилиндры, и поворотного стола 4, на который укладываются звенья цепи перед их клепкой. На штоке верхнего гидроцилиндра закреплена траверса 5, на штоке нижнего - траверса 6. Обе траверсы перемещаются на скалках 7 и 8 соответственно по направляющим втулкам станины На верхней траверсе 5 закреплена головка 9, несущая две оправки 1О с пуансонами II для одновременного осаживания двух осей звена или для их раскер нивания. Каждая операция производится с помощью определенной оправки. Между пуансонами имеется центральный подпружиненный штырь 12. На нижней траверсе 6 закреплена головка 13, несущая также две оправки 10 с пуансонами 11, ответных верхним пуансонам, но не имею щих центрального подпружиненного штыря 12. На скалках 7 верхней траверсы закреплен механизм 14 подачи вкладыша между пластинами звена, выполненный в виде гидроцилиндра, на штоке которого . закреплен вкладыш 15. Соосно с механизмом подачи вкладыша с другой стороны собираемой цепи на станине пресса установлен механизм 16 прижима звена, выполненный в виде гидроцилиндра со штоком и насадкой 17, обеспечивающей (фиксацию пластин звена цепи на столе. Для точной установки звеньев на столе имеются ложементы, выполненные в виде призматических пластин 18 по форме пластин собираемой цепи. Для обеспечения точной фиксации зве на в каждой рабочей позиции стол снабжен бронзовыми втулками 19, разме- щенными с шагом, соответствующим числу позиций (или звеньев). Для точного хода верхнего и нижнего гидроцилиндров между верхней 5 и н ней 6 траверсами и скалками имеются проставочиые быстросъемные регулироБОВ ые кольца 20, позволяющие выдержать точный размер по вертикали yпopны fи скалками, соответствующий высоте осей собираемой цепи,, Скалки 7 и 8 соединены с траверсами гайками 21. На столе 4 каждая ось звена входит в свое отверстие 22 при ее осаживании и последующем раскернивании. Предлагаемый полуавтомат работает по следующему циклу. Рабочий укладывает звенья цепи на ложемент и устанавливает в рабочее положение оправки с пуансонами для осаживания осей звеньев (это единственые операции, выполняемые вручную). атем производится подъем стола 4 и поворот его в приподнятом положении на рабочую позицию. Верхний гидроцилиндр 2 идет вниз до тех пор, пока одна из скалок 7 не войдет в бронзовую втулку 19 стола. Тем самым, стол будет зафиксирован в рабочем положении. После этого верхний гидроцилиндр останавливается. Стол опускается. Б исходное положение... Выдвигается шток гифоцилиндра механизма 14 прижима звена цепи к ложементу. Затем выдвигается шток гидроцилиндра механизма 14, который вводит вкладыш 15 между пластинами звена. Верхний гидроцилиндр опускается до соприкосновения с торцами осей звена, при атом подпружиненный штырь 12 оправки 10 сжимает звено сверху. В этом положении верхний гидроцилинрцэ снова ос та н авли вается. Нижний гидрохшлиндр 3 поднимается на величину, раш1ую расстоянию между торцами скалок, т.е. до упора, нижних скалок в верхние. Происходит осаживание или раскернивание осей звеньев це-; пи. Верхний и нижний гидроцилиндры, а также механизмы подачи вкладыша и прижима звена возвращаются в исходное положение. Затем снова происходит подъем и стола на следукнцую позицию, причем поворот стола производится с помощью делительного механизма, после чего цикл повторяется снова и обрабатываются две оси следующего звена. По окончании операции осаживания осей звеньев всей цепи поворачивают головки для приведения нерабочее положение оправок с пуансонами для раскернивания этих осей. Длина цепи равна длине окружности стола. По окончании этих двух операций, .т.е. после двух полных, оборотов стола, цепь готова, при этом она замкнута и может непосредственно быть направлена в производство. 5 Предлагаемый полуаьтомат для сборк цепей обеспечивает компактность, универсальность, точность 5 лепки, повышае качество сборки и производительность, снижения металлоемкости; конструкции аа счет двухстороннего прессованиа-: . Ф о рмула изобретения I. Полуавтомат для сборки пластинчатой цепи с расклепываемыми Ьсями, содержащий стол с делительным механизмом, верхнюю и нижнюю траверсы со скалками, установленные на станине по обе стороньт от стола с возможность перемещения вертикальной плоскости, гидроцилиндры равного диаметра, головки штоков которых связаны с пуансонам отличающийся тем, что, с целью повышения производительности и качества сборки, он снабжен механиз6мом фиксации звена цепи, установленным на станине, при этом скалки выполнены в виде регулируемых упоров, фиксирующих ход гидроцилиндров. 2. Полуавтомат по п, I, о т л и ч а ющ и и с я тем, что головки штоков гидроци ЛИН дров выполнены в виде поворотных барабанов с оправками, снабженными пуансонами разного типа. 3. Полуавтомат по п. I, о т л и - чающийся тем, что оправка головки штока верхнего гидроцилиндра снабжена центральным подпружиненным штырем для предварительного поджатия звена цепи. Источники информации, принятые во внимание при экспертизе 1.Патент США Ni 3182441, кл. 59-7, опублик., 1965. 2.Авторское свидетельство СССР N9 466131, кл. В 30 В 15/00, 1971.
n
10
ZZ
If
Б-Б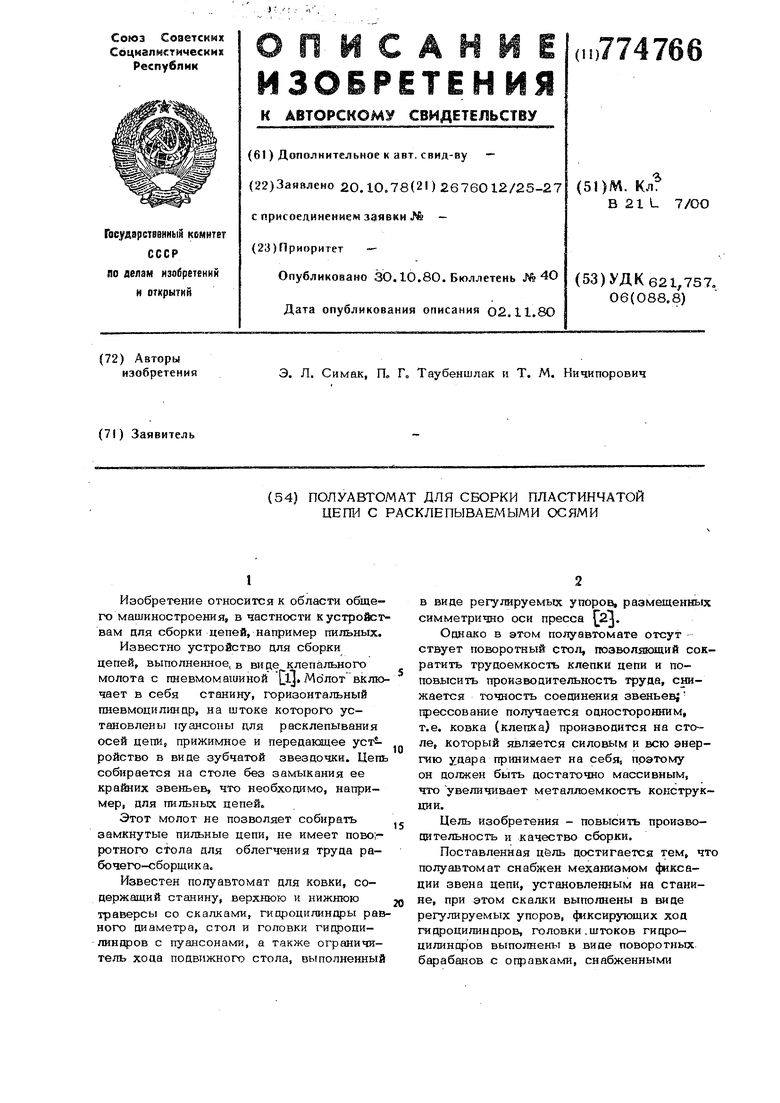
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Полуавтомат для сборки цепи с расклепываемыми осями | 1981 |
|
SU994196A1 |
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
| ПРЕСС С ПРЕЦЕССИРУЮЩЕЙ ГОЛОВКОЙ | 2004 |
|
RU2256542C1 |
| Установка для сборки и разборкиКлЕпАННыХ издЕлий | 1979 |
|
SU795708A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Полуавтомат для сборки петли | 1984 |
|
SU1266701A1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |