«
Изобретение относится к промьшшен- ности строительных материалов и может быть использовано преимущественно для изготовления мелкоразмерных гипсовых перегородочных плит, формуе- мых на карусельной машине и автоматически загружаемых в многоярусные вагонетки.
Целью изобретения является повышение производительности линии.
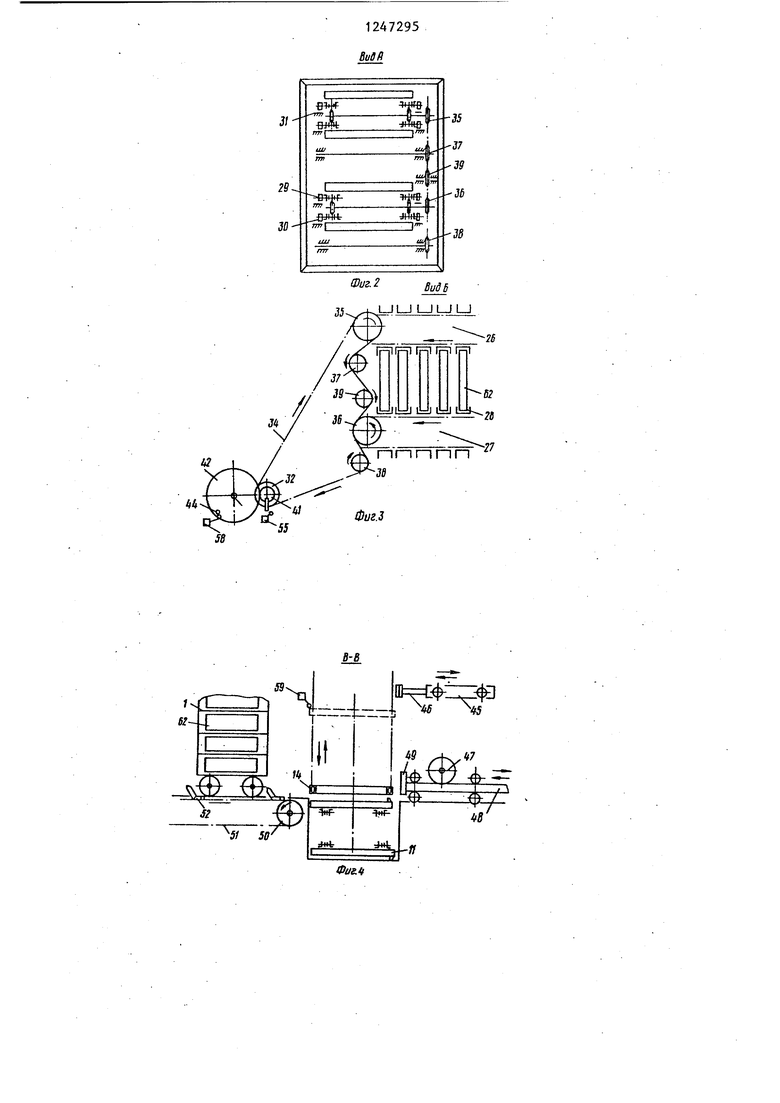
На фиг. 1 изображена автоматическая линия, вид в плайе; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1, на фиг. 4 - разрез В.-В на фиг. Г; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг.1; на фиг. 7 - вид Е на фиг. i.
Автоматическая линия содержит многоярусные сушшьные вагонетки 1, перемещающиеся по рельсовым путям 2, подаватель 3 вагонеток, с которого вагонетки передаются на заталкивател порожних вагонеток 4, приводная штанга 5 которого снабжена на переднем конце шарнирно установленной подпружиненной собачкой 6. Привод штанги 5осуществляется посредством цевочной передачи, образованной цепью 7, жестко прикрепленной к приводной штанге, и звездочкой 8 привода заталкивателя. Последний служит для подачи порожних сушильных вагонеток 1 на вертикально замкнутый двух- цепной конвейер 9, содержащий прикрепленные к тяговым органам-цепям 10 опорные направляющие 11 для колес сушильных вагонеток. На направляющих закреплены опорные ролики 12, причем цепи 10 и ролики 12 перемещаются по шинам 13.
С двухцепного конвейера 9 вагонетка 1 снима.ется охватывающим его П-образным подхватом 14 подъемника 15, причем подхват взаимодействует с рамой сушильной вагонетки.
Изделия формуются на одной из карусельных машин 16, с которой они выталкиваются на приемньй транспорте 17, приводной барабан 18 которого кинематически связан посредством цепно передачи 19 с приводом 20 карусельной машнньг,-
Для раздельного движения изделий на приемном транспортере установлены неподвижные направляющие элементы 21 в виде вертикальных пластин с антифрикционными накладками 22. На выгрузочном конце приемного транспорте10
IS
5
47295 .
ра расположен заталкиватель 23, снаб-« женный подпружиненными упорами 24 Г-образной формы. Перпендикулярно приемному транспортеру расположен накопитель 25, включающий верхнюю 26 и нижнюю 27 ветви, образующие ячейки 28, шарнирно закреппенные на роликах 29 и цепях 30 и перемещающиеся по неподвижным направляющим 31. Звездочка 32 привода накопителя 33 связана цепью 34 с верхней 35 и нижней 36 ведущими, регулировочными 37 и 38 и отклоняющей 39 звездочками. На приводе 33 смонтирован счетчик 40 ходов накопителя, состоящий из шестерни 41 (см. фиг. 3), жестко связанной со звездочкой 32, и зубчатого
колеса 42, установленного с возможностью вращения вокруг оси 43, на
(колесе 42 установлен флажок 44.
У выгрузочного конца накопителя 25 расположен толкатель 45 со штангой 46, а под толкателем размещен сталкиватель 47 груженных вагонеток с приводной штангой 48, снабженной i упором 49. Отборник 50 вагонеток. i включает в себя цепь 51 с шарнирно укрепленными на ней собачками. 52. Датчики 53-61 синхронизируют работу механизмов линии с подачей штучных изделий 62.
Вертикально замкнутый цепной конвейер 9 смонтирован параллельно накопителям 25 по оси подъемников 15, а его опорные направляющие 11 установлены сооснЬ подавателю 3 порожних и отборникам 50 груженых вагонеток 1 . :
Линия работает следующим образом.
При работе ближней к подавателю 3 порожних вагонеток 1 карусельной машины 16 направляющие 11 цепного конвейера 9 до подъемника 15 заполнены сушильными вагонетками; при работе дальней от подавателя 3 карусельной машины подхват 14 ближнего подъемника 15 поднят верхнее положение для пропускания под собой цорож- ней сушильной вагонетки 1, а прием их осуществляет цодхват дальнего от подавателя 3 подъемника. В экстренных случаях допускается одновременная работа на двух карусельных машинах . 16, при этом управление механизмами линии осуществляется в полуавтоматическом режиме.
Порожние вагонетки 1 перемещаются подавателем вагонеток 3 по рельсовым i
15
20
25
путям 2. Перед цепным конвейером 9 установлен датчик 54, сигнализирующий о наличии вагонетки, электрически связанный с приводом подавателя вагонеток 3. При отсутствии вагонет- ки датчик 54 включает его привод, чем создается запас вагонеток перед цепным конвейером 9. Собачка 6 затал- кивателя порожних вагонеток 4 в этот момент находится перед задней осью сушильной вагонетки 1, После совершения хода цепного конвейера 9 включается привод заталкивателя 4, его штанга 5 совершает рабочий ход вперед, накатывая сушильную вагонетку 1 на опорные направляющие 11 до транспортного положения, от датчика 61 привод заталкивателя реверсируется и останавливается от датчика 60 (на фиг.. показано промежуточное положение штанги 5). От этого датчи-. ка включается привод цепного конвейера 9, который совершает шаговое перемещение до срабатывания датчика 56. В этом положении вагонетка 1 находится по оси одного из подъемников 15. От датчика 56 включается привод подъема подхвата 14 подъемника- 15, подхват поднимает вагонетку 1 за ее раму в крайнее верхнее положение, где фиксируется датчиком 59, В этом положении вагонетка готова к загрузке нижнего яруса изделиями, что диктуется соображениями наибольшей устойчивости вагонетки- в момент затал- 35 кивания.
Подача штучных изделий 62 происходит следующим образом.
Изделия из формовочной карусельной машины 16 подаются на приемный 40 транспортер 17. Когда изделия подходят к концевой станции приемного транспортера, от датчика 53 включается движущийся возвратно-поступательно заталкиватель 23, который подпру- 45 жиненными упорами 24 Г-образной формы, имеющими торцевую поверхность, повторяющую конфигурацию торцевой поверхности изделия 62, заталкивает изделия в накопитель 25.50
Изделия попадают в П-образные ячейки 28, образуемые верхней 26 и нижней 27 ветвями накопителя 25, прием ячейки шарнирно закреплены на цепях 30 и роликах 29, синхронно пе- 55 ремещающихся по неподвижным направяющим 31. Заходные части ячеек выполнены с отогнутыми кромками для
30
0
5
0
5
направления изделий и предохранения их от задиров. Накопитель совершает шаговые перемещения ячеек верхней и нижней ветвей, верхняя 35 и нижняя 36 ведущие звездочки накопителя связаны общей цепью 34 со звездочкой 32 привода.
С целью совмещения ячеек верхней 26 и нижней 27 ветвей накопителя по всей длине, между ними расположена регулировочная звездочка 37, а для совмещения ячеек накопителя с ячейками вагонетки 1 другая регулировочная звездочка 38 размещена под нижней ветвью накопителя.
За каждый ход накопителя 25 звездочка 32 привода совершает один оборот и останавливается привод от датчика 55, один оборот совершает и шестерня 41 счетчика 40 ходов накопителя. Зубчатое колесо 42, установленное с возможностью поворота вокруг своей оси 43, совершает часть оборота, соответствующую необходимому числу ходов накопителя 25.
Например, если в сушильную заго- нетку 1 наобходимо загрузить 10 изделий, а с приемного транспортера 17 в накопитель поступает по 2 изделия 62, то передаточное отношение зубчатого зацепления счетчика 40 берется равным 1:5. В этом случае зубчатое колесо 42, совершив полный оборот после пяти оборотов шестерни 4 1 , или после пяти ходов накопителя 25, устанавливается в положение, при котором флажок 44 взаимодействует с датчиком 58 (фиг. 3). От датчика 58 включается привод штанги 46 толкателя 45, совершающей возвратно- поступательное движение и заталкивающей своим обрезиненным торцом группу изделий в нижний ярус вагонетки 1, установленной на подхвате 14 подъемника 15.
Последовательно производится загрузка всех ярусов сушильной вагонетки.
После загрузки последнего яруса включается привод сталкивателя 47 груженых вагонеток. Его штанга 48, снабженная упором 49, скатывает сушильную вагонетку 1 на путь отборника 50 вагонеток. Последний при помощи шарнирно укрепле 1ных на цепи 51 собачек 52 отводит вагонетку от подъемника 15 вагонеток.
Использование изобретения позволит путём использования цепного конвейера с направляющими дпя подачи порожних сушильных вагонеток полностью ликвидировать простои линии из- за задержек на этом технологическом этапе позволит осуществлять подпитку одной из двух попеременно работающих карусельных машин, что значительно повысит производительность формовочного отделения. Кроме того, вы
полнение платформы подъемников в виде подхватов, контактирующих с рамой вагонетки, повьшаёт надежность в работе механизмов (отпадает необходимость в конструктивно сложном захвате вагонеток, предотвращается самопроизвольное скатывание вагонетки с платформы подъемника во время заталкивания изделий, jm- рощается схема автоматики и блокировки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Устройство для разгрузки изделий | 1981 |
|
SU1008126A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |

/А
гз 17
Фиг.1
w
55
LJLJ LJLJLJ
Фиг.З
1
,
4--tJ
ад «
5Й
W
5t 50
й I a«t
ид
«7
45
1247295 Г-Г
дг
I
LI|LltU|Ul|iJ|LI|L
11
I I I
14
Фиг.З
22
2
/
10 П
111 I I I 1/1
6Q5 CJ
61
Редактор М.Циткина
Составитель И.Генералова
Техред Э.Чижмар Корректор О.Луговая
Заказ 4066/20 . Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 7
| Авторское свидетельство СССР № 923831, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
