1
(21)4686677/08 (22) 10.05.89 (46)15.11.91. Бюл. Ms 42
(71)Саратовский политехнический институт
(72)А. В. Королев (53)621.923.5(088.8)
(56)Авторское свидетельство СССР № 1337238, кл. В 24 В 1/00, 1987.
(54) СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ ВРАЩЕНИЯ
(57)Изобретение относится к машиностроению и может быть использовано для окон- чательной обработки высокоточных поверхностей деталей типа дорожек качения колец подшипников. Целью изобретения является расширение технологических возможностей, за счет обеспечения возможности формирования выпуклого профиля наружной поверхности детали и возможности обработки без искажения формы наружных и внутренних фасонных поверхностей. Поставленная цель достигается тем, что бруски, жестко закрепленные в брусковой головке, периодически поворачивают вокруг оси головки на угол, равный или кратный угловому шагу расположения брусков. За счет регулирования угла периодического поворота брусков создается возможность управления в широких пределах формой профиля обрабатываемой поверхности, в том числе формирования выпуклого, вогнутого профиля наружной и внутренней поверхности или сохранение исходного наружного профиля детали, так как при этом регулируются время контакта и давление брусков на различных участках профиля заготовки. 2 ил.
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ АБРАЗИВНЫМИ БРУСКАМИ | 1988 |
|
RU1706134C |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| Способ чистовой обработки колец подшипников | 2023 |
|
RU2821982C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2001 |
|
RU2210480C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2072295C1 |
| Способ чистовой обработки | 1985 |
|
SU1337238A1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
Изобретение относится к машиностроению, а именно к окончательной обработке высокоточных поверхностей деталей типа дорожек качения колец подшипников.
Целью изобретения является расширение его технологических возможностей путем обеспечения возможности формирования выпуклого профиля внутренней поверхности детали и возможности обработки без искажения формы наружных фасонных поверхностей.
Поставленная цель достигается тем, что в способе чистовой обработки деталей вращения двумя или несколькими абразивными брусками, прижимаемыми к обрабатываемой поверхности и перемещающимися вокруг оси, расположенной под углом к оси вращения детали, бруски периодически поворачивают вокруг своей оси на
угол, равный или кратный угловому шагу расположения брусков.
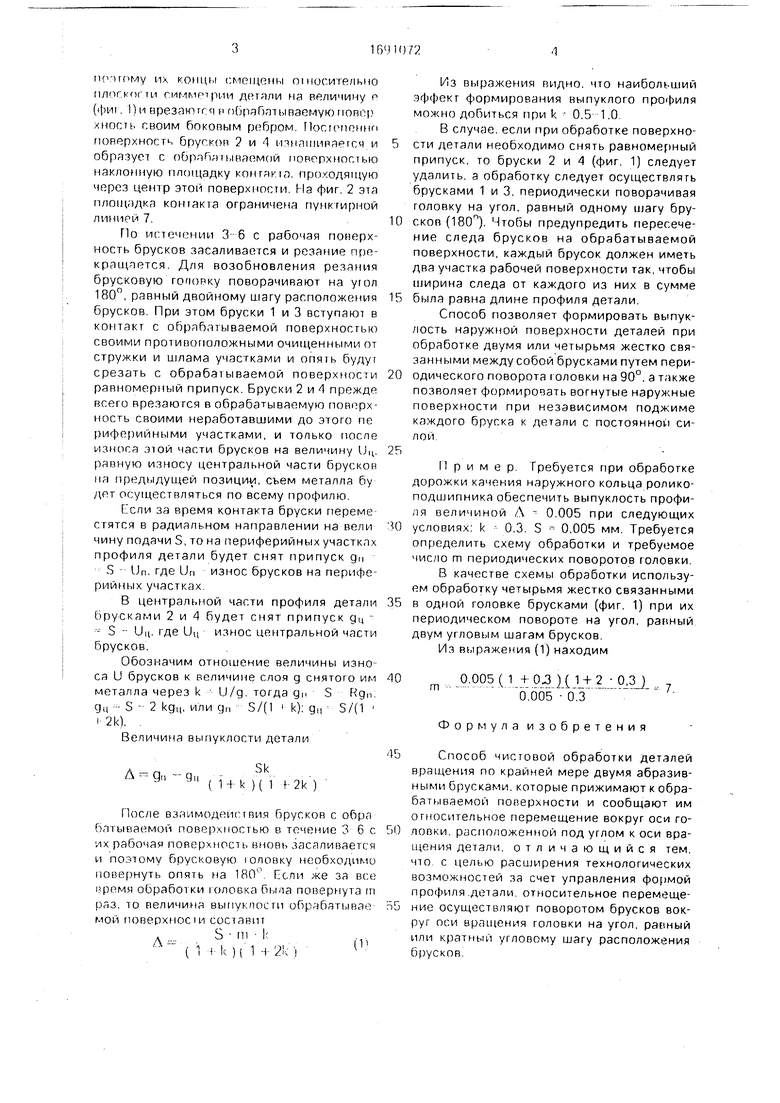
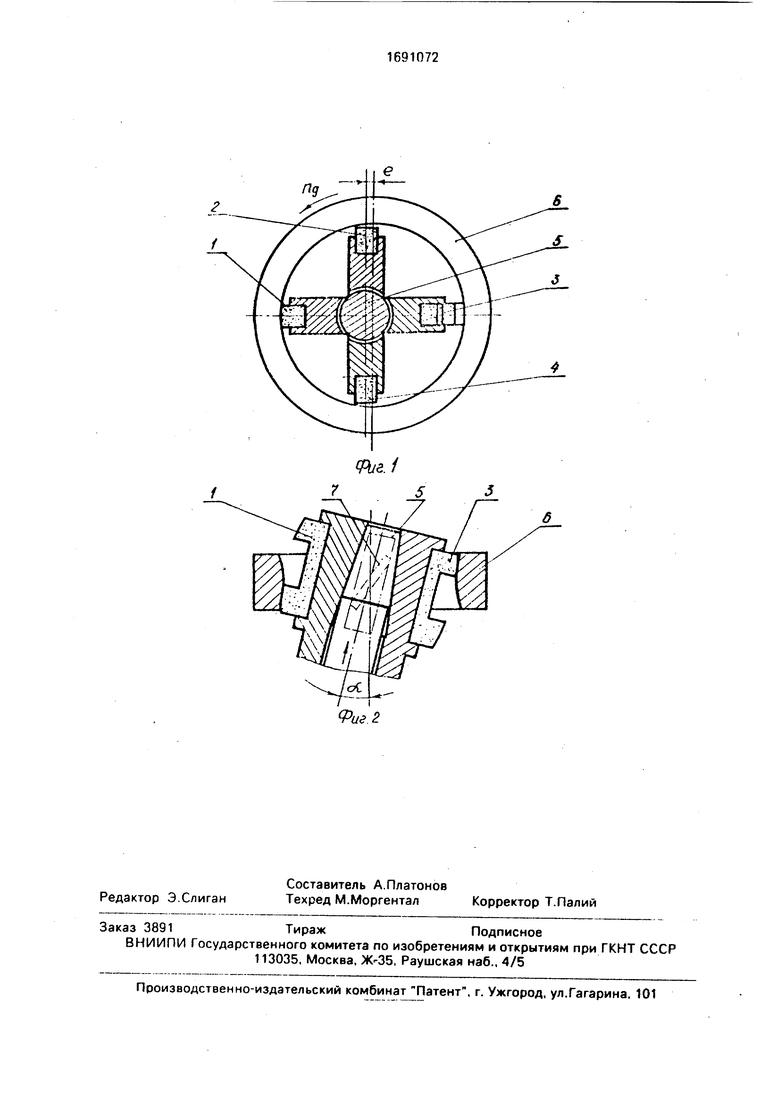
На фиг. 1 изображена брусковая головка при ее взаимодействии с внутренней поверхностью детали, поперечное сечение; на фиг. 2 - сечение вдоль оси детали.
Абразивные бруски 1-4 (фиг. 1) жестко связаны между собой брусковой головкой 5 и прижимаются к обрабатываемой поверхности детали 6, вращающейся с частотой Ug. Ось симметрии головки 5 наклонена к оси детали 6 под углом а (фиг. 2).
Бруски 1 и 3 контактируют с обрабатываемой поверхностью своими концевыми участками, но снимают по всей поверхности контакта равномерный припуск, так как приобрели форму этой поверхности при обработке предыдущих деталей. Бруски же 2 и 4 наклонены к образующей детали на угол от,
о. ю
о XI ю
пп ному и концы смещены опюсшельно плпгкос ти симметрии детали на величину е (фи( Пи врезаюгг q п обрабатываемую повер хность своим боковым ребром Постепенно поверхность брусков 2 и 4 шнашинаргсч и образует с обрабатываемой поверхностью наклонную площадку контакта проходящую через центр этой поверхности На фиг 2 эта площадка контакта ограничена пунктирной линией 7
По истечении 36с рабочая поверхность брусков засаливается и резание прекращается Для возобновления резания брусковую гопорку поворачивают на угол 180°, равный двойному шагу расположения брусков При этом бруски 1 и 3 вступают в контакт с обрабатываемой поверхностью своими противоположными очищенными от стружки и шлама участками и опять будут срезать с обрабатываемой поверхности равномерный припуск Бруски 2 и А прежде всего врезаются в обрабатываемую поверхность своими неработавшими до этого пе риферийными участками, и только после износа этой части брусков на величину Un равную износу центральной части брусков на предыдущей позиции, съем металла бу дет осуществляться по всему профилю
Сели за время контакта бруски переме сгятся в радиальном направлении на вели чину подачи S, то на периферийных участках профиля детали будет снят припуск дп
S Un, где Un износ брусков на периферийных участках
В центральной части профиля детали брусками 2 и 4 будет снят припуск дц - - S - Уц. где DH износ центральной части брусков.
Обозначим отношение величины изно са U брусков к величине слоя g снятого им металла через k U/g тогда gn S Rgn g,, S- 2 kgM, или gn S/(1 k), д„ S/(1 i 2k).
Величина выпуклости детали
Л - g,, - q,,
Sk ( 14 k )( 1 )- 2k )
После взаимодействия брусков с обра батываомой поверхностью в точение 36с их рабочая поверхность вновь засаливается и поэтому брусковую оловку необходимо повернуть опять на 180° Если же за все рремя обработки юловка бьма повернута m раз, то величина выпуклости обрабягывае мои поверхности составит
S m и.
( 1 И,) ( 1 i Л (
Из выражения видно, что наибольший эффект формирования выпуклого профиля можно добиться при k 0.5 1.0
В случае, если при обработке поверхности детали необходимо снять равномерный припуск, то бруски 2 и 4 (фиг. 1) следует удалить, а обработку следует осуществлять брусками 1 и 3. периодически поворачивая головку на угол, равный одному шагу бру0 сков (180°). Чтобы предупредить пересечение следа брусков на обрабатываемой поверхности, каждый брусок должен иметь два участка рабочей поверхности так, чтобы ширина следа от каждого из них в сумме
5 была равна длине профиля детали
Способ позволяет формировать выпуклость наружной поверхности деталей при обработке двумя или четырьмя жестко связанными между собой брусками путем пери0 одического поворота i оловки на 90°. а также позволяет формировать вогнутые наружные поверхности при независимом поджиме каждого бруска к детали с постоянной силой
5
Пример Требуется при обработке дорожки качения наружного кольца роликоподшипника обеспечить выпуклость профиля величиной Л - 0.005 при следующих
условиях k 0.3 S 0,005 мм Требуется определить схему обработки и требуемое число m периодических поворотов головки В качестве схемы обработки используем обработку четырьмя жестко связанными
5 в одной головке брусками (фиг. 1) при их периодическом повороте на угол, равный двум угловым шагам брусков Из выражения (1) находим
0,005 ( 1 +0-3 )( 1 + 2 0,3 ) ,
m. v 1-.:-L, у
0,005 0.3 Формулаизобретения
Способ чистовой обработки деталей
вращения по крайней мере двумя абразивными брусками, которые прижимают к обрабатываемой поверхности и сообщают им относительное перемещение вокруг оси головки расположенной под углом к оси вращения детали, отличающийся тем. что с целью расширения технологических возможностей за счет управления формой профиля детали относительное перемещение осуществляют поворотом брусков вокруг оси вращения головки на угол, раежый или кратный угловому шагу расположения брусков
