Изобретение относится к переработке полимерных материалов и может быть использовано в химической промышленности для получения погонажных издели;/ из высокомолекулярных и наполненных полиэтиленов в виде плит, применяемых, например, на горнодобывающих и горнообогатительных предприятиях для защиты рабочих органов оборудования от износа и налипания сырья.
Цель изобретения - повышение производительности при переработке порошко- образных полимеров.
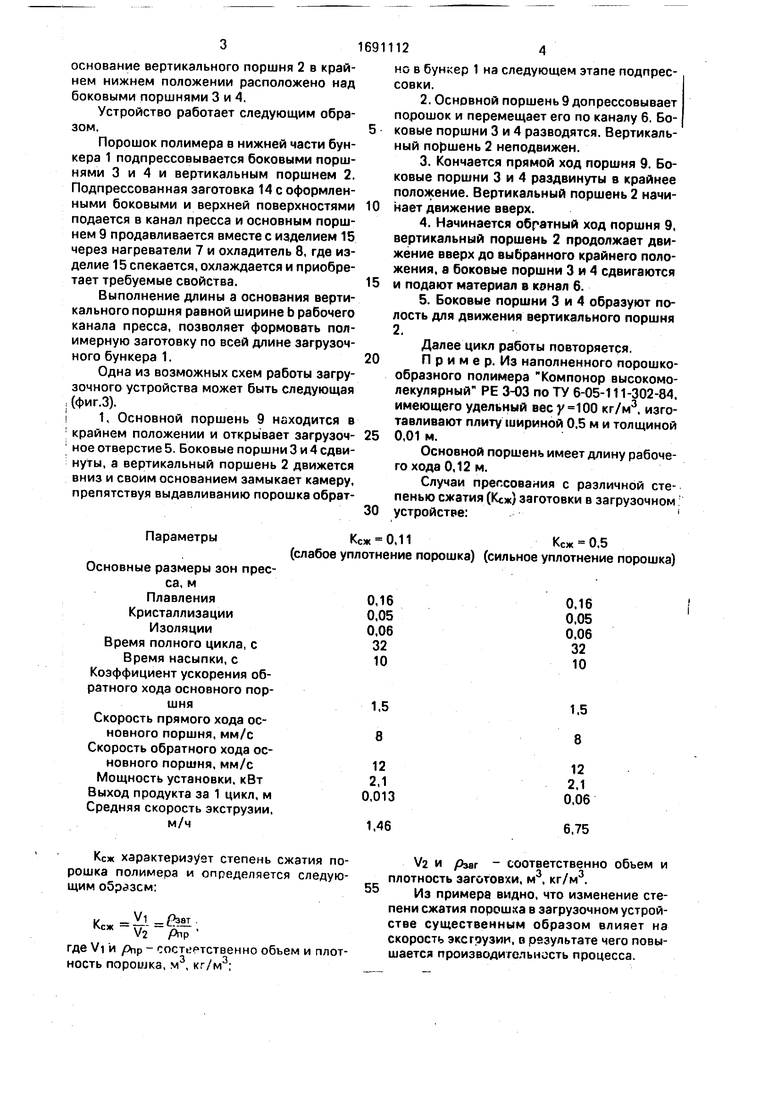
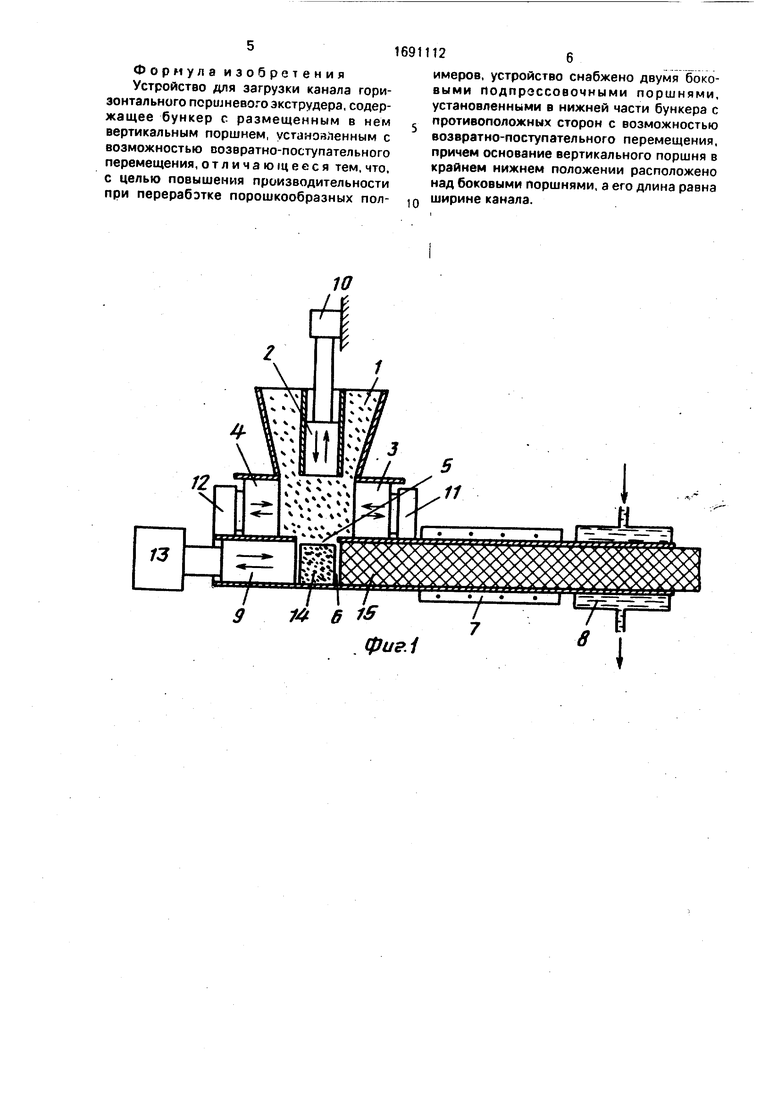
На фиг.1 изображено предлагаемое устройство; на фиг.2 - сечение устройства в зоне загрузки; на фиг.З - схема работы устройства.
Устройство содержит бункер 1 с размещенным внутри него вертикальным поршнем 2 прямоугольного сечения в его основании с длиной а. Устройство снабжено двумя боковыми лодпрессовочными поршнями 3 и 4, установленными в нижней части бункера 1 с противоположных сторон. Нижняя часть бункера расположена над загрузочным отверстием 5 рабочего канала 6 пресса, оснащенного нагревателями 7 и охладителем 8. В рабочем канале 6 с шириной
8,равной длине а основания, вертикального поршня 2, установлен основной поршень
9.Поршни 2 - 4 и 9 установлены с возможностью возвратно-поступательного перемещения посредством соответственно самостоятельных при водов 10-13, при этом
О
о
го
S
основание вертикального поршня 2 в крайнем нижнем положении расположено над боковыми поршнями 3 и 4.
Устройство работает следующим образом.
Порошок полимера в нижней части бункера 1 подпрессовывается боковыми поршнями 3 и 4 и вертикальным поршнем 2. Подпрессованная заготовка 14 с оформленными боковыми и верхней поверхностями подается в канал пресса и основным поршнем 9 продавливается вместе с изделием 15 через нагреватели 7 и охладитель 8, где изделие 15 спекается, охлаждается и приобретает требуемые свойства.
Выполнение длины а основания вертикального поршня равной ширине b рабочего канала пресса, позволяет формовать полимерную заготовку по всей длине загрузочного бункера 1.
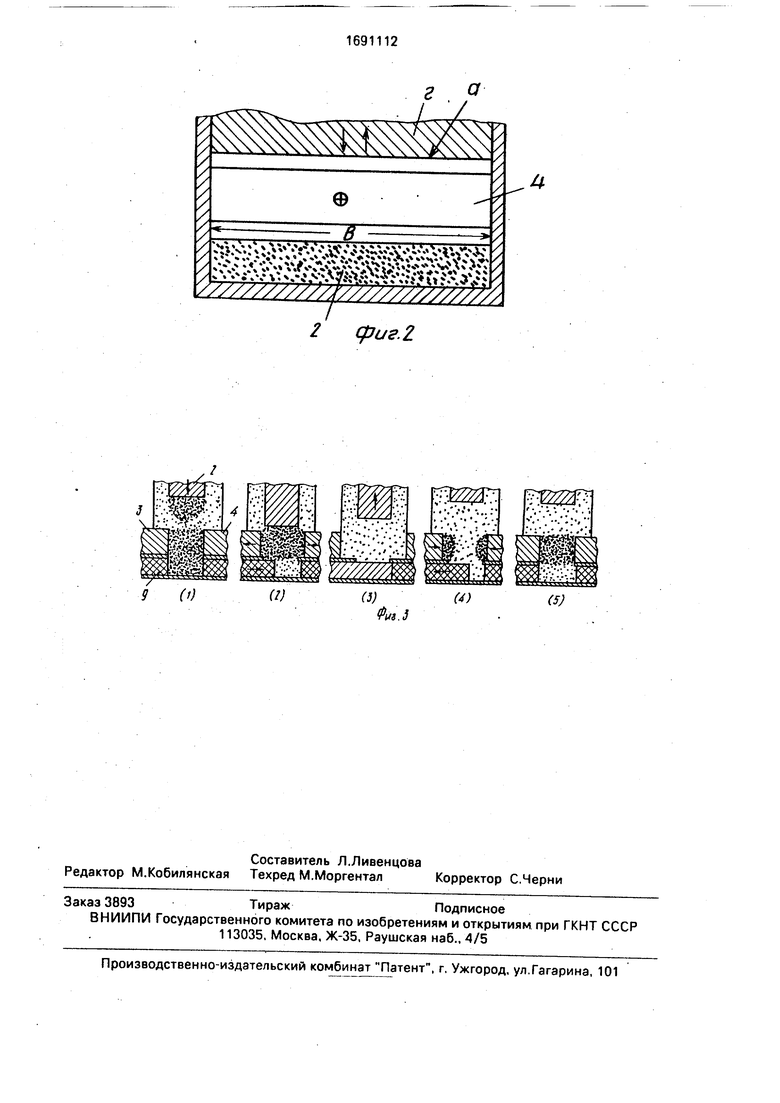
Одна из возможных схем работы загрузочного устройства может быть следующая , (фиг.З).
I 1, Основной поршень 9 находится в 1 крайнем положении и открывает загрузочное отверстие 5. Боковые поршни 3 и 4 сдвинуты, а вертикальный поршень 2 движется вниз и своим основанием замыкает камеру, препятствуя выдавливанию порошка обратно в бункер 1 на следующем этапе подпрес- совки.
2.Основной поршень 9 допрессовывает порошок и перемещает его по каналу 6. Боковые поршни 3 и 4 разводятся. Вертикальный поршень 2 неподвижен.
3.Кончается прямой ход поршня 9. Боковые поршни 3 и 4 раздвинуты в крайнее положение. Вертикальный поршень 2 начинает движение вверх.
4.Начинается обратный ход поршня 9, вертикальный поршень 2 продолжает движение вверх до выбранного крайнего положения, а боковые поршни 3 и 4 сдвигаются
и подают материал в канал 6.
5.Боковые поршни 3 и 4 образуют полость для движения вертикального поршня 2.
Далее цикл работы повторяется. П р и м е р. Из наполненного порошкообразного полимера Компонор высокомолекулярный РЕ 3-03 по ТУ 6-05-111-302-84. имеющего удельный вес у 100 кг/м3, изготавливают плиту шириной 0,5 м и толщиной 0,01 м.
Основной поршень имеет длину рабочего хода 0,12 м.
Случаи прессования с различной степенью сжатия (Кож)заготовки в загрузочном устройстве:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1989 |
|
SU1636239A1 |
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1986 |
|
SU1423410A1 |
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1982 |
|
SU1047715A1 |
| Устройство для изготовления профильных изделий из порошкообразных полимеров | 1986 |
|
SU1399155A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2527975C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ГРАНУЛ | 2006 |
|
RU2335400C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ ПРЕСС-МАСС | 1992 |
|
RU2026184C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ВТОРИЧНЫХ ВОЛОКНИСТЫХ СОРООБРАЗНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2039659C1 |
| Пресс для выжимания жидкостей | 1978 |
|
SU765015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ СМЕСИ ПОРОШКОВ НА ОСНОВЕ ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПИТАТЕЛЬ УСТРОЙСТВА | 2005 |
|
RU2305024C2 |
Изобретение относится к переработке полимерных материалов и м.б. использовано в химической промышленности для получения погонажных изделий из высокомолекулярных и наполненных полиэтиленов в виде плит. Цель изобретения - повышение производительности при переработке порошкообразных полимеров. Для этого бункер снабжен вертикально перемещающимся поршнем и вспомогательными поршнями, которые установлены в нижней части бункера с противоположных сторон с возможностью перемещения в направлении подпрессовки. В бункере порошок полимера подпрессовывается поршнями и подается в рабочий канал в виде заготовки. Заготовка допрессовывается основным поршнем канала и продавливается вместе с изделием. Возможность подпрессовки порошка полимера поршнями, размещенными в бункере, значительно увеличивает скорость экструзии, что повышает производительность процесса. 3 ил.
Параметры
Основные размеры зон пресса, м
Плавления Кристаллизации
Изоляции Время полного цикла, с
Время насыпки, с Коэффициент ускорения обратного хода основного поршня
Скорость прямого хода основного поршня, мм/с Скорость обратного хода основного поршня, мм/с Мощность установки, кВт Выход продукта за 1 цикл, м Средняя скорость экструзии, м/ч
КСж 0,11Ксж 0,5
(слабое уплотнение порошка) (сильное уплотнение порошка)
0,16
0,05
0.06
32
10
1,5 8
12
2,1
0,013
1,46
0.16
0.05
0.06
32
10
12 2,1 0,06
Ксж характериэуэт степень сжатия порошка полимера и определяется следующим
1/ V1
Ai7
где Vi и /Опр - соответственно объем и плотность порошка, м3, кг/м3;
0.16
0.05
0.06
32
10
12 2,1 0,06
Va и /Эзаг соответственно обьем и плотность заготовки, м3. кг/м3.
Из примера видно, что изменение степени сжатия порошка в загрузочном устройстве существенным образом влияет на скорость экс грузин, в результате чего повышается производительность процесса.
Формула изобретения Устройство для загрузки канала горизонтального псршневогоэкструдера, содержащее бункер с размещенным в нем вертикальным поршнем, установленным с возможностью возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения производительности при переработке порошкообразных пол691112б
имеров, устройство снабжено двумя боковыми подпрессовочными поршнями, установленными в нижней части бункера с противоположных сторон с возможностью возвратно-поступательного перемещения, причем основание вертикального поршня в крайнем нижнем положении расположено над боковыми поршнями, а его длина равна . 0 ширине канала.
/ фиг, 2
(
(5)
| ТАБЛЕТИРОВАНИЯ ТЕРМОРЕАКТИВНОГО ПРЕССМАТЕРИАЛА | 0 |
|
SU196279A1 |
| Солесос | 1922 |
|
SU29A1 |
| Водоотводчик | 1925 |
|
SU1962A1 |
| Устройство для непрерывного изготовления вспененного материала | 1980 |
|
SU937197A1 |
| Солесос | 1922 |
|
SU29A1 |
