Изобретение относится к непрерывному формованию полимерных листов шаговым прессованием порошка и последуюш,им спеканием и может быть применено в обшем машиностроении, бумажной промышленности. Известно устройство для непрерывного формования изделий из порошкообразных полимеров, содержащее корпус с загрузочным бункером, инструмент продольной подпрессовки, выполненный в виде поршня, соединенного с плунжером. В указанном устройстве порошок полимера загружается в вертикально расположенный корпус и про талкивается поршнем, при этом осушествляется нагрев материала и его спекание на выходном участке корпуса 1. Однако в данном устройстве не предусмотрены средства для поперечной подпрессовки изделий, что снижает их качество. Наиболее близким по технической суш,ности и достигае1яому результату к изобретению является устройство для непрерывного формования изделий из порошкообразных полимеров, содержаш,ее корпус с загрузочным бункером, инструмент продольной подпрессовки, инструмент поперечного прессования и узел фрикционного замыкания, снабженные приводами в виде плунжера прессования и плунжера замыкания В известном устройстве узел фрикционного замыкания и инструмент поперечного прессования расположены последовательно и снабжены отдельными приводами, каждый из которых выполнен в виде плунжера. После уплотнения материала, поступившего через бункер с помощью инструмента продольной подпрессовки, включается привод инстру мента поперечного прессования, и он перемещается вниз. В то же время включается привод узла фрикционного замыкания и его плунжер занимает крайнее нижнее положение. При этом он зажимает отпресованный слой, тем самым .создавая замкнутый объeiM прессования и условия для окончатель ного прессования изделия. Усилие фрикци онного замыкания должно строго соответствовать усилию поперечного прессования. При нарушении этого- равенства в сторону уменьшения усилия фрикционного замыкания порошок продавливается через зону замыкания, ухудшая качество готового изделия. Кроме того, синхронизация указанных приводов требует значительного усложнения конструкции и увеличения габаритов. Цель изобретения - повышение качества изделий и сокраш,ение габаритов устройства. Указанная цель достигается тем, что в устройстве для непрерывного формования изделий из порошкообразных поли.меров, содержащем корпус с загрузочным бункером, инструмент продольной подпрессовки, инстру.мент поперечного прессования и узел фрикционного замыкания, снабженные приводами в виде плунжера прессования и плунжера замыкания, плунжер замыкания установлен в плунжере прессования эксцентрично центральной его оси, которая размещена в плоскости симметрии инструмента поперечного прессования, причем плунжеры снабжены мембраной, установленной nq нижним их торцам и отделяющей их от подплунжерной рабочей полости, а площади рабочих сечений плунжера прессования и пл 1:жера замыкания выбраны из соотношения 4,4 - 5. На чертеже показано устройство, общий вид. Устройство для непрерывного формования изделий из порощкообразных полимеров содержит корпус I с .5агрузочным бункером 2, инструмент 3 продольной подпрессовки и перемещения изделия, инструмент 4 поперечного прессования и узел 5 фрикционного замыкания, снабженные приводами в виде плунжера 6 прессования и плунжера 7 замыкания. Причем плунжер 7 замыкания установлен в плунжере 6 прессования эксцентрично центральной его оси, а центральная ось плунжера 7 замыкания размещена в плоскости симметрии инструмента 4 поперечного прессования. Плунжеры 6 и 7 установлены в камере 8 и снабжены мембраной 9, установленной по нижним их торцам и отделяющей их от подплунжерной рабочей полости Л, сообщенной с источником высокого давления. Площади рабочих сечений плунжера 6 прессования и плунжера 7 замыкания выбраны из соотношения 4,4-5. Инструмент 4 имеет наклонную рабочую поверхность. Устройство работает следующим образом. Порошок полимера подают из загрузочного бункера 2 в формующий канал корпуса 1 для продольной подпрессовки инструментом 3. Начинается уплотнение материала, а инструмент 4 поперечного прессования занимает крайнее нижнее положение. Во время продольной подпрессовки прессуемый материал благодаря рабочей наклонной поверхности инструмента 4 отжимает плунжер 6 прессования в крайнее нижнее положение, увлекая за собой плунжер 7 замыкания. Наличие наклонной поверхности инструмента 4 обеспечивает плотное прилегание предварительно спрессованного порошка к инструменту 4 и последнего к плунжеру 6 прессования. Между отпресованным изделием и узлом 5 фрикционного замыкания остается зазор. Вследствие этого при подаче давления под мембрану 9 вначале начинает двигаться узел 5, который создает фрикционное замыкание в зоне отпрессованного изделия. После этого начинает движение плунжер 6 прессования, который с помощью инструмента 4 обеспечиивает окончательное прессование порощка. Благодаря тому, что оба плунжера 6 и 7 работают синхронно от одной мембраны 9, соблюдается необходимое соотношение усилий фрикционного замыкания и окончательного прессования (чем больше усилие окончательного прессования, тем больше усилие фрикционного замыкания). Такое соотношение усилий достигается за счет выбора отношения рабочих площадей плунжера б к плунжеру 7, которое выбирается в пределах 4,4-5. При уменьшении этого соотйошения возможно увеличение усилия со стороны узла 5 на отпрессованное изделие, что ведет к его растрескиванию. При увеличении этого соотношения фрикционное усилие недостаточно и возможно продавливание порошка до завершения его прессования, что ведет к снижению качества. Использование мембраны 9. в, данном устройстве допустимо ввиду малой величины ее перемешения (5-10 мм за цикл в зависимости от толшины листа при большом ее диаметре). По сравнению с прессом марки ПНП, работающим на Опытном заводе НПО Ленбуммаш им. П. пятилетки, предл агаемое устройство обладает компактностью конструкции и надежностью уплотнения от утечки масла благодаря мембране вместо обычных прокладок, что особенно важно при сверхвысоких давлениях (давление масла на мембрану 400-600 кгс/см). Использование предлагаемого устройства позволит снизить количество брака, возпикающего при работе, на 4-5 % и довести его до 0,05%. Ожидаемая годовая экономия 4000 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1986 |
|
SU1423410A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ФОРМОВАНИЯ ПОЛИМЕРНЫХ ЛИСТОВ | 1972 |
|
SU338399A1 |
| Устройство для непрерывного формования изделий из порошкообразных полимеров | 1989 |
|
SU1636239A1 |
| Устройство для непрерывного формо-ВАНия пОлиМЕРНыХ лиСТОВ | 1979 |
|
SU818880A2 |
| Устройство для непрерывного формования полимерных листов из порошкообразного материала | 1987 |
|
SU1502375A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 1998 |
|
RU2133673C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПЛИТ волокнистых | 1973 |
|
SU361897A1 |
| Экструзионная установка | 1982 |
|
SU1039729A1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИ/VVEPOB, содержащее корпус с загрузочным бункером, инструмент продольной подпрессовки, инструмент поперечного прессования и узел фрикционного замыкания, снабженные приводами в виде плунжера прессования и плунжера замыкания, отличающееся тем, что, с целью повышения качества изделий и сокращения габаритов устройства, плунжер замыкания установлен в плунжере прессования эксцентрично его центральной оси, которая размещена в плоскости симметрии инструмента поперечного прессования, причем плунжеры снабжены мембраной; установленной по нижним их торцам и отделяющей их от подплунжерной рабочей полости, а площади рабочих сечений плунжера прессования и плунжера замыкания выбраны из соотношения 4,4 - 5. ( 1 ел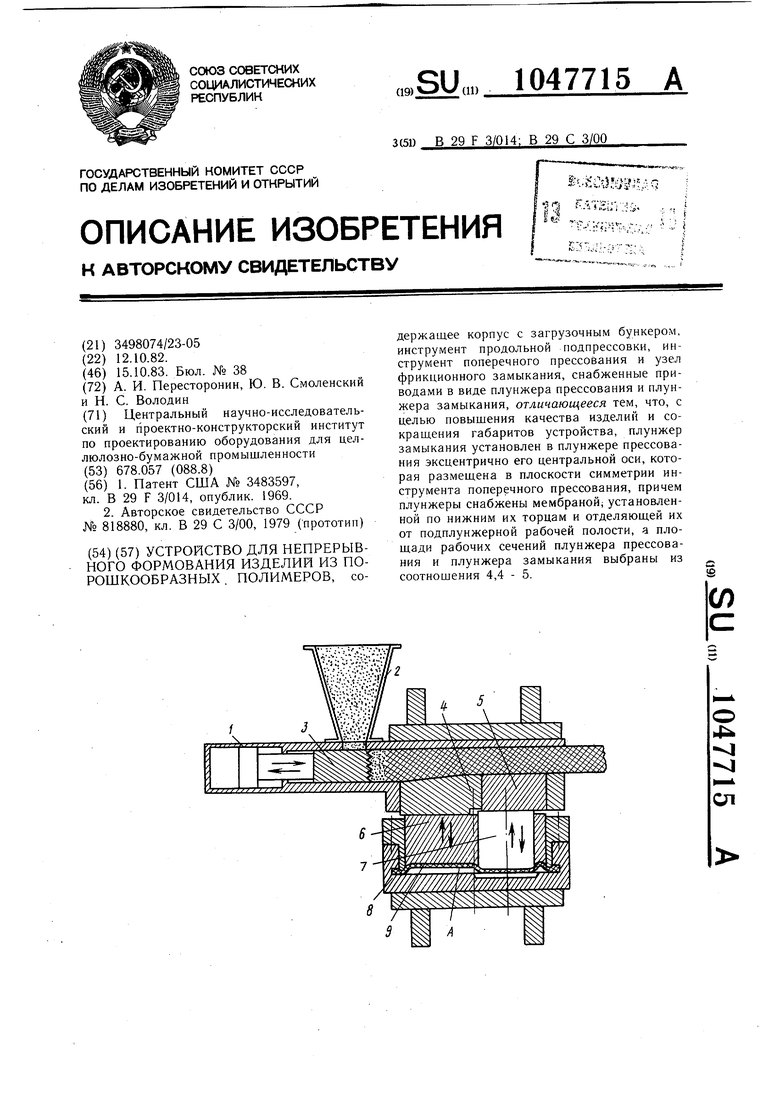
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3483597, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для непрерывного формо-ВАНия пОлиМЕРНыХ лиСТОВ | 1979 |
|
SU818880A2 |
| Солесос | 1922 |
|
SU29A1 |
