1
(21)4750367/05 (22) 05.09.89 (46)15.11.91. Бюл.№42
(71)Научно-исследовательский институт бытовой радиоэлектронной аппаратуры
(72)О.М.Ратафьев
(53) 678.057.745.5 (088.8)
(56)Видгоф Н.Б. Основы конструирования форм для термопластов, - М.: Машиностроение, 1979, с.141,
(54)ПРЕСС-ФОРМА ДЛЯ ПРЕЦИЗИОННОГО ЛИТЬЯ ПОД ДАВЛЕНИЕМ
(57)Изобретение относится к переработке пластмасс и может быть использовано для
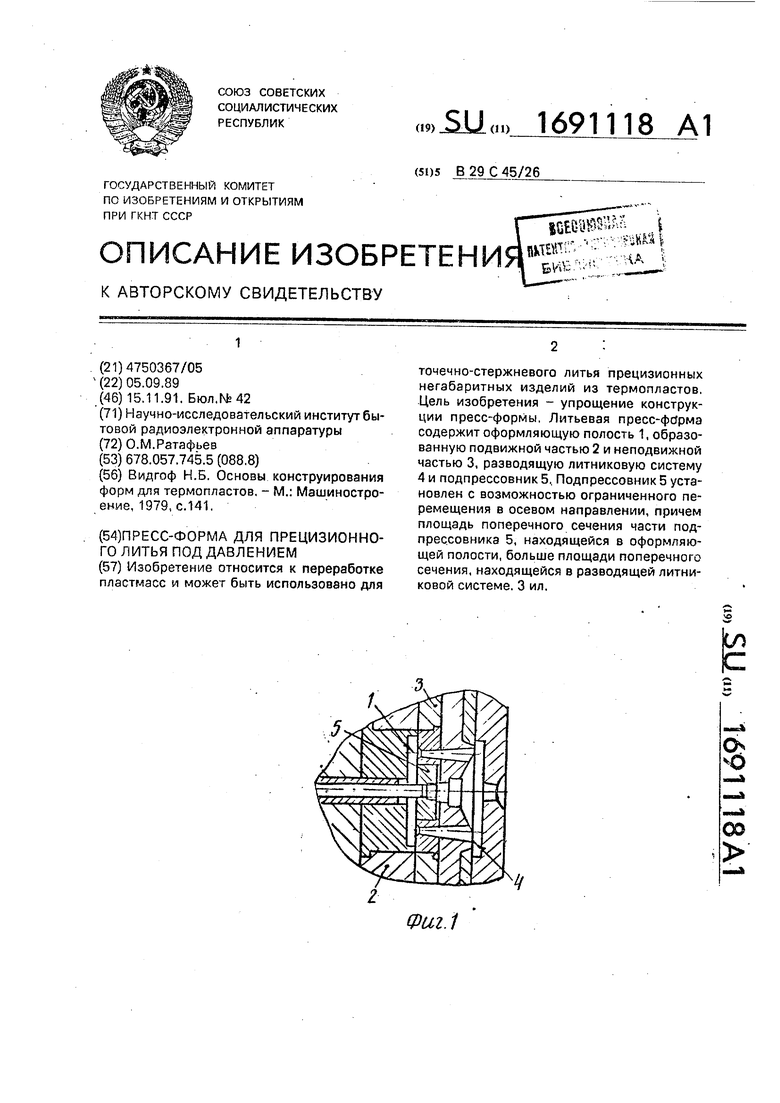
точечно-стержневого литья прецизионных негабаритных изделий из термопластов. Цель изобретения - упрощение конструкции пресс-формы. Литьевая пресс-фирма содержит оформляющую полость 1, образованную подвижной частью 2 и неподвижной частью 3, разводящую литниковую систему 4 и подпрессовник 5. Подпрессовник 5 установлен с возможностью ограниченного перемещения в осевом направлении, причем площадь поперечного сечения части под- прессовника 5, находящейся в оформляющей полости, больше площади поперечного сечения, находящейся в разводящей литниковой системе. 3 ил.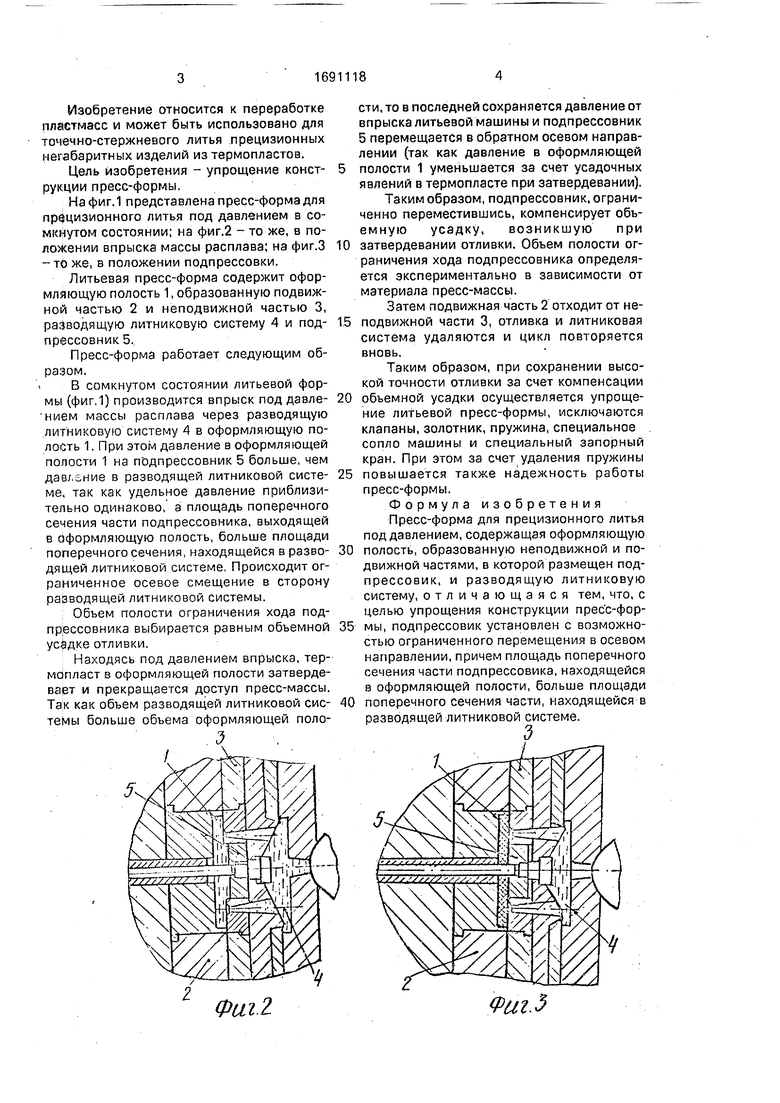
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
О
ю
00
Фиг.1
Изобретение относится к переработке пластмасс и может быть использовано для точечно-стержневого литья прецизионных негабаритных изделий из термопластов.
Цель изобретения - упрощение конст- рукции пресс-формы.
На фиг. 1 представлена пресс-форма для прецизионного литья под давлением в сомкнутом состоянии; на фиг.2 - то же, в положении впрыска массы расплава; на фиг.З -то же, в положении подпрессовки.
Литьевая пресс-форма содержит оформляющую полость 1,образованную подвижной частью 2 и неподвижной частью 3, разводящую литниковую систему 4 и под- прассовник 5.
Пресс-форма работает следующим образом.
В сомкнутом состоянии литьевой формы (фиг.1) производится впрыск под давле- нием массы расплава через разводящую литниковую систему 4 в оформляющую полость 1. При этом давление в оформляющей попости 1 на подпрессовник 5 больше, чем дав;.ние в разводящей литниковой систе- ме. так как удельное давление приблизительно одинаково, а площадь поперечного сечения части подпрессовника, выходящей в оформляющую полость, больше площади поперечного сечения, находящейся в разво- дящей литниковой системе. Происходит ограниченное осевое смещение в сторону разводящей литниковой системы.
Объем полости ограничения хода подпрессовника выбирается равным объемной усадке отливки.
Находясь под давлением впрыска, термопласт в оформляющей полости затвердевает и прекращается доступ пресс-массы. Так как объем разводящей литниковой сие- темы больше объема оформляющей поло/
Фиг2
сти, то в последней сохраняется давление от впрыска литьевой машины и подпрессовник 5 перемещается в обратном осевом направлении (так как давление в оформляющей полости 1 уменьшается за счет усадочных явлений в термопласте при затвердевании). Таким образом, подпрессовник. ограниченно переместившись, компенсирует объемную усадку, возникшую при затвердевании отливки. Объем полости ограничения хода подпрессовника определяется экспериментально в зависимости от материала пресс-массы.
Затем подвижная часть 2 отходит от неподвижной части 3, отливка и литниковая система удаляются и цикл повторяется вновь.
Таким образом, при сохранении высокой точности отливки за счет компенсации объемной усадки осуществляется упрощение литьевой пресс-формы, исключаются клапаны,золотник, пружина,специальное сопло машины и специальный запорный кран. При этом за счет удаления пружины повышается также надежность работы пресс-формы.
Формула изобретения
Пресс-форма для прецизионного литья под давлением, содержащая оформляющую полость, образованную неподвижной и подвижной частями, в которой размещен под- прессовик, и разводящую литниковую систему, отличающаяся тем, что, с целью упрощения конструкции прес с-фор- мы, подпрессовик установлен с возможностью ограниченного перемещения в осевом направлении, причем площадь поперечного сечения части подпрессовика, находящейся в оформляющей полости, больше площади поперечного сечения части, находящейся в разводящей литниковой системе.
д
ФигЗ
