Фиг.З


| название | год | авторы | номер документа |
|---|---|---|---|
| Стан горячей прокатки полос с петлеобразованием раскатов на промежуточном рольганге | 1990 |
|
SU1776470A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| Устройство для управления петлеобразованием раската на листовом стане горячей прокатки | 1990 |
|
SU1785451A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1993 |
|
RU2044580C1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Способ производства полос | 1987 |
|
SU1530276A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |

Изобретение относится : прокатному производству и может быть использовано для получения преимущественно тонких горячекатаных полос. Цель изобретения -увеличение выхода годного путем повышения качества тонких полос за счет улучшения температурного режима проката. Широк: полосный прокатный стан включает по- следовательнорасположенные нагревательные печи, черновую группу клетей, промежуточный рольганг, ножницы 8, чистовой окалиноломатель 9, чистовую группу клетей На промежуточном рольганге расположены протяжные ролики 6, формирующий ролик 7 и тянуще-тормозные ролики 5. Наличие мгжду последней черновой клетью 3 и формирующим роликом 7 протяжных ооликов 6 позволяет перемещать задний конец промежуточного раската после выхода его из черновой группы j те чение времени устранения петли, образованной раскатом В результате уменьшается падение температуры в оне контакта заднего конца раската роликгми рольганга, улучшается качество полос и снижается доля брака. 6 ил., 1 табл..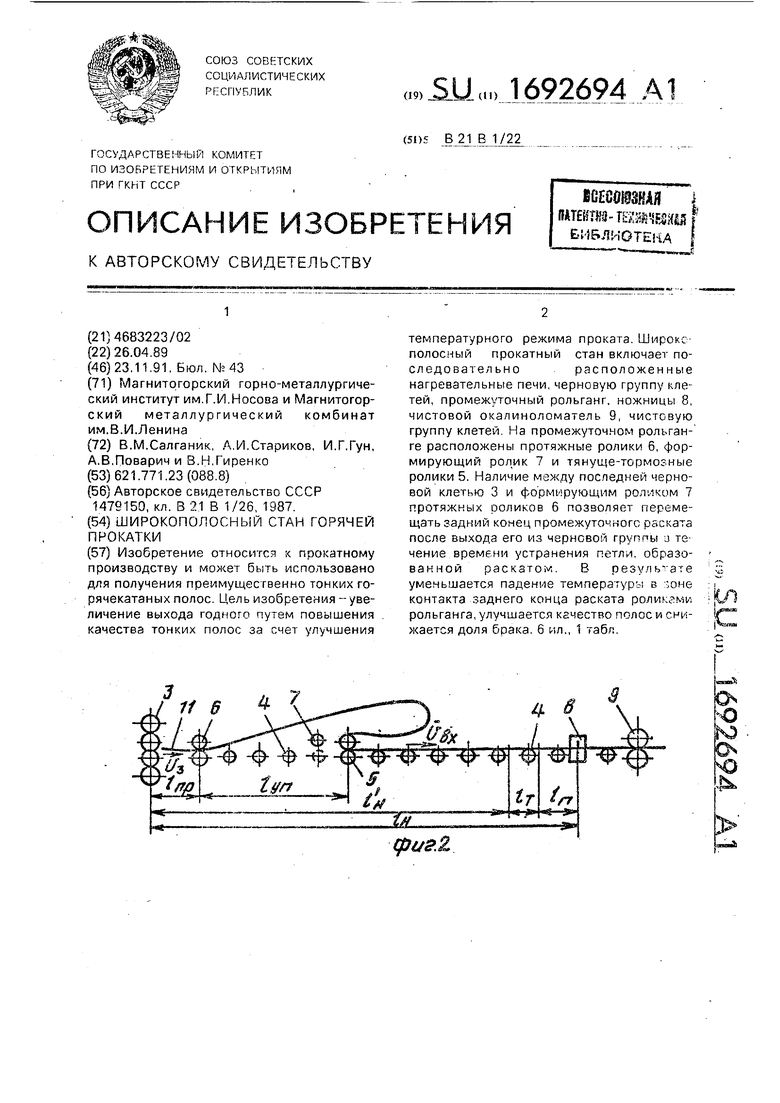
5 6
// 8
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
