Изобретение относится к области машиностроения и может быть использовано при обработке преимущественно вязких материалов.
Цель изобретения - повышение производительности.
Цель достигается за счет возможности увеличения.частоты вращения заготовки при заданной скорости резания.
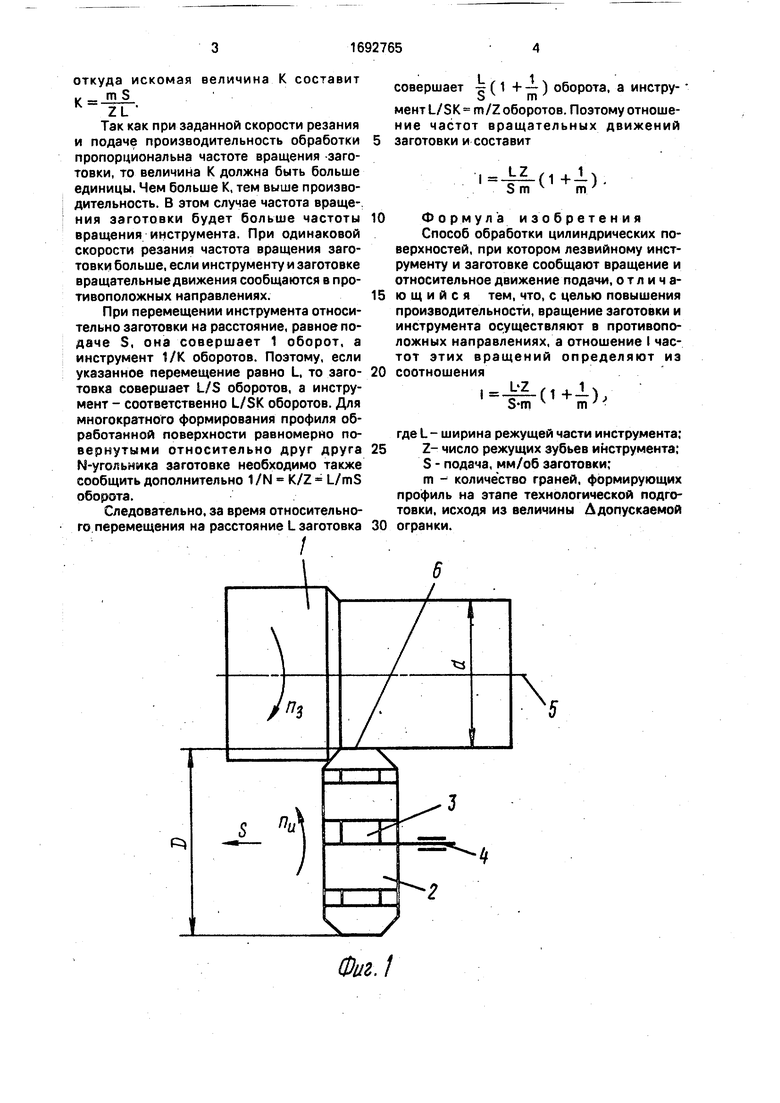
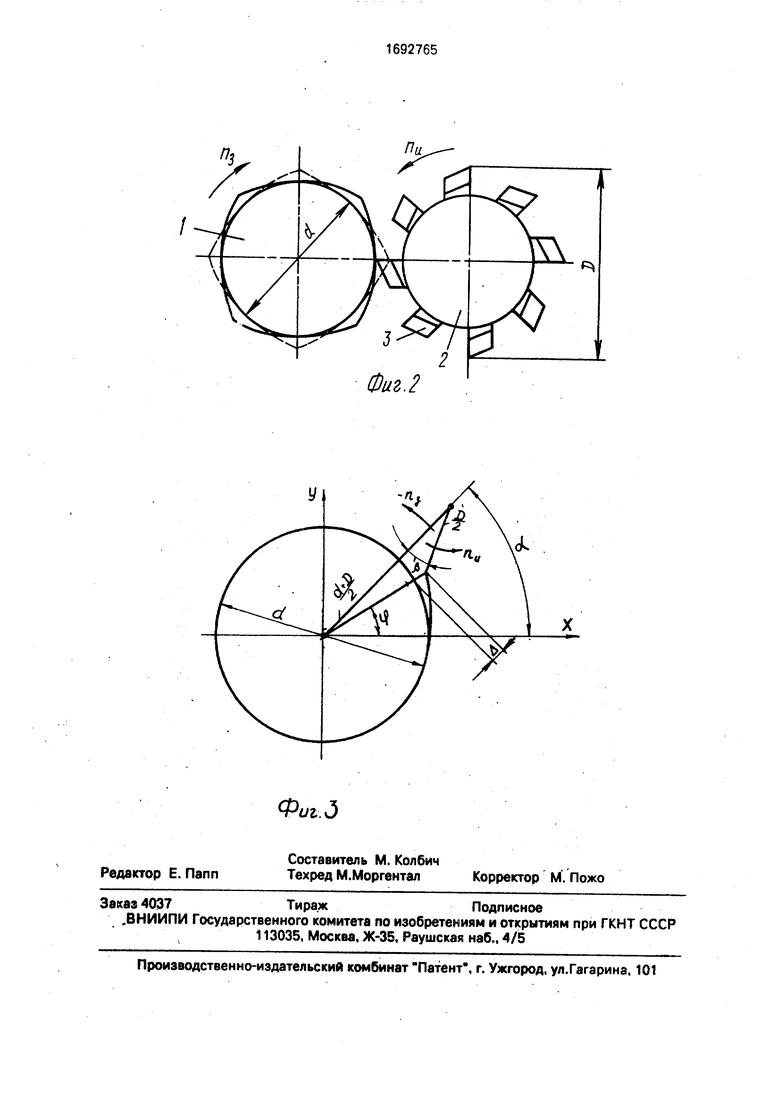
На фиг. 1 представлена схема обработки; на фиг. 2 - схема профилирования обра- ботанной поверхности; на фиг. 3 - траектория относительного движения вершины режущего зуба инструмента.
Заготовку 1 обрабатывают инструментом 2, Z режущих зубьев 3 которого равномерно устанавливают по окружности диаметром D. Ось 4 вращения инструмента устанавливают параллельно оси 5 вращения
заготовки или под углом к этой оси, при этом в обоих случаях вспомогательные режущие кромки 6 зубьев 3 должны быть параллельны оси 5 в положении, при котором расстояние между осью 5 и кромкой 6 минимально, т.е. равно d/2, где d - диаметр обработанной поверхности.
Для обработки круглого профиля с допускаемой высотой огранки он должен быть образован многоугольником с m сторонами. За один оборот заготовки инструмент, имеющий Z резцов, формирует профильобработанной поверхности в виде N-угольника, причем N -Z/K, где К- некоторое число. Для того, чтобы получить в поперечном сечении m-угольник, оно формируется последовательно L/S раз, поэтому
МНВ
о ю
го
V4 О СЛ
откуда искомая величина К составит
v - m л ZL
Так как при заданной скорости резания и подаче производительность обработки пропорциональна частоте вращения заготовки, то величина К должна быть больше единицы. Чем больше К, тем выше производительность. В этом случае частота вращения заготовки будет больше частоты вращения инструмента. При одинаковой скорости резания частота вращения заготовки больше, если инструменту и заготовке вращательные движения сообщаются в противоположных направлениях.
При перемещении инструмента относительно заготовки на расстояние, равное подаче S, она совершает 1 оборот, а инструмент 1/К оборотов. Поэтому, если указанное перемещение равно L, то заготовка совершает L/S оборотов, а инструмент - соответственно L/SK оборотов. Для многократного формирования профиля обработанной поверхности равномерно повернутыми относительно друг друга N-угольника заготовке необходимо также сообщить дополнительно 1/N K/Z L/mS оборота.
Следовательно, за время относительного перемещения на расстояние L заготовка
совершает (1 И-) оборота, а инструоГП
мент L/S К m /Z оборотов. Поэтому отноше- ние частот вращательных движений заготовки и составит
LZ S m
Формула изобретения Способ обработки цилиндрических поверхностей, при котором лезвийному инструменту и заготовке сообщают вращение и относительное движение подачи, отличающийся тем, что, с целью повышения производительности, вращение заготовки и инструмента осуществляют в противоположных направлениях, а отношение I частот этих вращений определяют из соотношения
L-Z S-m
где L- ширина режущей части инструмента;
Z- число режущих зубьев инструмента;
S - подача, мм/об заготовки;
m - количество граней, формирующих профиль на этапе технологической подготовки, исходя из величины А допускаемой огранки.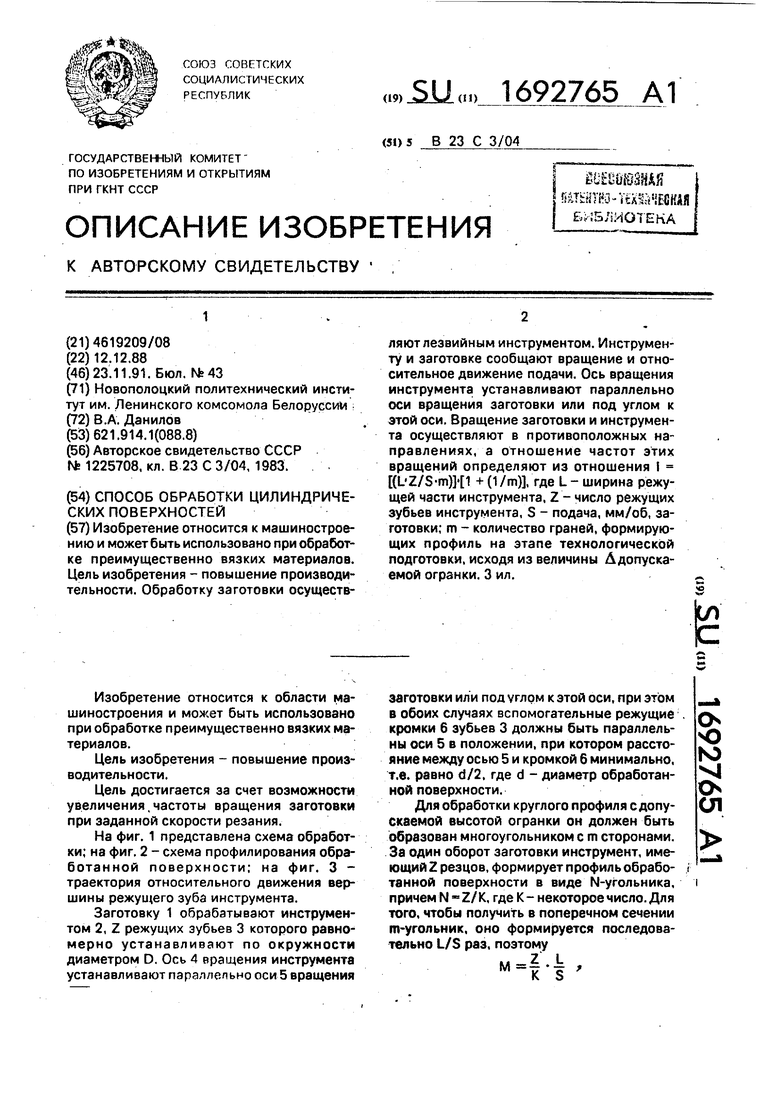
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вихревого точения деталей вращения | 1990 |
|
SU1731444A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки резанием | 1988 |
|
SU1625585A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ лезвийной обработки валов с профилем "равноосный контур | 1983 |
|
SU1126375A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
Изобретение относится к машиностроению и может быть использовано при обработке преимущественно вязких материалов. Цель изобретения - повышение производительности. Обработку заготовки осуществляют лезвийным инструментом. Инструменту и заготовке сообщают вращение и относительное движение подачи. Ось вращения инструмента устанавливают параллельно оси вращения заготовки или под углом к этой оси. Вращение заготовки и инструмента осуществляют в противоположных направлениях, а отношение частот этих вращений определяют из отношения (L Z/S-m) + (1/m), где L - ширина режущей части инструмента, Z - число режущих зубьев инструмента, S - подача, мм/об, заготовки; m - количество граней, формирующих профиль на этапе технологической подготовки, исходя из величины А допускаемой огранки. 3 ил.
пг
HZ
Фиг.1
4
Фиг. 2
| Способ обработки тел вращения | 1983 |
|
SU1225708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
