Изобретение относится к обработке резанием и найдет применение в машиностроении для обработки деталей типа валов из материалов, при обычном точении которых не обеспечивается надежное дробление стружки.
Целью изобретения является расширение технологических возможностей за счет исключения влияния подачи на отношение частот вращения заготовки и режущего инструмента, а также повышение производительности обработки.
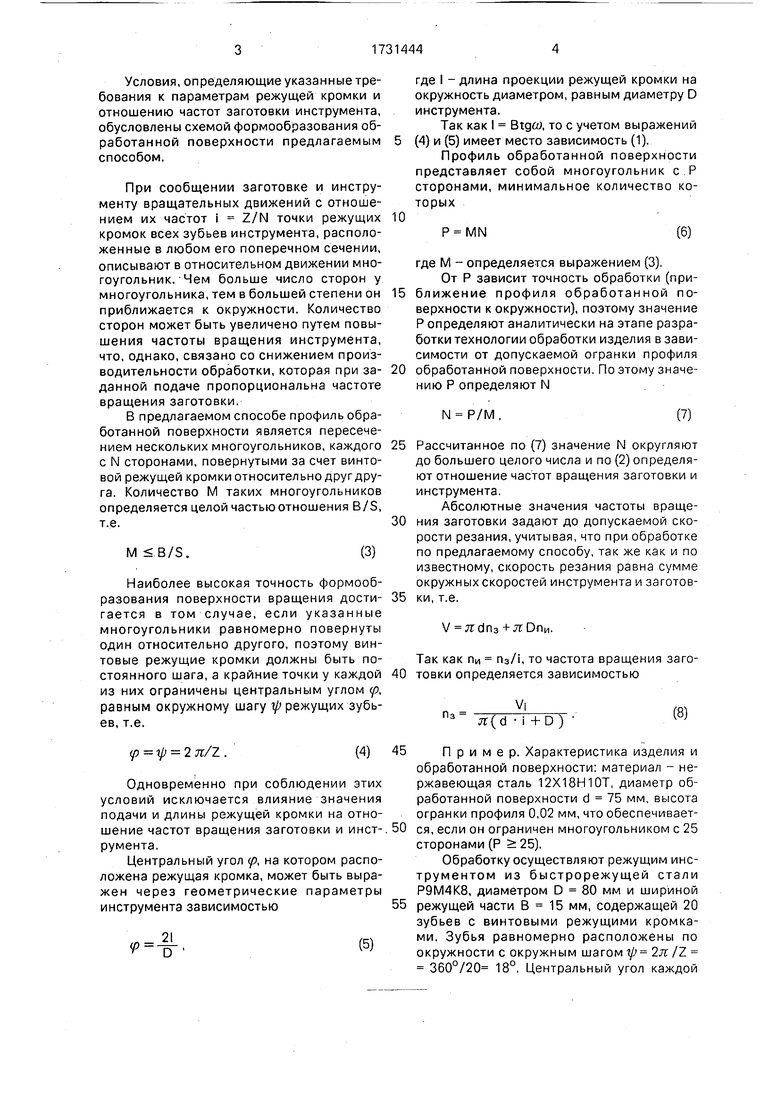
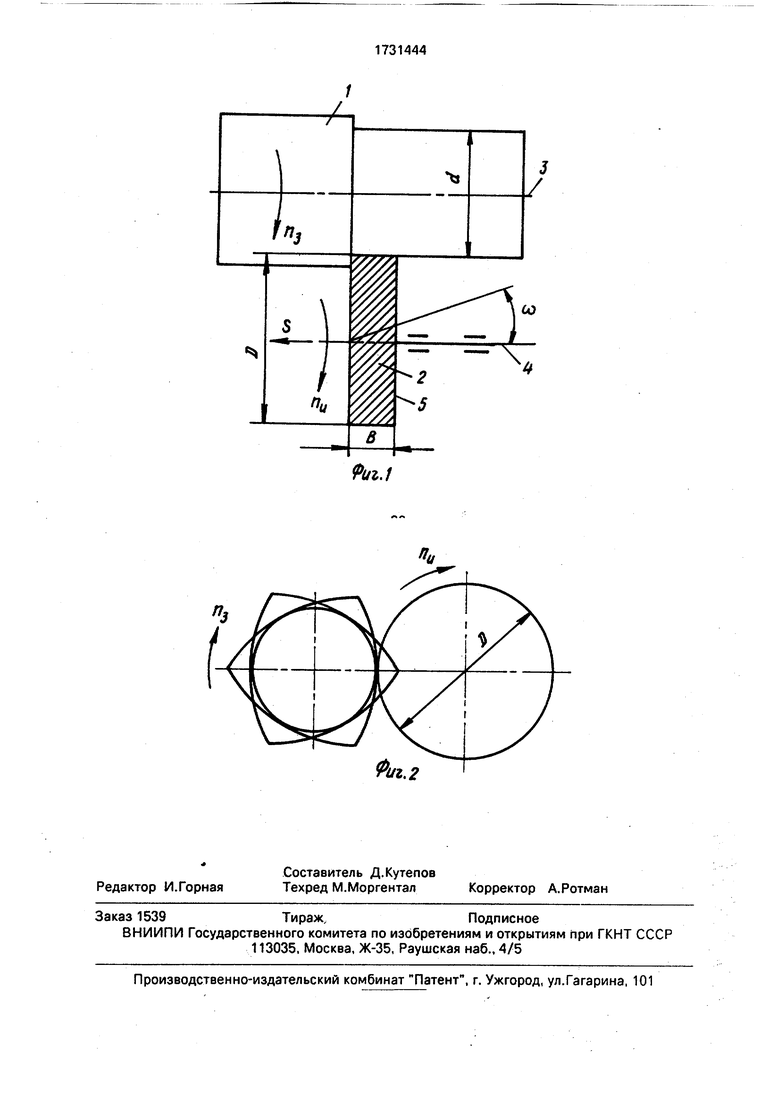
На фиг.1 изображена схема обработки; на фиг.2 - схема формирования профиля обработанной поверхности.
Для обработки поверхности вращения заготовке 1 и инструменту 2 сообщают одинаково направленные вращательные движения вокруг их геометрических осей 3 и 4 с частотами соответственно п. и Пк и относительное движение подачи. Оси 3 и 4 устанавливают параллельно одна другой.
Инструмент 2 оснащает режущими зубьями 5 с винтовыми режущими кромками, величину угла (о наклона которых к оси 4 задают по формуле
а) arctg ,(1)
где D - диаметр режущего инструмента;
Z - число режущих зубьев инструмента;
В - ширина режущей части инструмента.
Отношение i частот вращения заготовки и инструмента задают пропорциональным количеству Z режущих зубьев:
сл
С
VI CJ
Ј N
(2)
где N - целое число, равное числу сторон многоугольника, который формируется инструментом на заготовке за один ее оборот.
Условия, определяющие указанные требования к параметрам режущей кромки и отношению частот заготовки инструмента, обусловлены схемой формообразования обработанной поверхности предлагаемым способом.
При сообщении заготовке и инструменту вращательных движений с отношением их частот i 2/N точки режущих кромок всех зубьев инструмента, расположенные в любом его поперечном сечении, описывают в относительном движении многоугольник. Чем больше число сторон у многоугольника, тем в большей степени он приближается к окружности. Количество сторон может быть увеличено путем повышения частоты вращения инструмента, что, однако, связано со снижением производительности обработки, которая при заданной подаче пропорциональна частоте вращения заготовки,
В предлагаемом способе профиль обработанной поверхности является пересечением нескольких многоугольников, каждого с N сторонами, повернутыми за счет винтовой режущей кромки относительно друг друга. Количество М таких многоугольников определяется целой частью отношения B/S, т.е.
М B/S.
Наиболее высокая точность формообразования поверхности вращения достигается в том случае, если указанные многоугольники равномерно повернуты один относительно другого, поэтому винтовые режущие кромки должны быть постоянного шага, а крайние точки у каждой из них ограничены центральным углом р, равным окружному шагу режущих зубьев, т.е.
где I - длина проекции режущей кромки на окружность диаметром, равным диаметру D инструмента.
Так как I Btgw, то с учетом выражений (4) и (5) имеет место зависимость (1).
Профиль обработанной поверхности представляет собой многоугольник с Р сторонами, минимальное количество которых
Р MN(6)
где М - определяется выражением (3).
От Р зависит точность обработки (приближение профиля обработанной поверхности к окружности), поэтому значение Р определяют аналитически на этапе разработки технологии обработки изделия в зависимости от допускаемой огранки профиля
обработанной поверхности. По этому значению Р определяют N
N P/M.
(7)
25 Рассчитанное по (7) значение N округляют до большего целого числа и по (2) определяют отношение частот вращения заготовки и инструмента.
Абсолютные значения частоты враще30 ния заготовки задают до допускаемой скорости резания,учитывая, что при обработке по предлагаемому способу, так же как и по известному, скорость резания равна сумме окружных скоростей инструмента и заготов35 ки, т.е.
У + яОли.
Так как пи n3/i, то частота вращения заго- 40 товки определяется зависимостью
Пз
Vi
jr(d i +D )
(8)

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием | 1988 |
|
SU1625585A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки цилиндрических поверхностей | 1988 |
|
SU1692765A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
Изобретение может быть использовано в машиностроении. Сущность изобретения заключается в том, что настройку отношения частот вращения детали и режущего инструментапроизводятпрямо пропорциональным числу зубьев инструмента, а угол наклона винтовых режущих кромок устанавливают к оси вращения инструмента из соотношения ш arctg (л D/BZ где со- угол наклона винтовых режущих кромок к оси вращения инструмента; D - диаметр режущего инструмента; В - ширина режущей части инструмента; -число режущих зубьев инструмента. 2 ил.
(р 2 ж/2 .
Одновременно при соблюдении этих условий исключается влияние значения подачи и длины режущей кромки на отношение частот вращения заготовки и инструмента.
Центральный угол р, на котором расположена режущая кромка, может быть выражен через геометрические параметры инструмента зависимостью
-Ј.
45 Пример. Характеристика изделия и обработанной поверхности: материал - нержавеющая сталь 12Х18Н10Т, диаметр обработанной поверхности d 75 мм, высота огранки профиля 0,02 мм, что обеспечивает50 ся, если он ограничен многоугольником с 25 сторонами (Р 25).
Обработку осуществляют режущим инструментом из быстрорежущей стали Р9М4К8, диаметром D 80 мм и шириной
55 режущей части В 15 мм, содержащей 20 зубьев с винтовыми режущими кромками. Зубья равномерно расположены по окружности с окружным шагом / In 12 360°/20 18°. Центральный угол каждой
винтовой режущей кромки 18е угол наклона согласно (1)
О)
та °°Обработку осуществляют при следующих значениях элементов режима резания: глубина резания 2,5 мм, скорость резания V 30 м/мин, подача 5 3 мм/об заготовки.
Каждое поперечное сечение обработанной поверхности за время перемещения относительно него режущего инструмента формируют М раз, причем в соответствии с (3)М 15 : 3 5. За каждый оборот инструмента в любом поперечном сечении формируют многоугольник, количество N сторон которого определяют по зависимости (7)
N25
Для выполнения этого условия отношение частот вращения заготовки и инструмента задают по выражению (2) прямо пропорциональным числу режущих зубьев, т.е.
,-20. -4.
Частоту вращения заготовки настраивают по зависимости (8)
Пз
30 4 10J
100 об/мин,
( 75 4 + 80 ) а частоту вращения инструмента в i 4 раза меньше, т.е. пи 25 об/мин.
0
При обработке по известному способу для той же скорости резания частота вращения заготовки на основании (8) при i 1 составляет 62 об/мин, т.е. в 1,6 раза меньше, чем по предлагаемому. Поскольку технологическая производительность при заданной подаче прямо пропорциональна частоте вращения заготовки, то при использовании предлагаемого способа производительность возрастает соответственно в 1,6 раза.
Формула изобретения Способ вихревого точения деталей вращения путем сообщения детали и режущему инструменту с винтовыми режущими кромками вращательного движения и относительного движения подачи вдоль оси вращения детали, отличающийся тем,
что, с целью расширения технологических возможйостей за счет исключения влияния подачи на отношение частот вращения детали и режущего инструмента, производят настройку отношения частот вращения детали jn режущего инструмента, прямо пропорционального числу зубьев инструмента, а угол и наклона винтовых режущих кромок устанавливают к оси вращения инструмента из соотношения
30
а) arctg
jtD BZ
где D - диаметр режущего инструмента; 35 В - ширина режущей части инструмента;
Z - число режущих зубьев инструмента.
| Способ обработки тел вращения | 1983 |
|
SU1225708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
