Изобретение, относится к резке, в частности к устройствам для мерной резки тонкостенных спирально-навивных труб, и может найти применение в разл1Г4Ньпс отраслях народного хозяйства, например при изготовлении воздуховодов.
Целью изобретения является повьппе ние качества путем обеспечения совпа дения точек начала и окончания процесса резки
На чертеже схематично изображено предлагаемое устройство, общий вид.
Устройство содержит станину 1с . тремя продольными тпараллельно расположенными направляющими 2, 3 и 4. На направляющей 2 установлена каретка 5, несущая торцовый упор 6 для трубы 7 и фиксатор 8, вьтолненный н виде электромагнита, взаимодействующего с тягой 9 тележки JO. Перемещение каретки 5 осуществляется приводом 1 через электромагнитную муфту 12 и цепную передачу. На тележке 1о смонтированы резак 13 в виде плаэмо трона и датчик 14 исходного положения тележки и включения источника питания резака. Тележка 10 смонтирована на направляющей 3 и сиабвеиз упором 15, вьшояненным в виде поводка, В направляющих 4 установлен ползун 16, На ползуне устаноэяены датчики }7 зажигания рабочей дуги резака 13 и возврата ползуна в исходное по- ложение и датчик 18 откш)чеяня источника питания резака. Кроме того, на ползуне I6 установлен механизм 19 попеременной фиксации ползуна относительно тележки 10 и станины J, Меха- инзм 19 вьтолнен в виде электромагнита двустороннего действия соединенного с датчиками 14 и 17.
Расстояние между датчиками 17 и 18 равно шагу t навивки трубы 7. Кроме того, на станине 1 установлены датчики 20 для установки мерной длины L, отрезаемой от трубы 7 в процессе ее навивки.
Устройство работает следующим об- разом.
Настраивают датчик 20 на отрезку трубы требуемой длины. Для этого приводом 1I перемещают каретку 5 до сра батьтания датчика 20, В исходном по- ложении тележка 10 и каретка 5 находятся S крайнем левом положении и контактируют соответственно с датчи- ками 14 и 20. Датчик 17 ползуна 16
контактирует с поподком 5 тележки 50. При этом ползун 16 электромагнитом механизма 19 фиксации фиксируется относительно тележки 10, каретка 5 электромагнитом 8 соединяется с .тягой 9 тележки 10, Включают механизм вращения и осевого перемещения трубы 7.
При перемещении труба 7 контактирует с упором 6 и перемещает каретку 5, а через тягу 9 - и тележку 1.0.
Как только тележка iO отойдет от своего исходного положения, датчик 14- исходного положения тележки дает команду на включение источника питания резака. При этом вначале зажигается дежурная дуга/ а затем рабочая .(режущая) дуга, до момента зажигания которой каретка 5, тележка I О и ползун 16 перемещаются вместе в направлении осевого перемещения трубы 7, .
В момент зажигания рабочей (режут щей), дуги резака 13 срабатьгоает датчик 17 и дает сигнал электромагниту механизма 9 фиксации. Электромагнит расфиксирует ползун 16 относительно тележки i О и зафиксирует ее относи- тельно станины 1. В результате ползу 16 останавливается.
Трубы 7, каретка 5 и тележка 10 с резаком 13 продолжают перемещаться и резак осущест1зляет поперечный рез трубы.
При этом труба 7, сделав один оборот, перемещается вместе с тележ- коц 10 на величину шага t навивки, и поводок i5 контактирует с датчиком 18 ползуна .16 о Источник питания резака отключается,
В момент окончания реза отключается электромагнит фиксатора 8 каретки 5 на тяге 9 тележки 10 и включается привод 11, который перемещает каретку 5 со скоростью, большей скорости перемещения изделия, на расстояние 100-150 мм и дает возможность специальным устройством (на черТеже не показано) сбросить отрезанную трубу мерной . После эт.ого устройство приводят в исходное положение для отрезки следующей трубы мерной длины для чего включают фиксатор 8 и ре- вере привода 11. Каретка 5 и тележка 10 перемещаются в обратном направлении до момента срабатывания датчика 17 возврата ползуна 16, который дает команду на отключение электро,I i
магнита механизма 19 фиксации, расфиксацию ползуна относительно станины I ,и фиксацию его относительно тележки 10, вместе с которой ползун 16 движется до срабатьгеания датчика Ар свидетельствующего о приходе тележки 10 в исходное положение. В момент срабатьшания-датчика 14 отключается фиксатор 8 и приводная карет- ка 5 продолжает перемещаться до тех пор, пока не сработает датчик 20 длины L мерного отрезка трубк 7. Как только сработает датчик 20, привод П. отключается и включается фикса- тор 8..
Изобретение позволяет обеспечить высокое качество резки плазмотроном непрерьшно движущихся труб на мерные длины благодаря исключению пропусков jB резе, поточному определению момента зажигания рабочей дуги и обеспечению совпадения точек начала и окончания процесса резки.
Формула иэобрет
е н к я
.Устройство для плазменной резки непрерывно движущихся труб на мерные длины, содержащее установленную в продольных иа правляющих станины те
fo 15
20
5
0
7
лежку с резаком, датчиком исходного положсггия тележки и включения источника питания резака и упором, приводную каретку с торцовым упором для трубы и приводом ее продольного перемещения, установленную с возможностью соединения с тележкой, и датчик отключения источника питания резака, отличающееся тем что, с целью повышения ка чества путем обеспечения совпаденд я точек начала и ококчания резки, оно снабжено пол зуном, установленным с возможностью продольного перемещения и оснащенным Mexaffti3MOM попеременной фиксации его относительно станины и тележки и датчиком зажигания рабочей Дуги резака и возврата ползуна в исходное положение, при зтом датчик выключения энергии смонтирован на ползуне, упор тележки выполнен в виде поводка, установленного с возможностью взаимодействия с датчиками ползуна, а датчик- исходного положения тележки и датчик зажигания рабочей дуги и возврата ползуна в исходное положение соединены с механизмом попеременной фиксации ползуна, установленным с возможностью взаимодействия с тягой и фиксации на ней.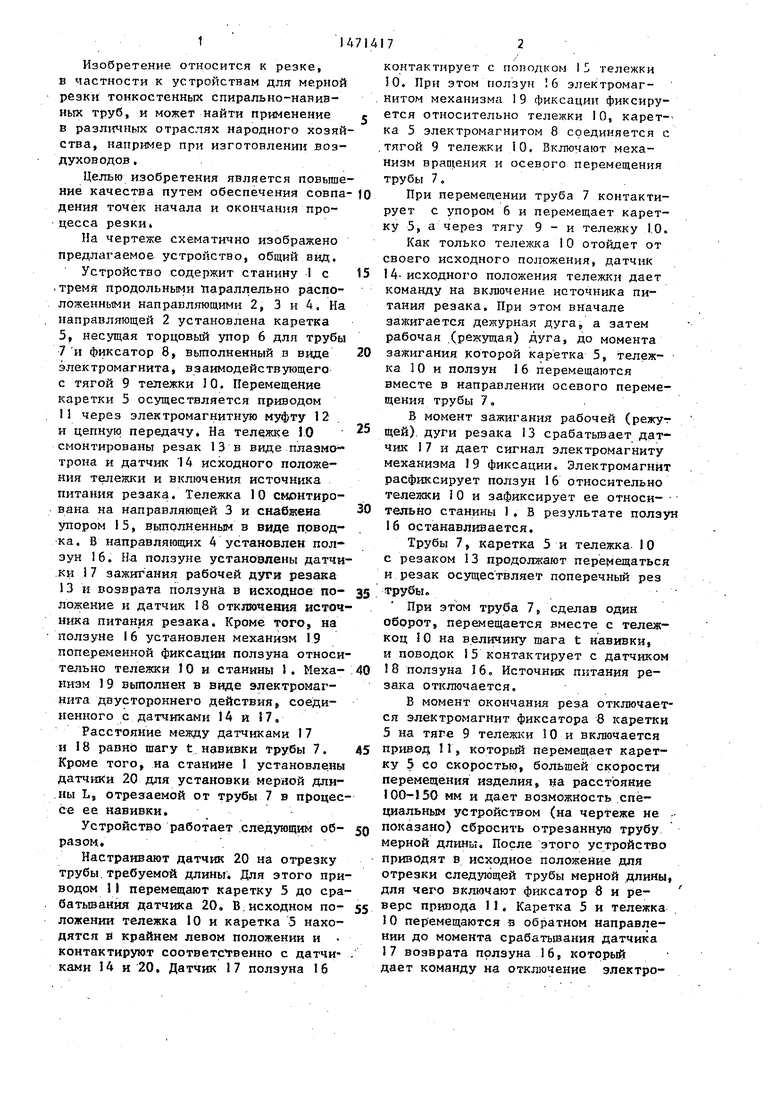
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Станок для резки труб | 1987 |
|
SU1444106A1 |
| Станок для резки труб | 1980 |
|
SU884902A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ ИЗ ПОЛИПРОПИЛЕНА | 2015 |
|
RU2598014C1 |
| Устройство для тепловой резки труб | 1980 |
|
SU927430A1 |
| Устройство для резки трубчатой оболочки | 1980 |
|
SU880701A1 |
| СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2016720C1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU929284A1 |
Изобретение относится к резке, в частности к устройствам для мерной резки тонкостенных спирально-навивных труб, и может найти применение в различных отраслях народного хозяйства, например при изготовлении воздуховодов. Цель изобретения - по- вьшгение качества. Предварительно датчик 20 настраивают на отрезку трубы 7 требуемой длины. В исходном положении тележка 1 О и каретка 5 находятся в крайнем левом положении. Каретка 5 соединена с тягой 9 тележки 10 посредством электромагнита 8. Включают механизм вращения и перемещения трубы 7. Труба контактирует с упором 6 и перемещает каретку 5 и . . « тележку 10. Как только тележка 10 - отойдет от исходного положения, срабатывает датчик 14 исходного положения трубы и дает команду на включения источника питания резака 13. До момента зажигания рабочей дуги резака 13 ползун I6 зафиксирован относительно тележки 10 и перемещается вместе с ней. В момент зажигания ра- бочей дуги срабатьгоает датчик I7 и подает сигнал на злектромагнит не- 19 фиксации на расфиксацию ползуна 16 относительно тележки 10 и фиксацию его относительно станины 1,. Труба 7, каретка 5 и тележка 10 продолжают синхронно перемещаться и после полного оборота трубы поводок 17 взаимодействует с датчиком 18 отключения источника питания, рез заканчивается. При этом точка начала реза совпадает с точкой конца реза, обеспечивая высокое качество. Затем фиксатор 8 отключается и привод 12 отводит упор 6 от движущейся трубы. После сброса трубы все механизмы возвращаются в исходное положение. 1 ил..i (Л 4 Zl ffT