Изобретение относится к упаковыванию, а именно к устройству для упаковывания рулонов, может быть использовано в обоепечатном производстве, а также в других отраслях промышленности, где возникает потребность в упаковке изделий цилиндрической формы в мягкую тару.
Цель изобретения - расширение технологических возможностей,
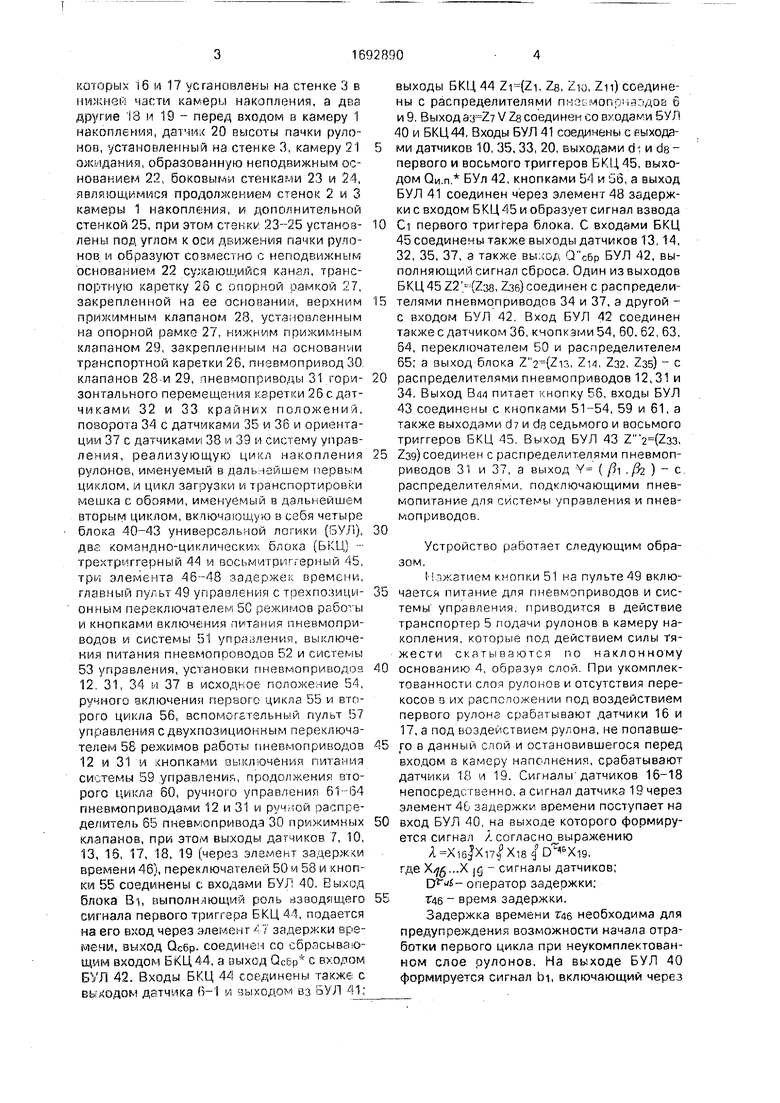
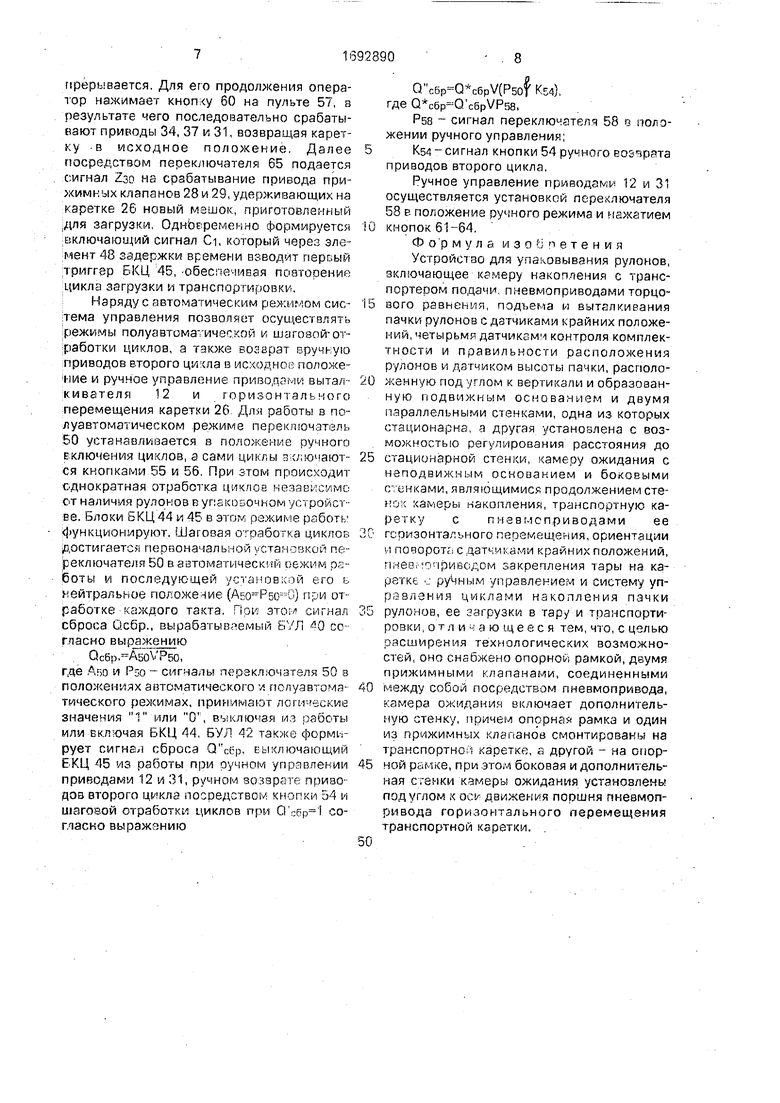
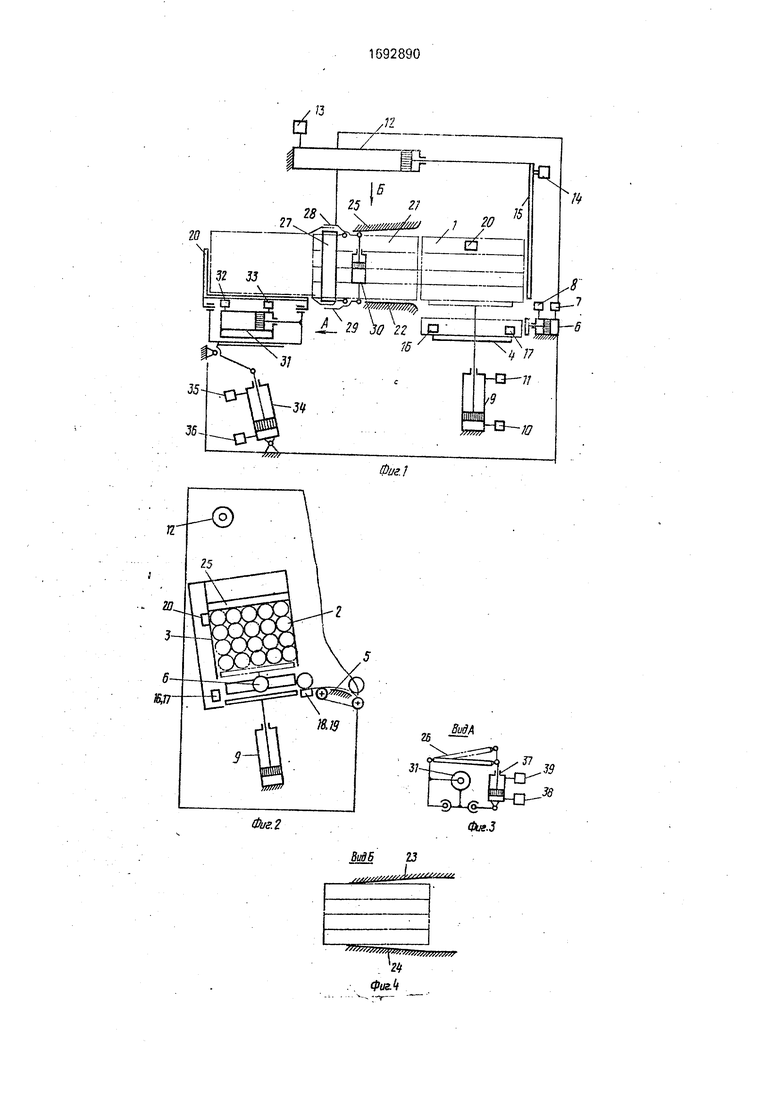
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - камера накопления; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5- блок-схема системы управления; на фиг, 6 - графы цикловых процессов.
Устройство для упаковывания рулонов, содержит камеру 1 накопления, образованную боковыми параллельными стенками - стационарной 2, подвижной 3, устанавливаемой на ширину рулонов с последующим закреплением, и подвижным основанием 4, расположенную под углом к вертикали для обеспечения возможности скатывания рулонов обоев по подвижному снованию 4 под собственным весом и включающую в себя транспортер 5 подачи рулонов, пневмопривод 6 торцового равнения рулонов в слое с датчиками 7 и 8 крайних положений, пневмопривод 9 подъема основания 4 с датчиками 10 и 11. пневмопривод 12 выталкивания пачки рулонов с датчиками 13 и 14 и толкателем 15, четыре датчика контроля комплектности и правильности расположения рулонов в слое, два из
ю оо
которых S6 и 17 установлены на стенке 3 в нижней части камеры накопления, а два другие 18 и 19 - перед входом в камеру 1 накопления, датчик 20 высоты пачки рулонов, установленный на стенке 3, камеру 21 ожидания, образованную неподвижным основанием 22, боковыми стенками 23 и 24, являющимися продолжением стенок 2 и 3 камеры 1 накопления, и дополнитепьной стенкой 25, при этом стенки 23-25 установлены под углом к оси движения пачки рулонов и образуют совместно с неподвижным основанием 22 сужающийся канал, транспортную каретку 26 с опорной рамкой 27, закрепленной на ее основании, верхним прижимным клапаном 28, установленным на опорной рамке 27, нижним прижимным клапаном 29, закрепленным на основании транспортной каретки 26, пневмопривод 30 клапанов 28 и 29, пневмоприводы 31 горизонтального перемещения каретки 26 с дат- чиками 32 и 33 крайних положений, поворота 34 с датчиками 35 и 36 и ориентации 37 с датчиками 38 и 39 и систему управления, реализующую цикл накопления рулонов, именуемый в дальнейшем первым циклом, и цикл загрузки и транспортировки мешка с обоями, именуемый в дальнейшем вторым циклом, включающую в себя четыре блока 40-43 универсальной логики (БУЛ), два командно-циклических блока (ЬКЦ) - трехтр ггерный 44 и восьмитриггерный 45, три элемента 46-48 задержек времени, главный пульт 49 управления с трехпозици- онным переключателем 50 режимов работы и кнопками включения питания пневмоприводов и системы 51 управления, выключения питания пневмопроводов 52 и системы 53 управления, установки пневмоприводов
12,31, 34 и 37 в исходное положение 54, ручного включения первого цикла 55 и второго цикла 56, вспомогательный пульт 57 управления с двухпозиционным переключателем 58 режимов работы пневмоприводов 12 и 31 и кнопками выключения питания системы 59 управления, продолжения второго цикла 60, ручного управления 61-64 пневмоприводами 12 и 31 и ручкой распределитель 65 пневмопривода 30 прижимных клапанов, при этом выходы датчиков 7, 10,
13,16, 17, 18, 19 (через элемент задержки времени 46), переключателей 50 и 58 и кнопки 55 соединены с входами БУЛ 40. Выход блока В-|, выполняющий роль взводящего сигнала первого триггера БКЦ 44, подается на его вход через элемент 47 задержки времени, выход QC6p. соединен со сбрасывающим входом БКЦ 44, а выход Осбр с входом БУЛ 42. Входы БКЦ 44 соединены также с выходом датчика 6-1 и выходом вз БУЛ 41;
выходы БКЦ 44 Zi(Zi, Za, Zio, Zn) соединены с распределителями пнэсмопрпЕодоз 6 и 9. Выход V Zs соединен со входами БУЛ 40 и БКЦ 44. Входы БУЛ 41 соединены с выходами датчиков 10, 35, 33, 20, выходами di и de - первого и восьмого триггеров БКЦ 45, выходом Ои.п. БУл 42, кнопками 54 и 56, а выход БУЛ 41 соединен через элемент 48 задержки с входом БКЦ 45 и образует сигнал взвода
Ci первого триггера блока. С входами БКЦ 45 соединены также выходы датчиков 13,14, 32, 35, 37, а также выход СГсбр БУЛ 42, выполняющий сигнал сброса. Один из выходов БКЦ45 Z2 (Z38, Zae) соединен с распределителями пневмоприводов 34 и 37, а другой - с входом БУЛ 42. Вход БУЛ 42 соединен также с датчиком 36, кнопками 54, 60, 62, 63, 64, переключателем 50 и распределителем 65; а выход блока (Zi3, Zi4, Z32. Zas) - с
распределителями пневмоприводов 12,31 и 34, Выход Влл питает кнопку 56, входы БУЛ 43 соединены с кнопками 51-54, 59 и 61, а также выходами d и ds седьмого и восьмого триггеров БКЦ 45 Выход БУЛ 43 (Z33,
Zag)соединен с распределителями пневмоприводов 31 и 37, а выход Y ( ,/% ) - с распределителями, подключающими пнев- мопитаниедля системы управления и пневмоприводов
Устройство работает следующим образом.
эжзтием кнопки 51 на пульте 49 включается питание для пневмоприводов и системы управления, приводится в действие транспортер 5 подачи рулонов в камеру накопления, которые под действием силы тяжести скатываются по наклонному
основанию 4, образуя слой. При укомплектованности слоя рулонов и отсутствия перекосов в их расположении под воздействием первого рулона срабатывают датчики 16 и 17, а под воздействием рулона, не попавшего в данный слой и остановившегося перед входом в камеру наполнения, срабатывают датчики 18 и 19. Сигналы датчиков 16-18 непосредственно, а сигнал датчика 19 через элемент 46 задержки времени поступает на
вход БУЛ 40, на выходе которого формируется сигнал Я согласно выражению
A Xi6|Xi7 XiS|D46Xi9,
где Х...Х |Јj - сигналы датчиков;
оператор задержки;
Г46 - время задержки.
Задержка времени Т46 необходима для предупреждения возможности начала отработки первого цикла при неукомплектованном слое рулонов. На выходе БУЛ 40 формируется сигнал bi, включающий через
элемент 47 задержки времени первый трш гер БКЦ 44, согласно выражению
bHAV() 1
где Хю|аз; as Z7VZio,
XT, Хю, Xi4 - сигналы датчиков 7, 10, 14 исходного положения пневмоприводов 6. 9, 12;
7.1, Zio - сигналы на распределителях пневмоприводов 6 и 9 для возврата их в исходное голожение;
Kss, PSO сигналы от кнопки 55 и переключателя 50 в положении ручного управления.
На выходе первого триггера БКЦ 44 появляется сигнал , переключающий распределитель пневмопривода б торцового равнения и обеспечивающий его срабатывание. По сигналу датчика срабатывает второй триггер БКЦ 44, на выходе которого возникает сигнал 32-Z-n, обеспечивающий переключение распределителя и срабатывание привода 9, поднимающего слой рулонов на основании 4 в камеру 1 накопления.
Возвращение пневмоприводов 6 и 9 в исходное положение и продолжение процесса накопления рулонов обеспечивается включением третьего последнего триггера БКЦ 44, на выходе которого формируется сигнал as ZyVZio. Его включение возможно при подаче на вход сигнала взвода Ьз, формируемого БУЛ 41, согласно выражению
Д. где ц X2oV( Р50 п.),
Qu п ()VT(P50/K54/X35),dl,
Кб4, Кбб - сигналы кнопок 54 и 56; Х20 сигнал датчика 20,
di, da - сигналы с выходов первого и восьмого триггеров БКЦ 45;
Хзз, Хз5 - сигналы датчиков крайних rfo- ложений 33 и 35.
До тех пор, пока не накоплена пачка рулонов требуемой высоты, сигнал датчика 20 отсутствует (), что обеспечивает /г 0, , т. е. существуют условия многократного повторения цикла накопления. Когда пачка рулонов необходимой высоты сформирована, срабатывает датчик 20, обеспечивая и, следовательно, , а . Процесс накопления рулонов приостанавливается до освобождения камеры 1 от пачки рулонов посредством толкателя 15 пневмопривода 12. Его срабатывание происходит благодаря появлению на выходе БУЛ 41 сигнала Ci, включающего через элемент 48 задержки времени первый триггер БКЦ 45. Включающий сигнал определяется выражением
Ci .fZao,
2 сигнал нд распределитель 30 пног- моприеода прижимных клапанов 28 и 2е), 1 ор. , руемый переключателем 65. Сигнал на распределитель 3 пневмопривода вытал- качания образуется на выходе БУЛ 42 согласно выражению
Zi3-diV(Psa/K63),
где di - выходной сигнал первого триггера БКЦ 45;
0PSP, сигнал переключателя 58 в положении ручного управления,
Кез - сигнал кнопки 63 ручного включения пневмопривода 12.
Толкатель 15 пневмопривода 12 пере5 мещаег пачку рулонов из камеры 1 накопителя в камеру 21 ожидания. Благодаря сужению сечения камеры происходит под- прессовка пачки рулонов обоев и ее свободное прохождение через опорную рамку 27 в
0 мешок в период загрузки. После перемещения пачки по сигналу датчика 13 включается второй триггер БКЦ 45, выходной сигнал которого d2, поступает на вход БУЛ 42t формирует на его выходе сигнал ZM,
5 переключающий распределитель пневмопривода 12
Zi2 d2V(P38/K6/i).
где Кб 1, сигнал от кнопки 64 ручного воз- ючтд привода 12 в исходное положение
0Пос/ е удаления пачки из камеры накопления датчик 20 возвращается в исходное состояние, в результате чего имеем , . Сигнал Ьз взводит третий, последний Tpiti гер БКЦ 44, на выходе которого
5 формируется сигнал as ZyVZic, обеспечивающей возврат пневмоприводов 6 и 7 в исходное положение и срабатывание датчиков 7 и 1Э Появление сигналов X и Хю создает ус по в чя появления сигнала и, следова0 тельно, возобновления цикла накопления С образованием новой пачки рулонов срабатывает привод 12 выталкивания, в результате пачка занимает камеру 21 ожидания, выталкивая находившуюся там пачку руло5 нов в мешок.
После возвращения привода 12 в исходное положение последовательно срабатывает привод 31 горизонтального перемещения каретки 26, отводя ее с нэ0 олненным мешком от камеры ожидания, привод 37 ориентации, устанавливая платформу каретки в горизонтальное положение и привод 34 поворота, сообщая каретке 26 и мешку вертикальное положение Оператор
5 посредством переключателя 65 формирует СИГНРЛ к а распределитель 30 пневмопривода прижимных клапанов 28 и 29, которые, открываясь, освобождают края мешка. Ввиду необходимости ручного снятия мешка с карегки 26 второй на этой опеоации
прерывается. Для его продолжения оператор нажимает кнопку 60 на пульте 57, в результате чего последовательно срабатывают приводы 34, 37 и 31, возвращая каретку в исходное положение, Далее посредством переключателя 65 подается сигнал Zso на срабатывание привода прижимных клапанов 28 и 29, удерживающих на каретке 26 новый мешок, приготовленный для загрузки. Одновременно формируется включающий сигнал Ci, который через элемент 48 задержки времени взводит первый триггер БКЦ 45, Обеспечивая повторение цикла загрузки и транспортировки.
Наряду с автоматическим режимом система управления позволяет осуществлять режимы полуавтоматической и шаговой-отработки циклов, а также возврат вручную приводов второго цикла в исходное положение и ручное управление приводами выталкивателя 12 и горизонтального перемещения каретки 26. Для работы в полуавтоматическом режиме переключатель 50 устанавливается в положение ручного включения циклов, а сами циклы включаются кнопками 55 и 56. При этом происходит однократная отработка циклов независимо от наличия рулонов в упаковочном устройстве. Блоки БКЦ 44 и 45 в этом режиме работы функционируют. Шаговая отработка циклов достигается первоначальной установкой переключателя 50 в автоматический оежим работы и последующей установкой его ь нейтральное положение (AscrPscH)) при отработке каждого такта. При этом сигнал сброса О.сбр., вырабатываемый БУЛ Л0 согласно выражению
Qc6p,A5oVP50,
где Аво и Pso - сигналы переключателя 50 в положениях автоматического и полуавтоматического режимах, принимают логические значения 1 или О, выключая из работы или включая БКЦ 44, БУЛ 42 также формирует сигнал сброса СГсбр, выключающий БКЦ 45 из работы при ручном управлении приводами 12 и 31, ручном возврате приводов второго цикла посредством кнопки 54 и шаговой отработки циклов при О сбр 1 согласно выражению
(P5of К54),
где Q c6p Q c6PVP58,
PSS - сигнал переключателя 58 в положении ручного управления;
Кб4 - сигнал кнопки 54 ручного возврата
приводов второго цикла,
Ручное управление приводами 12 и 31 осуществляется установкой переключателя 58 в положение ручного режима и нажатием
кнопок 61-64.
Формула изобпетения Устройство для упаковывания рулонов, включающее камеру накопления с транспортером подачи, пневмоприводами торцового равнения, подъема и выталкивания пачки рулонов с датчиками крайних положений, четырьмя датчиками контроля комплектности и правильности расположения рулонов и датчиком высоты пачки, расположенную под углом к вертикали и образованную подвижным основанием и двумя параллельными стенками, одна из которых стационарна, а другая установлена с возможностью регулирования расстояния до
стационарной стенки, камеру ожидания с неподвижным основанием и боковыми стенками, являющимися продолжением стенок камеры накопления, транспортную каретку с пневмоприводами ее
горизонтального перемещения,ориентации и повороти с датчиками крайних положений, пневмоприводом закрепления тары на каретке „ ручным управлением и систему управления циклами накопления пачки
рулонов, ее загрузки в тару и транспортировки, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено опорной рамкой, двумя прижимными клапанами, соединенными
между собой посредством пневмопривода, камера ожидания включает дополнительную стенку, причем опорная рамка и один из прижимных клапанов смонтированы на транспортной каретке, а другой - на опорной рамке, при этом боковая и дополнительная стенки камеры ожидания установлены под углом к ос движения поршня пневмопривода горизонтального перемещения транспортной каретки.
о о
00 CN О)
ю
5У
И «о
fe| ь

| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРИЛИЗАТОР | 1993 |
|
RU2073526C1 |
| Система автоматического управления укладкой кирпича | 1985 |
|
SU1315325A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Пневматическое устройство для дистанционного управления горной машиной с двумя пневмоприводами | 1980 |
|
SU964132A2 |
| Пневматическое устройство длядиСТАНциОННОгО упРАВлЕНия гОРНОйМАшиНОй C дВуМя пНЕВМОпРиВОдАМи | 1979 |
|
SU810965A1 |
| Пневматическое устройство для дистанционного управления горной машиной с пневмоприводом | 1973 |
|
SU466332A1 |
| Устройство для управления пневмоприводом двустороннего действия | 1988 |
|
SU1562546A1 |
| Электропневматический тормозной привод тягача | 1988 |
|
SU1518175A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОНОВ ПОЛОСЫ НА РАЗМАТЫВАТЕЛЕ | 2004 |
|
RU2268804C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ, ОСУЩЕСТВЛЯЕМЫЙ НА НЕМ | 2017 |
|
RU2659047C1 |

Изобретение относится к упаковыванию, а именно к устройству для упаковывания рулонов, может быть использовано в обоечном производстве, а также в других отраслях промышленности, в которых возникает потребность в упаковке изделий цилиндрической формы Б мягкую тару, и позволяет расширить технологические возможности устройства. Устройство содержит камеру накопления рулонов с параллельными боковыми стенками, подвижным основанием, датчиками, контролирующими процесс накопления, пневмоприводами торцового равнения рулонов, подъема слоя рулонов и выталкивания пачки рулонов, ка меру очищения с боковыми сходящимися под утлом стенками, потолочной наклонной стенкой и основанием, транспортную каретку с опорной рамкой, прижимными калапа- нами и пневмоприводом клапанов, пневмоприводами горизонтального перемещения каретки, ее поворота, перекоса и систему управления, реализующую трехтактный иикл накопления пзчки рулонов и вось- митактный цикл ее загрузки в мешок и транспортировки.6 ил. Щ
ы
lo to
сь -СЗCCJ
A A A
d
n «CD
ссэ
J5
СУ
SSQ
СЭ
/V Л /v A A A A/Ј
to ch f4
ОЮТ) 4ЭРР
S
О
PO -3I
-§
A A
ES
es
лГ
|СЧ rvi
с
сэ
Cvl
ct
7W4/wrA WWW v
Гм
A
SJ
GJ
t CD
Тэта
n
U-i
-Ch
ГЖ A /f Л А /Ь СГ
Л
Or
1ГЭ OJ
3
Й
§
OS{
л
95y
Ј.
7ГЛ / / / /
Cs
CSJ
lo t-
CO «o
tf
Si C
6
&
5ОООД0,0Ј)u
is:
Qt
Ы fsj
oSJS/
| Техническое описание упаковочной машины типа БСР | |||
| Издание бюро механических конструкций Хольвег, Франция, г | |||
| Страсбург, 1987. |
