Изобретение относится к строительству, а именно к технологии изготовления же- лезобетонной сваи в форме для фундаментов зданий,сооружений,
Целью изобретения является повышение несущей способности сваи.
Способ осуществляют следующим образом.
Готовят бетонную смесь необходимого состава, например, из следующих компонентов: вяжущее - портландцемент серый марки 400 или 500 по ГОСТ 10178-76; мелкий заполнитель - песок по ГОСТ 8736-85: крупный заполнитель - щебень фракции 5- 20 мм по ГОСТ 10268-80 и 8267-82 и вода.
В соответствии с геологическим разрезом грунта в месте установки сваи «преде-1 ляют участки формы, на которые надо наносить смазку с плотностью, определяемой соотношениями: для сульфитно-спиртовой барды (ССБ)
,082 + 0,370п для сульфитно-дрожжевой бражки (СДБ)
р 1,090 + 0,348h, где р- плотность смазки, г/см3;
h - средний размер крупных частиц грунта, окружающего сваю, см.
После этого растворяют в воде необходимое количество ССБ или СДБ и доводят плотность смазки до заданных величин.
О
ю
СА ГО О CJ
Затем на предварительно очищенную поверхность формы наносят с помощью кисти или специального приспособления слой смазки, проводят промежуточную сушку в течение 15-20 мин, после чего наносят второй слой и также выдерживают его в течение указанного времени.
Далее в форму устанавливают арматуру, укладывают бетонную смесь и производят виброуплотнение, после чего на открытую грань сваи на соответствующие участки наносят смазку. Другими способами получения шероховатости на поверхности открытой грани являются применение рельефообразоватёлей, накатка валиками и иные виды механической обработки свежеуложенного бетона.
Термообработку сваи ведут по обычным типовым режимам.
Сразу после распалубки формы производят очистку поверхности сваи от незатвердев- шего бетона, например, водовоздушной струей или механическим путем с последую- щей промывкой водой.
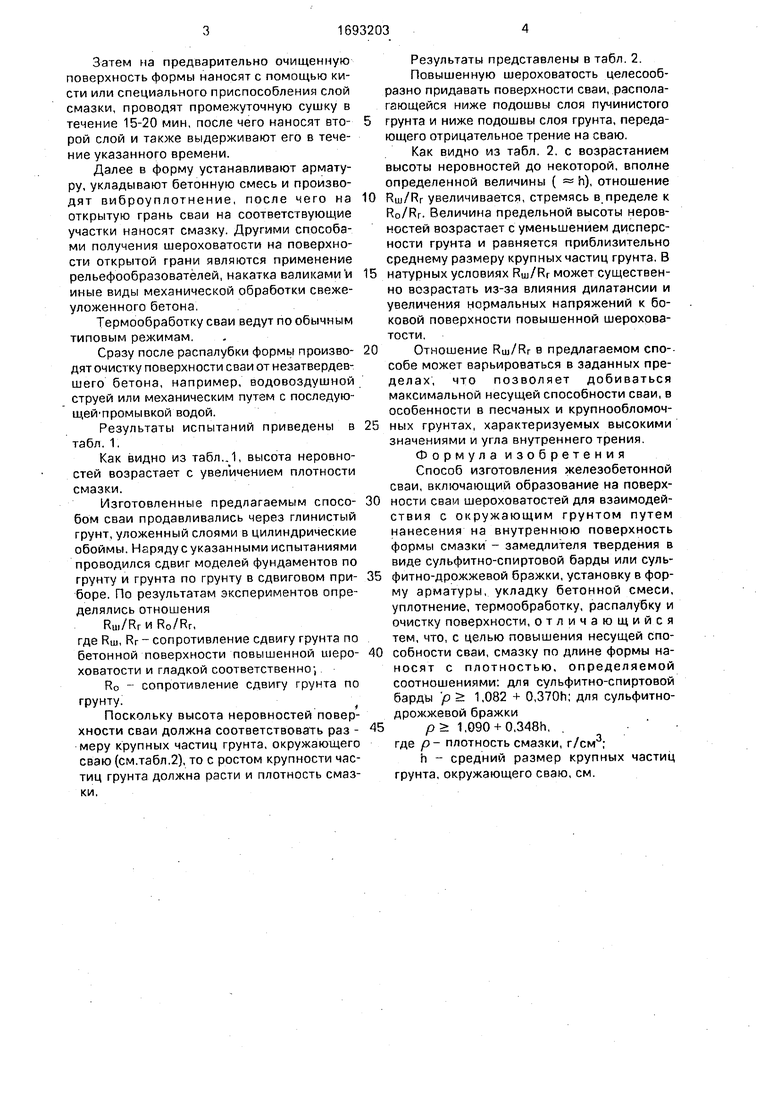
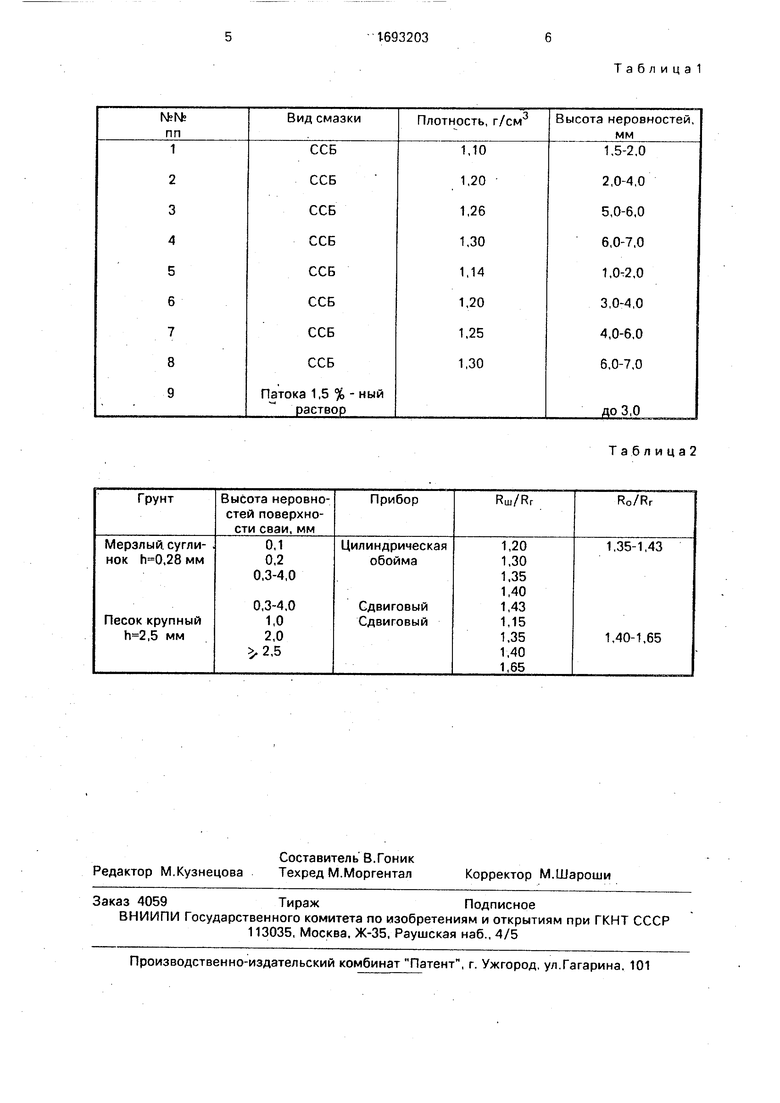
Результаты испытаний приведены в табл.1.
Как видно из табл.,1, высота неровностей возрастает с увеличением плотности смазки.
Изготовленные предлагаемым способом сваи продавливались через глинистый грунт, уложенный слоями в цилиндрические обоймы. Наряду с указанными испытаниями проводился сдвиг моделей фундаментов по грунту и грунта по грунту в сдвиговом приборе. По результатам экспериментов определялись отношения
RUI/RT и RO/RT,
где Rui, Rr - сопротивление сдвигу грунта по бетонной поверхности повышенной шероховатости и гладкой соответственно;
RO - сопротивление сдвигу грунта по грунту.t
Поскольку высота неровностей поверхности сваи должна соответствовать раз - меру крупных частиц грунта, окружающего сваю (см.табл.2), то с ростом крупности частиц грунта должна расти и плотность смазки,
Результаты представлены в табл. 2. Повышенную шероховатость целесообразно придавать поверхности сваи, располагающейся ниже подошвы слоя пучинистого
грунта и ниже подошвы слоя грунта, передающего отрицательное трение на сваю.
Как видно из табл. 2. с возрастанием высоты неровностей до некоторой, вполне определенной величины ( h), отношение
Ruj/Rr увеличивается, стремясь в пределе к Ro/Rr. Величина предельной высоты неровностей возрастает с уменьшением дисперсности грунта и равняется приблизительно среднему размеру крупных частиц грунта. В
натурных условиях Ruj/Rr может существенно возрастать из-за влияния дилатансии и увеличения нормальных напряжений к боковой поверхности повышенной шероховатости.
Отношение Ruj/Rr в предлагаемом спо- собе может варьироваться в заданных пределах, что позволяет добиваться максимальной несущей способности сваи, в особенности в песчаных и крупнообломочных грунтах, характеризуемых высокими значениями и угла внутреннего трения. Формула изобретения Способ изготовления железобетонной сваи, включающий образование на поверхности сваи шероховатостей для взаимодействия с окружающим грунтом путем нанесения на внутреннюю поверхность формы смазки - замедлителя твердения в виде сульфитно-спиртовой барды или сульфитно-дрожжевой бражки, установку в форму арматуры, укладку бетонной смеси, уплотнение, термообработку, распалубку и очистку поверхности, отличающийся тем, что, с целью повышения несущей спо0 собности сваи, смазку по длине формы наносят с плотностью, определяемой соотношениями: для сульфитно-спиртовой барды р 1,082 + 0,370h; для сульфитно- дрожжевой бражки
5р 1.090 + 0.348h,
где р- плотность смазки, г/см3;
h - средний размер крупных частиц грунта, окружающего сваю, см.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для металлических форм | 1979 |
|
SU872270A1 |
| Способ изготовления бетонных изделий | 1984 |
|
SU1209450A1 |
| КОМБИНИРОВАННЫЙ ПЕСТИЦИДНЫЙ ПРЕПАРАТ И СПОСОБ БОРЬБЫ С БОЛЕЗНЯМИ И ВРЕДИТЕЛЯМИ РАСТЕНИЙ | 2003 |
|
RU2240002C1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1101315A1 |
| Пресскомпозиция на основе гидролизноголигНиНА | 1978 |
|
SU798146A1 |
| Способ изготовления изделий из легкобетонных смесей | 1989 |
|
SU1645265A1 |
| Противопригарное покрытие для изго-ТОВлЕНия лиТЕйНыХ фОРМ и СТЕРжНЕй | 1978 |
|
SU850255A1 |
| Бетонная смесь | 1979 |
|
SU895952A1 |
| Способ регулирования свойств бетонной смеси | 1981 |
|
SU977428A1 |
| Способ изготовления бетонных мелкоштучных изделий | 1986 |
|
SU1395510A1 |
Изобретение относится к строительству, а именно к технологии изготовления же- лезобетонной сваи в форме для фундаментов зданий, сооружений. Целью изобретения является повышение несущей способности сваи. Способ изготовления железобетонной сваи в форме включает нанесение на поверхность формы перед установкой в нее арматуры смазки с плотностью, определяемой соотношениями для сульфитно-спиртовой барды/)2-1,082 + 0,370h, для сульфитно-дрожжевой бражки р 1,090+0,348 h, гдер- плотность смазки, г/см3 ; h-средний размер крупных частиц, грунта,окружающего сваю, см, Затем в форму устанавливают арматуру, укладывают бе- тонную смесь, виброуплотняют и подвергают термообработке. После распалубки формы незатвердевшую часть бетонной смеси удаляют механическим путем или водяной струей. Смазка может наноситься как на всю поверхность формы, так и на отдельные ее участки, а также на поверхность сваи, не соприкасащуюся с формой. 2 табл. (Л С
Таблица2
| Способ изготовления сваи для вечномерзлых грунтов | 1976 |
|
SU592929A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления железобетонных элементов | 1979 |
|
SU857080A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
