:о
Q 4
эо 5: Изобретение относится к литейному производству и может быть использовано при производстве отливок в вакуумных формах. Известна литейная форма для вакуг умной формовки, содержащая систему вентиляционных каналов ( выпоров J сообщающихся с рабочей полостью формы через газопроницаемые стержни выполняющие часть боковой поверхност отливки и установленные на всю высоту, полости. Использование стержней препятствует попаданию жидкого метал ла в вентиляционные каналы ti3. Однако известная форма имеет огра ниченное применение, так как не пред сматривает сообщения с атмосферой выступающих вверх частей рабочей полости, что необходимо для поддержания требуемой прочности формы и сохранения ее конфигурации во .время заливки. Применение стержней усложняет изготовление формы и регенерацию наполнителя. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является литейная форма, включающая верхнюю и нижнняо полуформы, рабочую полость, верхняя часть которой соединена с атмосферой через выпор с затвором, в виде клапа на с направляющей, и литниковую систему (23 . Данная литейная форма обеспечивает сообщение верхней части рабочей полости с атмосферой и сокращает потери металла, однако ее использование возможно только в пределах прибыльной (отделяемой) части отлиБОК, так как шаровой клапан образует полость (пустоту) в отливке. Кроме этого, применение экзотермической смеси, частично разрушающейся зц счет сгорания термитного компонента и разогревающей жидкий металл вокруг клапана, создает возможность Щ1я проникновения металла в полость вып ра, а также нарушает условия кристаллизации при использовании клапан вне прибыльной части. В виду того, что диаметр клапана больше диаметра выпора, для его установки требуется выполнение непроизводительных опера ций кантовки (поворота) верхней пол формы, продевания направляющей в от верстие выпора со стороны рабочей полости и фиксирования ее с противо положной стороны полуформы, которые усложняют сборку, особенно для средних и крупных форм. Целью изобретения является экономия металла путем уменьшения припусков в верхней части отливки и повышение надежности работы. Поставленная цель достигается тем, что литейная форма, включающая верхикко и нижнюю полуформы, рабочую полость, верхняя часть которой соединена с атмосферой через выпор с затвором в виде клапана с направляющей, и литниковую систему,снабжена установленным в выпоре пустотелым корпусом с упорами и вентиляционными окнами, в котором размещены направляющая с клапаном. Клапан выполнен в виде холодильника. На фиг.г1 изображена предлагаемая литейная форма, общий вид, разрез; . на фиг.2 - верхняя часть рабочей полости формы с клапаном-холодильником. Пример 1. Литейная форма (фиг.1) содержит полуформы 1 и 2 низа и верха, соединенные вакуум-проводами 3 и 4 с вакуумной установкой (не показанаj и состоящие из опок 5 и 6, заполненных сухим формовочным материалом, поверхность которого облицована синтетическими пленками 7 и 8 полуформа верха, ,9 и JO (полуформа низа. Между полуформами расположена рабочая полость 11, над которой в полуформе верха имеется углубление 12 и выпор 13, соединяющий рабочую полость с атмосферой.В выпоре плотно установлен Цилиндрический корпус 14 { апример, металлический, нижняя часть которого покрыта противопригарной краской или обмазкойу с упорами 15 и вентиляционными окнами 16, а также направляющая J7, проходящая через отверстие в верхней крышке корпуса 14 с возможностью вертикального перемещения. На направляющей закреплен клапан 18 /например, из стержневой смеси) с углублением 19, соответствующим конфигурации выступа в верхней части отливки, изготавливаемой в данной форме. Диаметр клапана 18 на 1-2 мм меньше диаметра выпора 13. Высота углубления 12 равна высоте клапана 18, а диаметр больше диаметра клапана на 5-10 мм.Для подвода металла в рабочую полость форма снабжена литниковой системой 20.
Сборка и работа литейной формы осуществляется следукмцим образом.
После изготовления полуформы 2 верха- корпус 14, предварительно собранный с направлякоцей 17 и клапаном 18, устанавливают сверху в выпор 13« Затем соединяют полуформы 1 и 2. Корпус 14 при необходимости фиксируют грузом (не показан 1 во избежание всплытия во время запивки, скрепляют пoлyфop ы 1,2 и заливают жидкий металл в литниковую систему 20. Во время заливки рабочая полость 11 постоянно сообщается с атмоферой чере.з зазор между клапаном 18 и стенками полости, а также - вентиляционные окна и внутренннио полость корпуса 14. В конце запивки клапан 18 с направлякнцей 17 всплывает на поверхности жидкого металла и прижимается к нижнему торцу корпуса 14, препятствуя проникновению жидкого металла в полость корпуса. При этом клапан 18 входит в углубление 12, нижняя ш оскость клапана 18 устанавливается на уровне верхней плоскости рабочей полости 11, а металл заполняет углубление 19, соответствующее по конфигурации выступу изготавливаемой отливки. После затвердевания металла в литниковой системе 20 или образования затвердевшей корочки в районе клапана 18 корпус 14 с направляннцей 17 извлекают из формы для повторного использования, а затем производят выбивку формы. Кольцевой прилив, образовавшийся в верхней части отливки в результате проникновения металла-В щель между боковыми стенками клапана 18 и углубления 12, удаляют во время очистки или механической обработки отливки.
Пример 2. Верхняя часть (фиг.2) рабочей полости, над которой выполнено углубление, сообщается с атмосферой через полость корпуса.
в которой смонтирована направляющая с металлическим клапаном. Полость в верхней части клапана обеспечивает его всплытие на поверхности жидкого металла во время заливки.
Боковая поверхность клапана выполнена с уклоном и окрашена слоем огнеупорной краски или обмазки толщиной 0,5-2 мм для облегчения отделения его от отливки.
Устройство собирается и работает аналогично изложенному в примере 1, а металлический клапан обеспечивает заданную технологией скорость затвердевания верхней части отливки, и,соответственно, улучшение ее качества.
Кроме указанных, возможны и другие варианты исполнения элементов предлагаемого устройства. В частное ти, в нижней части корпуса может быть установлена вставка из стержневой смеси для предохранения корпуса от перегрева, а клапан может быть выполнен из стержневой смеси с добавками мелкой металлической дроби, удельный вес такой смеси обеспечивает всплытие клапана и охлаждающее воздействие его на отливку. Материалом клапана и корпуса могут служить также керамика, асбест, разнообразные смеси огнеупорных песков со связующими .
Использование предлагаемого устройства позволяет снизить потери металла за счет возможности применения клапана вне прибыльной части отливок и уменьшения припусков в верхней части отливки, сопрягаемой с клапаном, а также упростить сборку формы и повысить надежность работы клапана. Кроме этого, повышается эффективность работы холодильника за счет улучшения условий теплопередачи.
/«
Фи9,г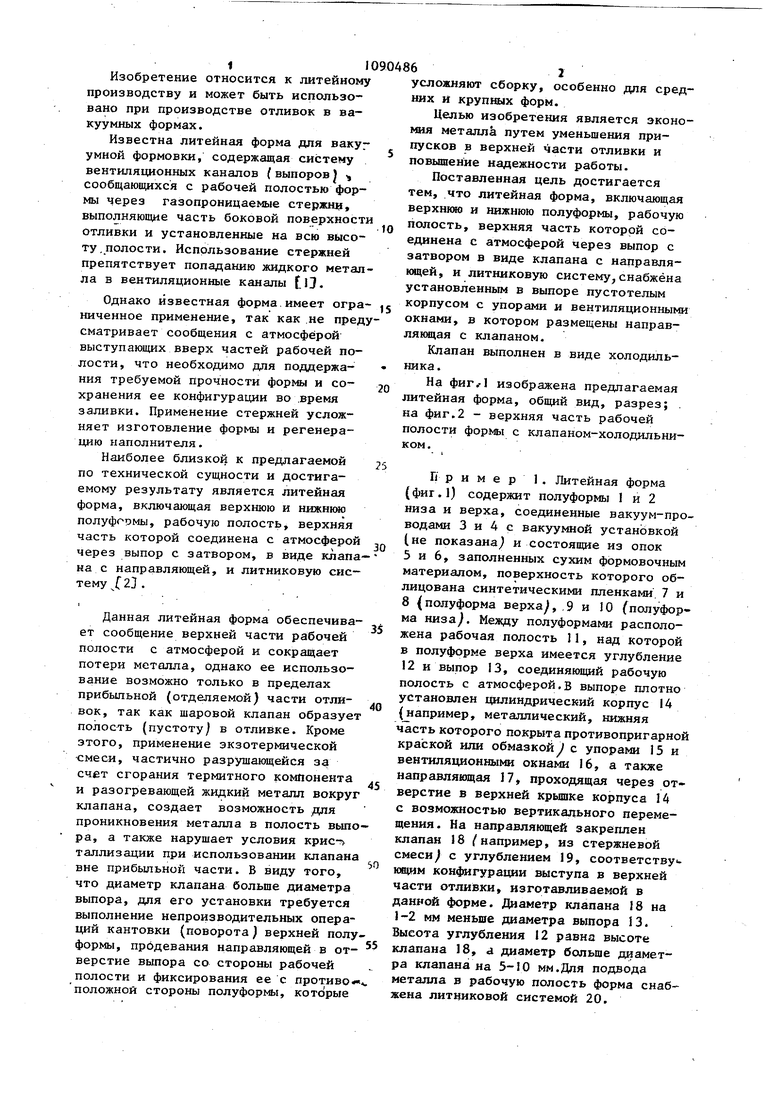

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1980 |
|
SU904873A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |

1.- ЛИТЕЙНАЯ ФОРМА, включающая верхнюю и нижнюю полуформы, рабочую нолрсть, верхняя часть которой соединена с атмосферой через выпор с затвором в виде клапана с направляюпей, и литниковую систему, о т л и чающаяся тем, что, с целью экономии металла путем уменьшения припусков в верхней части отливки и повышения надежности работы, она снабжена установленным в выпоре пустотелым корпусом с упорами и вентиляционными окнами, в котором размещены направляющая с клапаном. .2. Литейная форма по п.1, о т л и чающаяся тем, что клапан выполнен в виде холодильника. СО а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ,2 | |||
| Литейная форма | 1980 |
|
SU904873A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| CFfi -. | |||
