Фиг 2
Изобретение относится к литейному производству, в частности к получению пакетированных чушек из цветных металлов.
Цель изобретения - снижение расходов при пакетировании чушек.
На фиг. 1 схематично представлено устройство для литья чушек; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - пакет чушек.
Устройство для литья чушек содержит станину 1 с жестко закрепленным неподвижным корпусом 2 с водяной камерой 3, в которой циркулирует охлаждающая вода.
В неподвижном корпусе 2 выполнены отверстие 4 для заливки расплава и отверстие 5 для выгрузки чушек 6. Отверстие 4 для заливки расплава совмещено с выпускным отверстием печи 7.
Внутри корпуса 2 установлен вращающийся ротор 8 с формообразующими гнездами 9. На наружной поверхности ротора 8 выполнены открытые пазы 10, соединяющие между собой формообразующие гнезда 9. На оси ротора 8 расположена неподвижная труба 11 с отверстиями для подачи охлаждающей воды. В корпусе 2 на участке движения пустых формообразующих гнезд 9 вмонтированы шипы 12, перекрывающие открытые пазы 10 подходящих к отверстию 4 для заливки расплава очередных гнезд 9. Пакет чушек 6 поступает на намотку к съемной оправке 13.
Устройство для литья чушек работает следующим образом,
При совмещении одного формообразующего гнезда 9 с отверстием 4 для заливки в гнездо 9 закладывается готовая чушка 6 с целью предотвращения попадания расплава по пазам 10 еще незаполненных гнезд 9 в начале разливки. Ротор 8 поворачивается до совмещения следующего гнезда 9 с отверстием 4 для заливки и жидкий металл из печи 7 через отверстие 4 для заливки заполняет гнездо 9 и пазы 10, после чего ротор 8 поворачивается на один шаг.
Шипы 12 перекрывают пазы 10 от попадания расплава в очередное формообразующее гнездо 9, Чушки б от заливки до позиции выгрузки затвердевают при помощи циркулирующей в водяной камере 3 охлаждающей воды, которая поступает через отверстие неподвижной трубы 11.
После затвердевания металлические чушки 6, скрепленные между собой закристаллизовавшимся металлом, находящимся в пазах 10, и образующие непрерывную ленту, извлекаются из гнезд 9 и наматываются на съемную оправку 13.
После образования пакета заданной
массы связка обрезается и производится намотка следующего пакета чушек 6.
Поперечное сечение закристаллизовавшегося в пазах на основании металла и число перемычек определяется на основании
их прочностных характеристик различных цветных металлов при растяжении.
При получении чушек из алюминиевых сплавов0 формообразующие гнезда 9 могут быть соединены, например, двумя поперечными пазами прямоугольного, трапецеидального сечения с глубиной 6,04-0,05 высоты гнезда 9 и шириной 0,07-0,09 длины гнезда 9, что позволяет обеспечить прочность ленты при сматывании ее в рулон.
Использование изобретения позволяет исключить трудоемкую ручную операцию пакетирования чушек без использования дополнительного технологического оборудования.
Формула изобретения
Устройство для литья чушек из цветных металлов, включающее неподвижный корпус с отверстиями для заливки расплава и
выгрузки отливок, установленный в корпусе ротор с формообразующими гнездами, отличающееся тем, что, с целью упрощения процесса формирования пакетов чушек, на наружной поверхности ротора выполнены
пазы, соединяющие между собой формообразующие гнезда.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья в постоянные формы | 1981 |
|
SU1065077A1 |
| Устройство для изготовления увязанных пакетов | 1988 |
|
SU1563838A1 |
| Способ изготовления металлических чушек | 1983 |
|
SU1148696A1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 1995 |
|
RU2083315C1 |
| Ленточная чушка и способ формирования пакета ленточной чушки | 1984 |
|
SU1400770A1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2024 |
|
RU2840502C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Пакетируемая металлическая чушка | 1982 |
|
SU1065076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2018 |
|
RU2682912C1 |


Изобретение относится к литейному производсту, в частности к получению пакетированных чушек из цветных металлов. Целью изобретения является снижение расходов при пакетировании чушек. Устройство для литья чушек работает следующим образом. При совмещении одного из формообразующих гнезд 9 с отверстием 4 для заливки расплава в гнездо 9 закладывается готовая чушка 6. Ротор 8 поворачивается на один шаг и жидкий металл из печи 7 через отверстие 4 для заливки расплава заполняет следующее гнездо 9 и пазы. Шипы 12 перекрывают пазы от попадания расплава в очередное гнездо 9. После затвердевания металлические чушки 6, скрепленные между собой закристаллизовавшимся металлом, находящимся в пазах, извлекаются из гнезд 9 и наматываются на съемную оправку 13. Использование изобретения позволяет исключить трудоемкую ручную операцию пакетирования чушек без использования дополнительного технологического оборудования. 4 ил.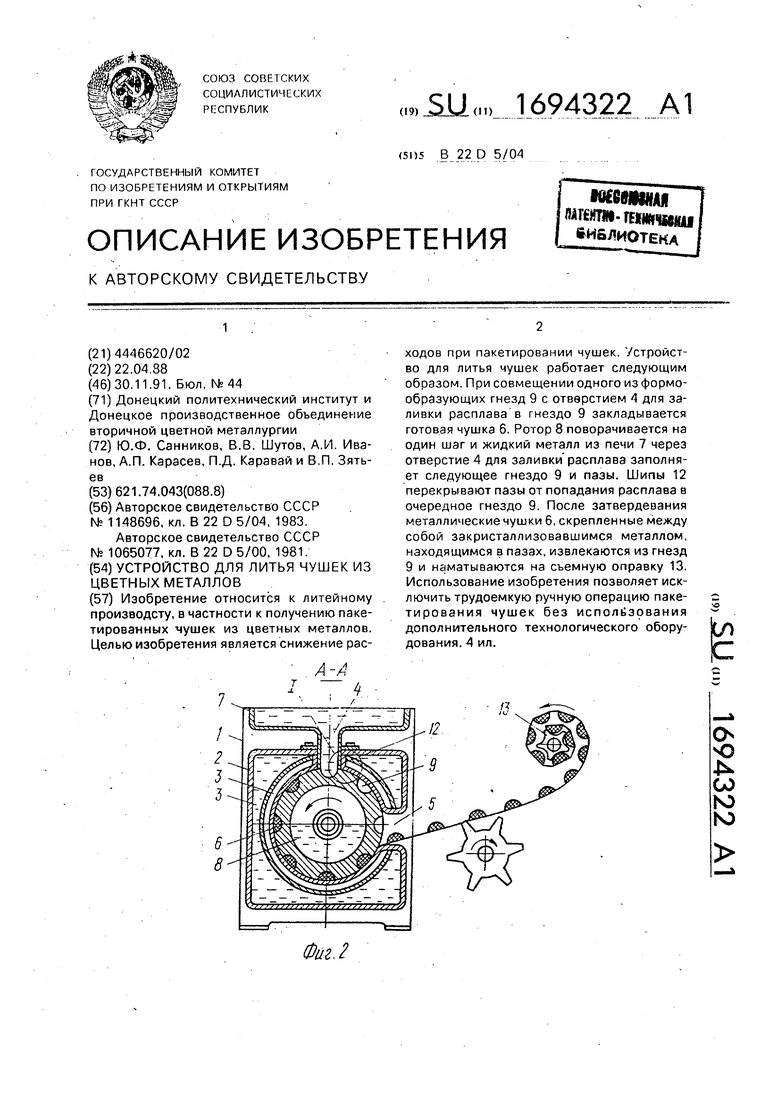
Фиг. /
Фиг.З
Фив.4
| Способ изготовления металлических чушек | 1983 |
|
SU1148696A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для литья в постоянные формы | 1981 |
|
SU1065077A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
