шей 4 передается по гибким связям через кольца 15, имеющие внутренние призматические поверхности, на датчик контроля веса. Связанный с датчиком контроля веса блок управления регулирует приводами наклона через гибкие связи положение разливочных ковшей 4 и тем самым поступление металла, например, в изложницы разливочной машины. При аварийных выпусках металла из печи, которые могут привести к заливке и выходу из строя разливочной машины, сливная часть 3 промежуточного ковша 1 посредством привода вертикального
перемещения поднимается вверх, при этом стержень шарнирной опоры-11 перемещается вверх и металл выливается через приемную часть 2 в шлаковню. Выполнение ковшей 1 и 4 подвесными на гибких связях с одновременной фиксацией их в горизонтальной плоскости позволяет разместить датчики контроля веса и приводы ковшей над устройством, что снижает вероятность их забрызгивания и заливания жидким металлом и уменьшает тем самым трудоемкость обслуживания устройства. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточное разливочное устройство | 1990 |
|
SU1731415A1 |
| Кислородный конвертер для переработки чугуна и металлического лома с повышенным содержанием вредных примесей | 2016 |
|
RU2623934C1 |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |
| Ковшовый счетчик жидкой нефтегазовой смеси | 2019 |
|
RU2718138C1 |
| Установка для порционного вакуумирования металла | 1980 |
|
SU908847A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Устройство для перемещения промежуточного ковша | 1987 |
|
SU1482754A1 |
| Устройство для защиты струи металла | 1991 |
|
SU1787668A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
Изобретение относится к металлургии и может быть использовано для дозированной разливки металла из плавильных печей. Цель изобретения - уменьшение трудоемкости обслуживания. Расплавленный металл поступает из плавильной печи в промежуточный ковш 1, из сливной части 3 которого он поочередно поступает в разливочные ковши 4 в результате поворота привода качания, -соединенного с ковшом 1 посредством гибких связей. Поступающий в разливочные ковши 4 металл постоянно взвешивается, при этом усилие от веса ков- 2 , w Ё О Ю 00 со VI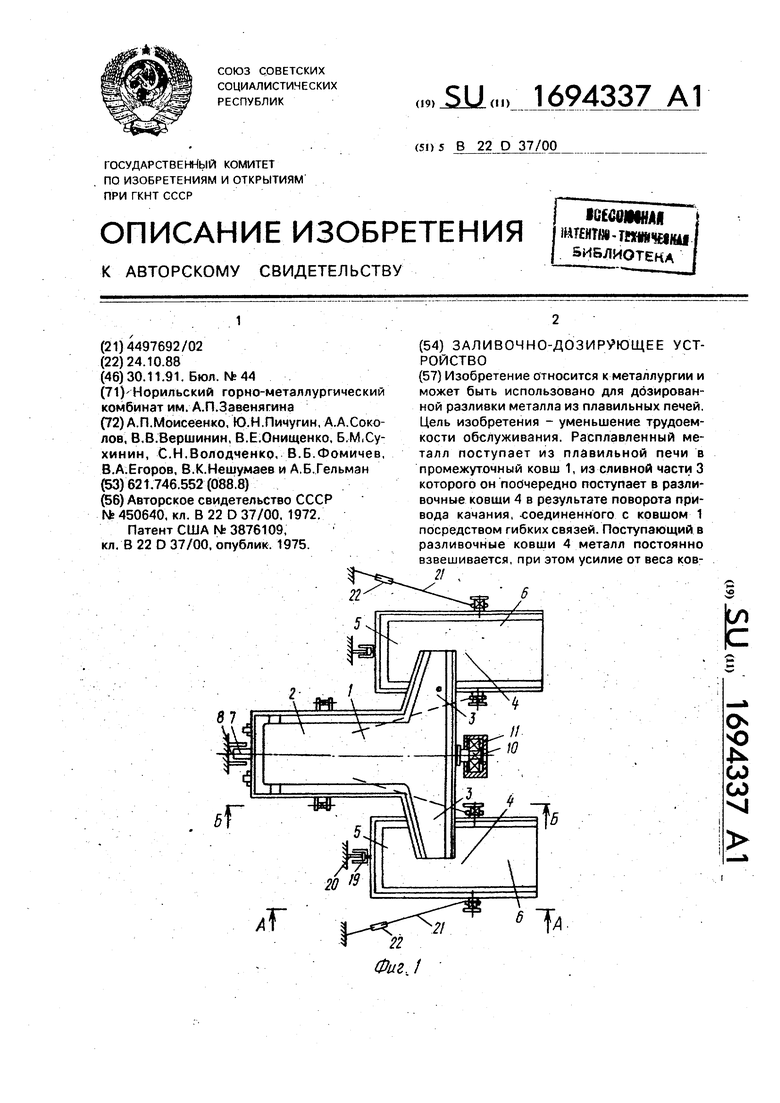
Изобретение относится к металлургии и может быть использовано для дозированной разливки металла из плавильных печей.
Цель изобретения - уменьшение трудоемкости обслуживания.
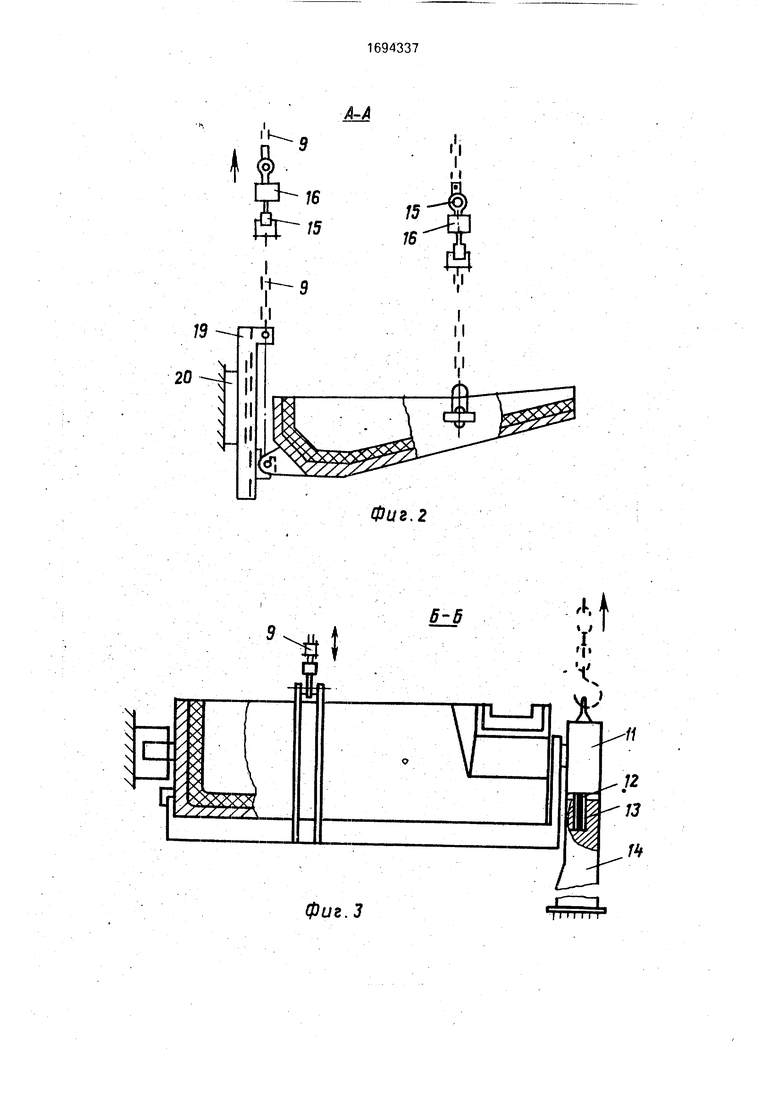
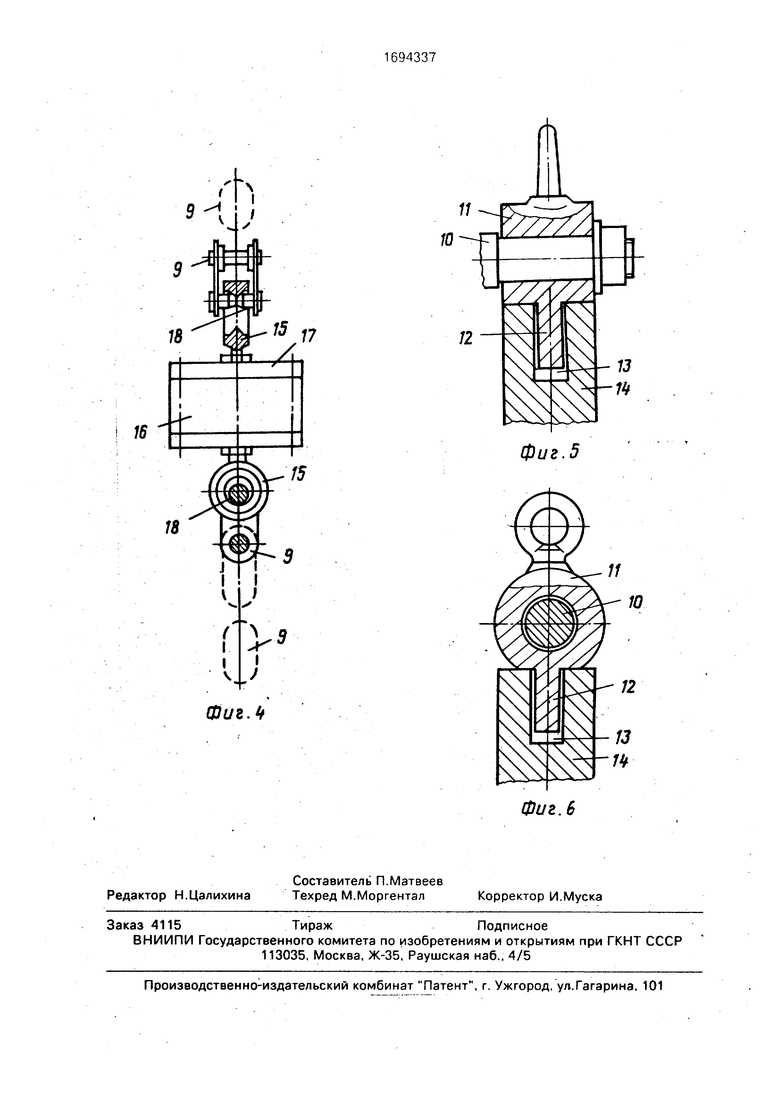
На фиг. 1 показано описываемое устройство, общий вид; на.фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - узел крепления датчиков веса к гибким связям; на фиг. 5 - шарнирная опора промежуточного ковша; на фиг. 6 - то же, вид сбоку,
Заливочно-дозирующее устройство состоит из промежуточного ковша 1 с приемной 2 и сливной 3 частями, по бокам которого расположены разливочные ковши 4 с приемной 5 и сливной 6 частями. Промежуточный ковш 1 в приемной части 2 имеет продольный выступ 7, входящий в продольный паз 8 установленного на рабочей площадке ограничителя перемещений (не показан). Приемная часть 2 промежуточного ковша 1 подвешена на гибких связях 9 (трос или цепь), соединенных с приводом качания (не показан). Сливная часть 3 промежуточного ковша 1 посредством оси 10 установлена на шарнирной опоре 11, стержень 12 которой помещен в гнездо 13 опорной стойки 14, Шарнирная опора 11 соединена с приводом вертикального перемещения (не показан). Разливочные ковши 4 шарнирно подвешены на вертикальных гибких связях 9, соединенных с приводом наклона (не показан).
В гибких связях 9 посредством колец 15 установлены датчики 16 контроля веса, связанные с блоком управления (не показан).
Кольца 15 имеют призматическую внутреннюю поверхность и установлены на корпусе 17 датчика 16 контроля веса с
поворотом их продольных осей относительно друг друга на 90°. На призматическую поверхность колец 15 опираются цилиндрические упоры 18 стреугольными окружными
канавками, причем угол проточки на цилиндрических упорах 18 больше призмообразу- ющего угла внутренней поверхности колец 15. Цилиндрические упоры 18 соединены с гибкими связями 9. Такое крепление датчика 16 контроля веса обеспечивает осевое прохождение через него нагрузки от веса ковша, а следовательно, необходимую точность работы дозирующего устройства. Крепление приемной части 5 разливочного ковша 4 к вертикальной гибкой связи 9 осуществляется через направляющую 19, в пазу которой с зазором установлен неподвижный ограничитель 20 горизонтальных перемещений. В месте шарнирного соединения боковых стен сливной части 6 разливочного ковша 4 с вертикальными жестко подвижными связями 9 к последним Прикреплены фиксаторы 21 горизонтальных перемещений, в качестве которых могут быть
использованы талрепы 22.
Устройство работает следующим образом.
Расплавленный металл поступает из стационарной плавильной печи в промежуточный ковш 1, из сливной части 3 которого он поочередно поступает в разливочные ковши 4 в результате поворота привода качания, соединенного с ковшом 1 посредст- вом гибких связей 9. Горизонтальная стабилизация приемной части 2 промежуточного ковша 1 осуществляется продольным выступом 7, входящим в продольный паз 8 ограничителя перемещений. Стабили- зация сливной части 3 промежуточного ковша 1 осуществляется осью 10 в шарнирной опоре 11.
Поступающий в разливочный ковш 4 металл постоянно взвешивается, при этом усилие от веса разливочного ковша 4 с ме- таллом передается шарнирно соединенными вертикальными жестко подвижными связями 9 через цилиндрические упоры 18, кольца 15 и корпус 17 на датчик 16 контроля веса.
Связанный с датчиком 16 контроля веса блок управления регулирует приводами наклона через гибкие связи 9 положение разливочных ковшей 4 и тем самым поступление металла, например, в изложни- цы карусельной разливочной машины по заданной программе выдачи определенной дозы металла.
Горизонтальная стабилизация сливной части разливочного ковша 4 осуществляется фиксаторами 21 горизонтальных перемещений, установленными в месте шарнирного крепления вертикальных жестко подвижных связей 9 к боковым стенкам сливной части б разливочного ковша 4. Такое место крепления фиксаторов 21 определяет ось поворота разливочного ковша 4 при заливе металла в изложницу и обеспечивает выполнение этой операции одним прийодом, соединенным через вертикальную гибкую связь 9 с приемной частью 5 разливочного ковша 4. Горизонтальная стабилизация приемной части 5 разливочного ковша осуществляется направляющей 19, в пазу которой с зазором установлен неподвижный ограни- читель 20 горизонтальных перемещений
При аварийных выпусках, связанных с возможностью залития расплавленным металлом разливочной машины, приводом вертикального перемещения поднимается сливная часть 3 промежуточного ковша 1, при этом стержень 12 шарнирной опоры 11 перемещается вверх в гнезде 13 опорной стойки 14 и металл вытекает через приемную часть 2 в шлаковню
Выполнение ковшей 1 и 4 подвесными на гибких связях 9 с одновременной стабилизацией их в горизонтальной плоскости позволяет разместить датчики 16 контроля веса, приводы качания и наклона ковшей
над устройством, что снижает вероятность их забрызгивания и заливания жидким металлом
Выполнение шарнирной опоры 11с возможностью вертикального перемещения в гнезде 13 опорной стойки 14 в случае аварийного выпуска из стационарной печи, связанного, например, с разгаром шпурового отверстия (летки), при котором расход выпускаемого металла больше производительности разливочной машины, обеспечивает возможность прекращения подачи металла в разливочные ковши и предупреждение их переполнения путем подъема сливной части промежуточного ковша Эта операция выполняется приводом вертикального перемещения,при этом стержень 12 шарнирной опоры 11 выходит из гнезда 13 опорной стойки 14 Указанная особенность конструкции позволяет значительно уменьшить трудоемкость обслуживания устройства, особенно в случае аварийного выпуска металла
Использование изобретения позволяет снизить затраты на эксплуатацию заливоч- но-дозирующего устройства
Формула изобретения Заливочно-дозирующее устройство, содержащее промежуточный ковш, установленный с возможностью качания вокруг горизонтальной оси, имеющий сливную часть с шарнирной опорой и приемную часть/ привод качания, два разливочных ковша с приводами их поворота, датчики контроля веса металла в разливочных ковшах, отличающееся тем, что, с целью уменьшения трудоемкости обслуживания, промежуточный и разливочные ковши вы-, полнены подвесными на гибких связях и имеют ограничители горизонтальных перемещений, датчики контроля веса смонтированы в гибких связях и соединены с ними посредством колец, имеющих призматические внутренние поверхности, при этом промежуточный ковш соединен с приводом качания посредством указанных гибких связей в приемной своей части, а шарнирная опора установлена с возможностью вертикального перемещения
Cj N
// /
к о
СЈ
х х х х х чх х/
со
Ul 0
S
с: со
N
ъ
° «л
от со Ј. со со -J
16
18
9 у
J
Фиг.Ь
12
Фиг.5
| Заливочная машина | 1972 |
|
SU450640A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Патент США № 3876109, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
