Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ НА ОСНОВЕ АЛЮМИНИЯ | 2006 |
|
RU2354498C2 |
| ТВЕРДОТОПЛИВНАЯ ГРАНУЛИРОВАННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2484124C2 |
| Износостойкий антифрикционный композиционный материал на основе алюминия и способ его получения | 2024 |
|
RU2833648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| Способ изготовления спеченных изделий из металлических порошков | 1990 |
|
SU1726131A1 |
| Способ получения изделий из порошков | 1988 |
|
SU1636124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В УСЛОВИЯХ РЕЗОНАНСНЫХ КОЛЕБАНИЙ СТРУКТУРНЫХ ЧАСТИЦ МАТЕРИАЛА | 2002 |
|
RU2246378C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ГЕНЕРАТОРНЫХ УСТРОЙСТВ | 2012 |
|
RU2518353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
Изобретение относится к области порошковой металлургии. Целью изобретения является повышение качества поверхности изделия и упрощение процесса. В способе получения изделий из сплавов AI-SI-NI прессуют порошок при температуре 150- 450°С, давлении 120-350 МПа и далее его деформируют при 450-520°С со степенью деформации в радиальном направлении 5- 30% и давлении 200-500 МПа. 2 табл.
Изобретение относится к порошковой металлургии, в частности к способам изготовления изделий из сплавов с низким коэффициентом линейного расширения.
Целью изобретения является повышение качества поверхности и упрощение процесса.
В известном способе, включающей брикетирование порошка и пластическую деформацию брикетов, порошок брикетируют при 150-450°С и давлении 120-350 МПа, а брикеты деформируют при 450-520°С, со степенью деформации в радиальном направлении 5-30% и давлении 200-550 МПа.
Прессование порошка при 150-450°С и давлении 120-350 МПа позволяет изготовить брикеты без трещин и задиров на поверхности брикетов. Прессование порошка при температуре ниже 150°С приводит к образованию расслойных трещин в получаемых брикетах Увеличение температуры
прессования выше 450°С вызывает заклинивание пуансонов и налипание порошка на стенки матрицы.
Поверхность прессовок имеет задиры. Давление брикетирования менее 120 МПа не позволяет получать прочные и плотные (Прессовки. Они легко разрушаются и имеют малую плотность. Давление брикетирования более 350 МПа вызывает заклинивание оснастки в результате попадания порошка между матрицей и пуансоном.
Температура деформирования менее 450°С не позволяет получать плотные, прочные прессовки, так как материал не обладает достаточной пластичностью, мало разупрочняется при этой темпеоатуое. Нагрев прессовок выше 520° С приводит к образованию жидкой фазы и вытеканию ее на поверхность прессовки. Степень деформации заготовок менее 5% не позволяет получить у изделия высокой прочности.
а
Ч)
СО 00
пластичности. Степень деформации более 30% приводит к разрушению заготовки, Давление деформирования менее 200 МПа не позволяет получить плотные и прочные прессовки, а также происходит незаполнение гравюры матрицы. Это недопустимо и является браком. Давление более 550 МПа является высоким, что обуславливает заклинивание пуансонов, налипание материала на рабочий инструмент и быстрый выход его из строя, появление царапин и раковин на поверхности заготовки.
Способ осуществляется следующим образом.
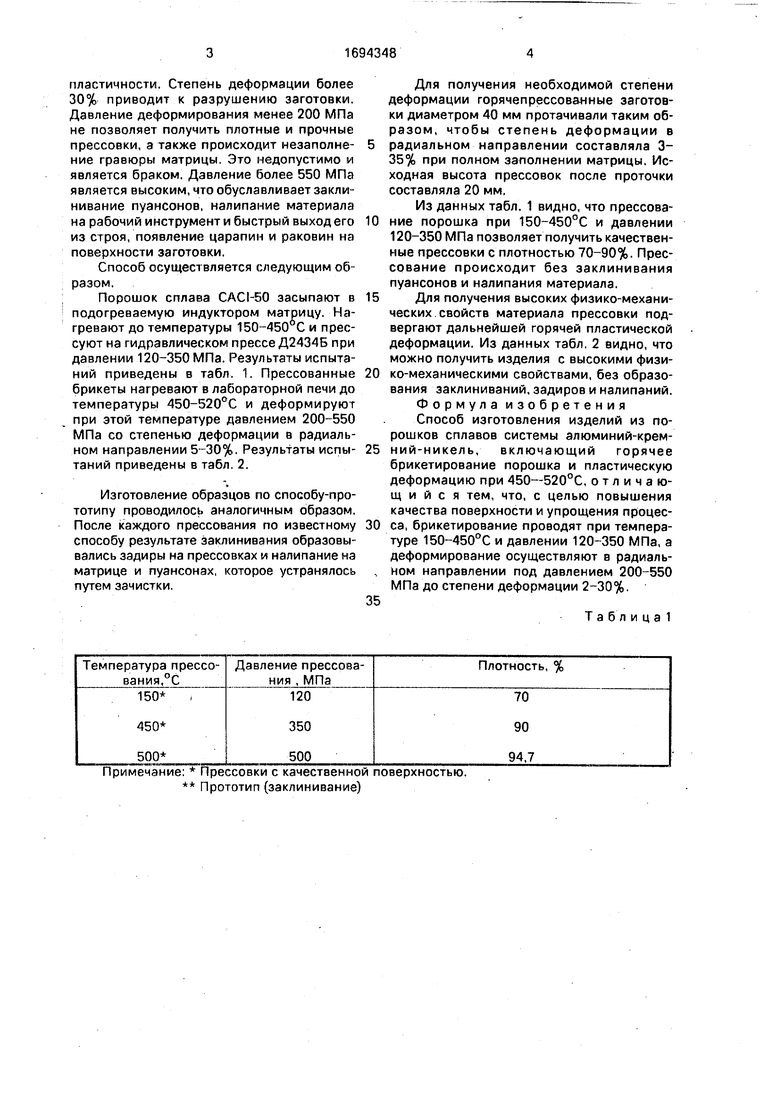
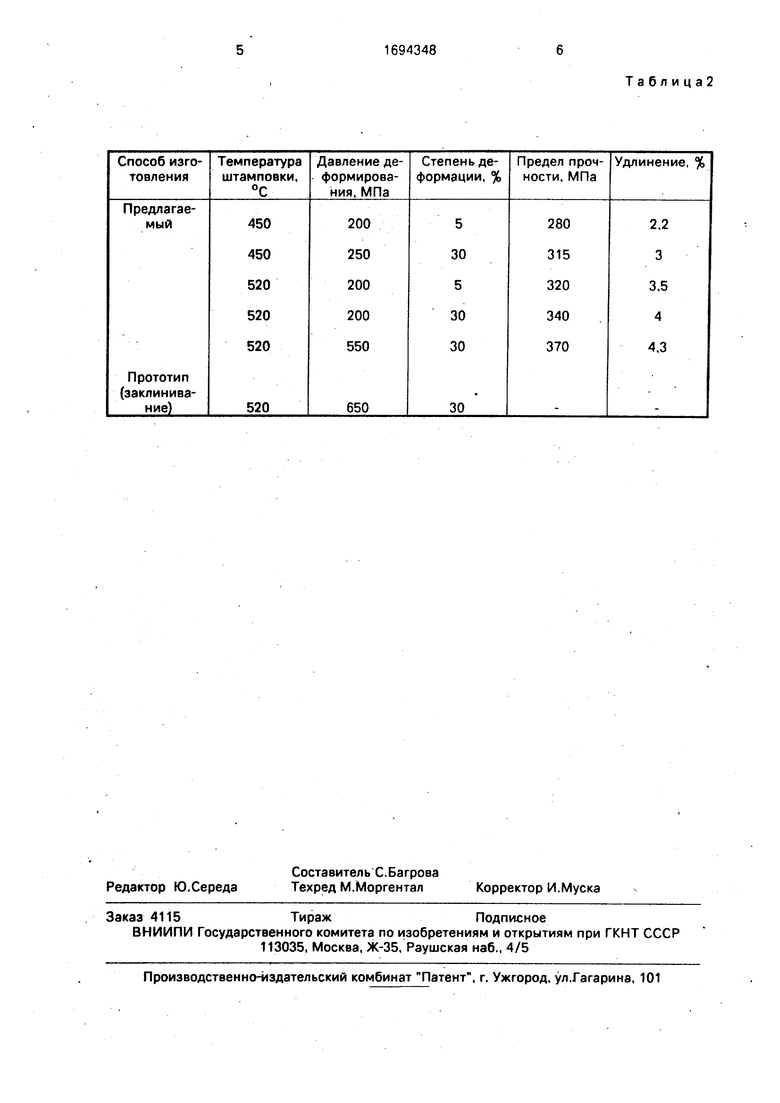
Порошок сплава CACI-50 засыпают в подогреваемую индуктором матрицу. Нагревают до температуры 150-450 С и прессуют на гидравлическом прессе Д2434Б при давлении 120-350 МПа. Результаты испытаний приведены в табл. 1. Прессованные брикеты нагревают в лабораторной печи до температуры 450-520°С и деформируют при этой температуре давлением 200-550 МПа со степенью деформации в радиальном направлении 5-30%. Результаты испытаний приведены в табл. 2,
Изготовление образцов по способу-прототипу проводилось аналогичным образом, После каждого прессования по известному способу результате заклинивания образовывались задиры на прессовках и налипание на матрице и пуансонах, которое устранялось путем зачистки.
Примечание: Прессовки с качественной поверхностью. Прототип (заклинивание)
0
5
0
5
0
5
Для получения необходимой степени деформации горячепрессованные заготовки диаметром 40 мм протачивали таким образом, чтобы степень деформации в радиальном направлении составляла 3- 35% при полном заполнении матрицы. Исходная высота прессовок после проточки составляла 20 мм.
Из данных табл. 1 видно, что прессование порошка при 150-450°С и давлении 120-350 МПа позволяет получить качественные прессовки с плотностью 70-90%. Прессование происходит без заклинивания пуансонов и налипания материала.
Для получения высоких физико-механических свойств материала прессовки подвергают дальнейшей горячей пластической деформации. Из данных табл. 2 видно, что можно получить изделия с высокими физико-механическими свойствами, без образования заклиниваний, задиров и налипаний.
Формула изобретения
Способ изготовления изделий из порошков сплавов системы алюминий-кремний-никель, включающий горячее брикетирование порошка и пластическую деформацию при 450-520°С, отличающийся тем, что, с целью повышения качества поверхности и упрощения процесса, брикетирование проводят при температуре 150-450°С и давлении 120-350 МПа, а деформирование осуществляют в радиальном направлении под давлением 200-550 МПа до степени деформации 2-30%,
Т а б л и ц а 1
Таблица2
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| и др | |||
| Промышленные алюминиевые сплавы | |||
| М.: Металлургия, 1984, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
